لحام الأنابيب النحاسية: تحليل العمل خطوة بخطوة والأمثلة العملية

يحاول أساتذة المنزل تنفيذ أعمال البناء والإصلاح بمفردهم ، مما يسمح ليس فقط بتوفير ميزانية الأسرة ، ولكن أيضًا أن يكون واثقًا تمامًا في نتيجة الجودة. لذلك ، عليهم إتقان الطرق والتقنيات الجديدة - مثل لحام أنابيب النحاس.
سنخبرك بكيفية تجميع وربط الاتصالات من الأنابيب النحاسية. ستجد هنا المواد الاستهلاكية والأدوات التي سيحتاجها المؤدي. المهارات المفيدة ، حتى في الحياة اليومية ، ستجعل من الممكن تجميع خطوط الأنابيب بشكل مستقل بخصائص تشغيلية ممتازة.
محتوى المقالة:
لحام النحاس: لماذا يجب أن تتعلمه
نادرا ما تستخدم أنابيب النحاس في الممارسة. والسبب في ذلك هو ارتفاع تكلفة المواد إلى حد ما. ومع ذلك ، تعتبر أنابيب النحاس هي الأفضل بحق.
يتجاوز هذا المعدن جميع المواد الأخرى في مقاومة الحرارة والمرونة والمتانة. تسخين أنابيب النحاس بعد التجميع ، يمكن سكبه في الخرسانة ، مخبأة في الجدران ، إلخ. أثناء العملية ، لن يحدث شيء لهم.

يجب أن يؤخذ هذا في الاعتبار عند اختيار مادة لترتيب التدفئة أو إمدادات المياه. بالاعتماد على التشغيل على المدى الطويل ، يتم استرداد التكاليف الأعلى بالكامل. بالإضافة إلى الأداء الممتاز الذي يمتلكه النحاس ، من السهل جدًا تثبيته. غالبًا ما يتم المبالغة في "حكايات مخيفة" حول صعوبات اللحام.
النحاس بسيط بما يكفي للحام. لا يتطلب سطحه استخدام عوامل تنظيف قوية.تتمتع العديد من المعادن منخفضة الذوبان بالالتصاق العالي بها ، مما يبسط اختيار اللحام.
ليست هناك حاجة إلى تدفقات نحاس غالية ، حيث لا تحدث تفاعلات عنيفة مع الأكسجين أثناء ذوبان المعادن. في عملية اللحام ، لا يتشوه الأنبوب ، ويظل شكله وأبعاده دون تغيير. يمكن فك التماس الناتج إذا لزم الأمر.
طرق لحام الأجزاء النحاسية
يعتبر اللحام أفضل طريقة لربط الأجزاء النحاسية. أثناء التشغيل ، يملأ اللحام المنصهر فجوة صغيرة بين العناصر ، مما يشكل اتصالًا موثوقًا.
هناك طريقتان لإعداد مثل هذه المركبات الأكثر شيوعًا. هذا هو لحام شعري درجة حرارة عالية ومنخفضة الحرارة. دعونا نرى كيف تختلف عن بعضها البعض.
ميزات درجة حرارة عالية
في هذه الحالة ، تتم عملية توصيل العناصر من النحاس عند درجة حرارة تتجاوز +450 درجة. يتم اختيار اللحام كمركبات مختارة ، أساسها معادن حرارية إلى حد ما: الفضة أو النحاس.
أنها تعطي التماس قوي ، مقاومة للتلف الميكانيكي ودرجات الحرارة العالية. يسمى هذا المركب صلب.

ميزة ما يسمى بالنحاس الصلب هو الصلب للمعدن ، وهذا يؤدي إلى تليينه. لذلك ، من أجل تقليل الخسائر في خصائص قوة النحاس ، من الضروري تبريد المفصل النهائي بشكل طبيعي فقط ، دون استخدام النفخ الاصطناعي أو خفض الجزء في الماء البارد.
يتم استخدام وصلة صلبة للأنابيب التي يبلغ قطرها 12 إلى 159 ملم. يستخدم لحام درجة حرارة عالية لتوصيل أنابيب الغاز.
في السباكة ، يتم استخدامه في عملية تجميع أنابيب المياه لربط متجانسة للأجزاء التي يتجاوز قطرها 28 ملم. بالإضافة إلى ذلك ، يتم استخدام هذا الاتصال في الحالات التي يمكن أن تتجاوز فيها درجة حرارة السائل المتداول في الأنابيب +120 درجة.
كما يستخدم لحام درجة حرارة عالية لتجميع أنظمة التدفئة. تعتبر ميزتها إمكانية ترتيب منفذ من نظام مثبت مسبقًا دون تفكيكها الأولي.
لحام درجة حرارة منخفضة بالتفصيل
يشير اللحام الناعم أو المنخفض الحرارة إلى توصيل الأجزاء النحاسية ، حيث يتم استخدام درجة حرارة أقل من + 450 درجة مئوية. في هذه الحالة ، يتم اختيار المعادن القابلة للانصهار اللينة ، على سبيل المثال ، القصدير أو الرصاص ، على أنها لحام.
يمكن أن يختلف عرض خط التماس الذي يتكون من هذا اللحام من 7 إلى 50 ملم. يسمى المركب الناتج لينة. إنه أقل متانة من الصلب ، ولكن لديه عدد من المزايا الهامة.

الفرق الرئيسي هو أنه أثناء عملية اللحام ، لا يحدث الصلب الصلب. وبناء على ذلك ، تظل قوتها كما هي.
بالإضافة إلى ذلك ، فإن درجة الحرارة أثناء اللحام في درجات الحرارة المنخفضة ليست عالية مثل درجة الحرارة أثناء اللحام في درجات الحرارة العالية. لذلك ، تعتبر أكثر أمانًا. يتم استخدام ما يسمى المفاصل الناعمة لتجميع الأنابيب ذات القطر الصغير: من 6 إلى 108 ملم.
في السباكة وصلات درجة حرارة منخفضة مواسير نحاس يتم استخدامها لتركيب أنابيب المياه وشبكات التدفئة ، ولكن بشرط أن تكون درجة حرارة السائل المتداول فيها أقل من +130 درجة. بالنسبة لخطوط أنابيب الغاز ، يُحظر تمامًا استخدام هذا النوع من التوصيلات.
ما هو المطلوب في العملية؟
لصنع مفاصل عالية الجودة ، ستحتاج إلى مواد وأدوات خاصة. بادئ ذي بدء ، هناك حاجة إلى تدفق لمعالجة السطح الذي تم تنظيفه مسبقًا للأجزاء. يزيل الأكاسيد من القاعدة ، ويحسن قابلية اللحام المنصهر ويقلل من التوتر السطحي.
بالإضافة إلى ذلك ، ستحتاج أيضًا لحام للعمل مع النحاس. بالنسبة للحام بدرجة الحرارة العالية ، يتم اختيار مادة لا تتضمن الرصاص. يجب أن تكون العبوة مسماة "خالية من الرصاص" أو "خالية من الرصاص".
بالنسبة للحام بدرجة حرارة منخفضة ، يتم تحديد لحام منخفض الذوبان ، حيث يمكن أن يكون القصدير والنحاس والبزموت والفضة موجودًا. يتوفر نوع درجة حرارة منخفضة لحام في شكل سلك 3 مم.

للعمل ، ستحتاج إلى أدوات. بادئ ذي بدء ، قطع الأنابيب. مع ذلك ، سيكون من الممكن قطع تفاصيل الحجم المطلوب. من المهم اختيار أداة عالية الجودة حتى لا تتكدس المواد اللينة ، وهي النحاس.
كما أنها تتطلب شطب لإزالة نتوءات. خلاف ذلك ، سيكون من المستحيل إدراج جزء في آخر. لتنظيف السطح الداخلي للأنابيب ، يتم استخدام فرشاة أو فرشاة أيضًا.

لتسخين العناصر النحاسية باستخدام أدوات مختلفة. في معظم الأحيان ، لاختيار لحام درجة حرارة منخفضة موقد غازلهب ضيق.
تعمل معدات الغاز في هذه الحالة من أسطوانة تحتوي على خليط من البروبان والبيوتان أو مع البيوتان النقي. واحد من هذه التزود بالوقود يكفي لمدة 3-4 مئات المفاصل.
يعمل الجهاز بكفاءة ، عند تسخينه بواسطة الموقد ، يسخن الأنبوب في بضع ثوانٍ. يتم إجراء اللحام بدرجة حرارة عالية باستخدام خليط غاز البروبان والأكسجين أو الأسيتيلين والهواء.
بالإضافة إلى ذلك ، يمكن إجراء اللحام باستخدام مكواة لحام كهربائية خاصة ، مصممة للعمل مع أجزاء مصنوعة من النحاس. الجهاز قادر على العمل مع كل من البائعين الصلب واللين. يتم توصيل مكواة اللحام بالشبكة وتستخدم حيث يكون من المستحيل العمل بالنار المفتوحة. الجهاز مجهز بكماشة تثبيت وأقطاب كهربائية قابلة للإزالة.
بالإضافة إلى هذه الأدوات لتركيب خط الأنابيب ، ستحتاج إلى علامة أو قلم رصاص ، مقياس شريط ، مطرقة ومستوى البناء.
تكنولوجيا اللحام بالنحاس
بعد إعداد الأدوات والمواد ، يمكنك البدء في عملية اللحام. نقوم بجميع العمليات بالتسلسل التالي:
قطع جزء الطول المطلوب
يمكن استخدام مجموعة متنوعة من الأدوات لقطع الأنابيب النحاسية. قاطع الأنابيب اليدوي الأكثر استخدامًا. لجعل القطع متساويًا ، نحتفظ بالأنبوب فقط بشكل متعامد مع الأداة.
نقوم بتثبيت الجزء بين الأسطوانة والشفرة وندير قاطع الأنابيب حوله. بعد كل ثورة ، لا تنسَ إحكام ربط مسامير الضبط بنحو ثلث الثورة. عند استخدام قاطع الأنابيب ، سيكون القطع متساويًا ، وسيظهر التسجيل فقط داخل الأنبوب.

ولكن في الوقت نفسه ، سينخفض قطر المنتج قليلاً ، وهو أمر غير مرغوب فيه. يمكنك تجنب تشوه الجزء إذا قمت بقصه بمنشار. ولكن في هذه الحالة ، سيظهر الكثير من النتوءات ، والتي يجب التخلص منها ، وستحتاج إلى استخدام قالب لتقليل قطع القطع.
سيؤدي سحق أو بيضاوي قطع الأنابيب إلى عواقب غير سارة ، لأنها ستغير بالضرورة حجم فجوة التركيب. يجب أن تكون قيمته في نطاق 0.02-0.4 ملم. إذا كانت الفجوة أقل ، فلن يتمكن اللحام من الدخول إليها. مع زيادة الفجوة ، لا يمكن أن يظهر التأثير الشعري نفسه.
نتيجة القطع ، يجب الحصول على جزء بنهاية أسطوانية صارمة بحد أدنى من القطع. تأكد من إزالة النتوءات من الجزء ، ونظف سطحه الداخلي بفرشاة وأزله. وبالمثل ، نقوم بتقليم الجزء الثاني من الأنبوب. نأخذ موسع الأنابيب وبمساعدة المطرقة ، نزيد من قطر الأنبوب الثاني.

نتحقق من كيفية تناسب الأجزاء مع بعضها البعض ، ونتحقق من أبعاد فجوة التركيب الناتجة. يجب أن تتطابق تمامًا مع القاعدة. نقوم بتنظيف وإزالة الشحوم الجزء الثاني. يتم تنفيذ العملية على المقطع العرضي بأكمله للأنبوب ، تذكر أن طول الاتصال يجب أن يكون مساوياً لقطر الجزء.
تطبيق التدفق على سطح الأنبوب
وفقا لقواعد التكنولوجيا لحام أنابيب النحاس، تطبيق طبقة التدفق على الأجزاء. نأخذ التركيبة وبفرشاة نطبقها برفق على السطح الخارجي للأنبوب ، والذي سيكون داخل الاتصال.
نقوم بإجراء العملية بعناية فائقة.نحن نحاول جمع الحد الأدنى من الحل وتوزيعه بالكامل على الجزء. لا ينبغي أن يبقى التدفق الزائد على السطح.
نقوم بتوصيل الأجزاء قبل اللحام
بمجرد تطبيق التدفق على الأجزاء ، يجب توصيلها. يجب أن يتم ذلك بسرعة كافية بحيث لا تصل جزيئات التلوث على سطح رطب. إذا عملنا مع تركيب أو مع جرس ، نقوم بعمل اتصال كامل للعناصر.
للقيام بذلك ، قم بتدويرهم طوال الطريق. في عملية الدوران ، لا يتم فقط "تثبيت" الأجزاء في مكانها ، ولكن يتم أيضًا توزيع التدفق بالتساوي قدر الإمكان عبر فجوة التركيب.

يحظر ترك التدفق على الأجزاء ، لأنه تركيبة كيميائية عدوانية.
يتم لحام الصنبور باستخدام التركيب على أساس حلقة الضغط بالترتيب التالي:
تشكيل مركب في لحام درجة حرارة منخفضة
عند صنع مفصل لين ، يعد اللحام القابل للانصهار وتدفق درجات الحرارة المنخفضة إلزاميًا. للتدفئة ، يمكنك أخذ موقد غاز قياسي أو صغير ، مشحون بمزيج من البروبان بالهواء أو البروبان مع البوتان والهواء. يمكنك أخذ مكواة لحام كهربائية خاصة.
نأخذ الموقد ، ونشغله ونوجه اللهب إلى مفصل الأنابيب. يجب تحريك نقطة التلامس بين اللهب والجزء باستمرار. هذا ضروري حتى يتم تسخين العناصر بالتساوي. نأخذ اللحام ومن وقت لآخر نلمسها مع فجوة التركيب. مع التدفئة الكافية ، يبدأ اللحام في الذوبان.

بمجرد حدوث ذلك ، نأخذ الموقد جانباً للسماح للحام بملء الفجوة الشعرية تمامًا. إذا لم يبدأ اللحام في الذوبان ، فاستمر في التسخين. ميزة اللحام في درجات الحرارة المنخفضة هي أن اللحيم غير ساخن بشكل خاص. يجب أن تذوب من حرارة العناصر الساخنة للمركب.
بعد أن يملأ اللحام الفجوة الشعرية تمامًا ، يجب تركه يبرد ، ويفضل في الظروف الطبيعية. يجب أن نتذكر أن المفصل الناعم الناتج له قوة منخفضة ، لذلك يحظر لمسه في شكل ساخن.
نقطة أخرى مهمة. في عملية اللحام ، من المهم للغاية عدم ارتفاع درجة حرارة النحاس. خلاف ذلك ، سوف ينهار التدفق المودع على المعدن ، وبالتالي لن يكون قادرًا على إذابة وإزالة الأكاسيد ، مما سيؤثر بشدة على جودة المركب.
لذلك ، من المستحسن استخدام التدفق مع مسحوق اللحام. عندما تكون درجة حرارة الجزء كافية لتسخين اللحام ، سوف يذوب المسحوق وسيتبين كيف تتألق قطرات الذوبان داخل التدفق.
إذا كان استخدام اللهب لأي سبب من الأسباب غير مقبول ، يتم استخدام أجهزة لحام تعمل بالكهرباء. هذه المعدات عبارة عن مجموعة من إمدادات الطاقة والملاقط الكهربائية ومكواة اللحام.
لا يختلف إجراء التسخين والتشكيل اللاحق للمركب باستخدام حديد لحام عن الإجراء الموصوف أعلاه. التحذير الوحيد: يمكن أن يستغرق تسخين الأجزاء بالكامل وقتًا أقل مما هو عليه عند التسخين باستخدام الموقد.
تشكيل خط التماس عند اللحام بدرجة حرارة عالية
في عملية اللحام هذه ، يتم استخدام موقد غاز أيضًا لتسخين الأجزاء. وهي مشحونة بخليط من البروبان مع الأكسجين أو الأسيتيلين مع الهواء. من الممكن استخدام مزيج من الأسيتيلين والأكسجين.
يوصي الأساتذة بتسخين الأجزاء بالتساوي وبسرعة. أي أن عملية الإحماء يجب أن تكون قصيرة. يجب أن ينتج عن حرق الغاز في الجهاز لهب أزرق لامع منخفض الكثافة.

نقوم بنقل الموقد بسلاسة على طول الاتصال المستقبلي بحيث يكون التسخين متجانسًا قدر الإمكان. عندما يسخن النحاس حتى 750 درجة مئوية ، سيكتسب لون الكرز الداكن. عند هذه النقطة ، قدم اللحيم.
لجعله دافئًا بشكل أفضل ، يمكنك تسخينه قليلاً باستخدام الموقد. ولكن يجب أن نتذكر أن اللحام يجب أن يذوب من الأجزاء الساخنة للتوصيل ، وليس من الموقد. من الناحية المثالية ، من الضروري توفير الاتصال مع الحد الأدنى من التسخين ، حيث سيذوب اللحام على الفور ويملأ فجوة التثبيت في المرة الأولى.
ربما لن يعمل هذا على الفور ، ولكن مع تراكم الخبرة ، ستتحسن النتيجة. بعد ملء الفجوة تمامًا باللحام ، اترك الاتصال ليبرد. لمسه غير مستحسن في هذا الوقت. نقوم بمسح التماس المبرد بعناية للتخلص من بقايا التدفق.
تحليل مفصل لتكنولوجيا أنابيب النحاس الملحومة باستخدام موقد غاز الواردة في المقالة، وننصحك بقراءة محتوياتها.
سلامة أنابيب النحاس
يهتم سادة المبتدئين بكيفية لحام أنابيب النحاس بشكل صحيح ، ولكن في نفس الوقت ننسى السلامة. لا يمكن القيام بذلك. عليك أن تفهم أن النحاس يتميز بموصلية حرارية عالية ، لذا لا يمكنك حمل أجزاء في يديك دون أي حماية.
الإهمال والإهمال مع تجميع أنابيب النحاس قد يؤدي إلى حرق حراري. الأشياء الصغيرة التي يصل طولها إلى 0.3 متر تؤخذ فقط باستخدام قفازات واقية أو تحمل كماشة.
يجب توخي الحذر أيضًا عند العمل مع التدفق. هذه تركيبة عدوانية للغاية. إذا حصل أثناء اللحام على الجلد ، يجب عليك التوقف عن العمل على الفور وغسل التدفق من الجلد بالكثير من الماء والصابون. خلاف ذلك ، قد لا تظهر حروق كيميائية فقط ، ولكن أيضًا حرق كيميائي على الجلد.

يجب أيضًا اختيار ملابس العمل بشكل صحيح. الأقمشة الاصطناعية ليست مناسبة على الإطلاق. الألياف الاصطناعية حساسة للغاية لدرجات الحرارة المرتفعة. يذوب ويضيء بسهولة ، لذلك من الأفضل اختيار ملابس كثيفة مصنوعة من القطن الطبيعي للعمل.
نقطة أخرى مهمة. عندما يتم تسخين الأجزاء ، يبدأ الجريان في الاحتراق. أزواجه يشكلون خطرا على البشر. لهذا السبب ، يجب تهوية الغرفة التي يتم فيها لحام الأنابيب النحاسية بشكل جيد.
ينصح الحرفيون ذوو الخبرة أولئك الذين أخذوا اللحام لأول مرة في الممارسة الأولى على تقليم الأنابيب. تُظهر الممارسة أنه بعد ثلاث أو أربع اتصالات تم إجراؤها بشكل مستقل ، من الممكن بالفعل البدء في تركيب خط الأنابيب. في هذه الحالة ، يُنصح بتجميع النظام على الأرض ثم متابعة اللحام فقط.
يجب شطف خط الأنابيب النهائي جيدًا بالماء الساخن النظيف لإزالة اللحام والتدفق من داخل الأجزاء.
الأخطاء الرئيسية التي ارتكبت عند اللحام
عملية لحام أنابيب النحاس بسيطة للغاية ، ولكنها تتطلب بعض الخبرة. غالبًا ما يرتكب المبتدئون أخطاء في العمل.
فكر في العناصر الرئيسية:
- وجود عيوب على سطح الأجزاء المتصلة.قد تظهر مثل هذه العيوب في عملية قطع الأنبوب. إذا تم إجراء اللحام على العيب ، فسيكون التماس هشًا.
- التلوث عند تقاطع العناصر. يجب إزالة الشحوم من الأجزاء بعد القطع والتنظيف.
- عرض غير كافٍ لفجوة التركيب. وفقًا للقواعد ، بالنسبة للأجزاء ذات المقطع العرضي من 6 إلى 108 مم ، يجب أن تكون أبعاد الفجوة من 7 إلى 50 مم.
- تدفئة غير كافية للأجزاء. في هذه الحالة ، لن يتمكن اللحام من الاندماج بشكل صحيح مع القاعدة. سوف ينهار مثل هذا التماس بسهولة حتى في ظل الحمل الخفيف.
- لا يغطي التدفق كامل سطح الأنبوب. تبقى الأكاسيد على سطح الجزء ، مما يؤثر سلبًا على جودة التماس.
- ارتفاع درجة حرارة قسم الاتصال. إنه يؤدي إلى احتراق التدفق وتشكيل أكسيد ومقياس. ونتيجة لذلك ، تتدهور جودة الاتصال بشكل حاد.
- تحقق من وجود اتصال بارد. قبل التحقق من جودة التماس ، تحتاج إلى التأكد من تبريد الأنبوب. خلاف ذلك ، سوف تشوه المفصل حتمًا وتفقد قوتها.
- تجاهل قواعد الأمان. يتم لحام في درجات حرارة عالية واستخدام المواد الكيميائية العدوانية. الملابس الواقية والقناع والقفازات مطلوبة.
ربما يكون من الصعب على سيد مبتدئ تحديد درجة تسخين الأجزاء بشكل مستقل ، ثم يجدر بدعوة محترف وإجراء أول اتصالات تحت قيادته.
سيعرض طرق إنشاء دوائر التدفئة من الأنابيب النحاسية المادة التاليةوالتي نوصي بقراءتها.
استنتاجات وفيديو مفيد حول الموضوع
يمكنك العثور على معلومات أكثر إثارة للاهتمام حول لحام أنابيب النحاس من مقاطع الفيديو التالية.
الفيديو رقم 1. ملامح ارتفاع درجة حرارة النحاس من النحاس:
فيديو رقم 2. كيفية لحام تركيبات النحاس:
فيديو رقم 3. ما هي تدفقات اللحام:
يعد لحام أنابيب النحاس بنفسك مهارة مفيدة ستكون بالتأكيد مفيدة لسيد المنزل. خطوط الأنابيب المصنوعة من النحاس طويلة جدًا وخالية من المتاعب. نظرًا للتكلفة العالية إلى حد ما لهذه الأجزاء ، يمكن للتجميع الذاتي توفير كبير والحصول على خط أنابيب عالي الجودة بسعر معقول جدًا.
هل لديك خبرة شخصية في توصيل الأنابيب النحاسية عن طريق اللحام؟ ربما لديك معرفة بالفروق الدقيقة في العمل؟ يرجى كتابة التعليقات في المربع أدناه ، وطرح الأسئلة ، ومشاركة رأيك والصور حول موضوع المقالة.
 لحام أنابيب البولي بروبلين: قواعد العمل وتحليل الأخطاء المحتملة
لحام أنابيب البولي بروبلين: قواعد العمل وتحليل الأخطاء المحتملة  لحام أنابيب النحاس بموقد غاز: نصائح وخطوات مفيدة للحام الذاتي
لحام أنابيب النحاس بموقد غاز: نصائح وخطوات مفيدة للحام الذاتي  تركيب الأنابيب النحاسية DIY: تكنولوجيا تركيب الأنابيب النحاسية
تركيب الأنابيب النحاسية DIY: تكنولوجيا تركيب الأنابيب النحاسية  توصيل الأنابيب النحاسية: تعليمات ومقارنة تقنيات التثبيت المختلفة
توصيل الأنابيب النحاسية: تعليمات ومقارنة تقنيات التثبيت المختلفة  كيفية التصادم في أنبوب بلاستيكي: ميزات العمل وتحليل جميع الفروق الدقيقة المهمة
كيفية التصادم في أنبوب بلاستيكي: ميزات العمل وتحليل جميع الفروق الدقيقة المهمة  علاقة أنابيب PVC: خيارات شائعة + تعليمات خطوة بخطوة
علاقة أنابيب PVC: خيارات شائعة + تعليمات خطوة بخطوة  كم يكلف توصيل الغاز بمنزل خاص: سعر تنظيم إمدادات الغاز
كم يكلف توصيل الغاز بمنزل خاص: سعر تنظيم إمدادات الغاز  أفضل الغسالات ذات المجفف: تصنيف الطراز ونصائح العملاء
أفضل الغسالات ذات المجفف: تصنيف الطراز ونصائح العملاء  ما هي درجة حرارة لون الضوء والفروق الدقيقة في اختيار درجة حرارة المصابيح لتناسب احتياجاتك
ما هي درجة حرارة لون الضوء والفروق الدقيقة في اختيار درجة حرارة المصابيح لتناسب احتياجاتك  استبدال السخان في شقة: استبدال الأوراق + الأعراف والمتطلبات الأساسية
استبدال السخان في شقة: استبدال الأوراق + الأعراف والمتطلبات الأساسية 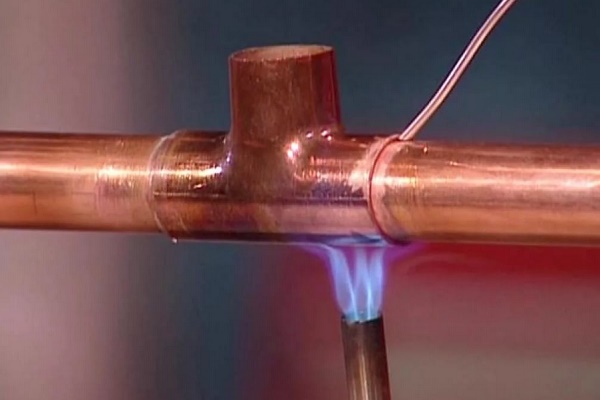{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
نادرا ما أتعامل مع الأنابيب النحاسية ، وهناك القليل ممن يستخدمونها ويفضلون البلاستيك الأرخص والأكثر نفعية. لكني رأيت مثل هذه الأنابيب في المنازل التي تدعي أنها النخبة. تتناسب تمامًا مع الداخل. كما أتيحت لي فرصة لحامها. يمكنني القول من التجربة الشخصية أن القيام بهذا العمل أمر غير معقد وهناك فروق دقيقة.
النحاس معدن سريع الاستجابة ؛ في حد ذاته لن يسبب لك مشاكل. ولكن إذا ارتكبت أخطاء بنفسك ، فسيتدفق مكان اللحام بعد مرور بعض الوقت. إلى كل شخص يواجه فجأة الحاجة إلى لحام الأنابيب النحاسية ، أولاً وقبل كل شيء سأقول - لا تكن كسولًا ولا تفرغ وقتًا للأعمال التحضيرية! البداية الجيدة هي نصف المعركة.
الشحوم بشكل سيئ - سوف تتدفق. التجريد بشكل سيء هو نفسه. ثانياً: تدفق معتدل ولكنه كاف. ستندم على تدفقها. أفرط في ذلك - احصل على بقعة قبيحة من الالتصاقات.ثالثاً: ظروف درجة الحرارة المختصة. إن كل من السخونة الزائدة ونقص درجة الحرارة سيئان بنفس الدرجة. بشكل عام ، إذا كنت ستقوم باللحام لأول مرة ، فمن الأفضل أن تجد في مكان ما قطعة من أنبوب نحاسي وممارسة ، كما هو الحال في المسودة. في نفس الوقت ، حدد أخطائك المحتملة.