Направи сам монтаж на HDPE тръби: инструкции за заваряване + как да огънете или изправите такива тръби

Полиетилен с ниско налягане в класацията на популярност сред материалите, използвани за монтажа на тръбопроводи, заема водеща позиция. Тайната на това търсене се обяснява лесно с гъвкавостта на приложението и простотата на инсталиране на полиетиленови тръби.
Но както при всеки друг полимер, висококачественият монтаж на HDPE тръби със собствените си ръце може да се извърши само при стриктно спазване на технологията. Ще ви кажем какви нюанси да вземете предвид при съвпадение на елементи. Ще ви обясним как правилно да ги огъвате и изправяте.
Съдържанието на статията:
Ефективни методи за присъединяване към HDPE тръби
Технологично свързването на HDPE тръби може да бъде два основни метода - еднократно и разглобяемо.
Първият включва ангажиране заваръчна машина, второто се реализира, без да се използва.

Заварените еднокомпонентни фуги позволяват максимално уплътняване, което е особено важно при подреждането магистрали под налягане, Разглобяемите съединения са лесни за инсталиране и правят възможно разглобяването на тръбопровода по всяко време с цел преконфигуриране на линията или допълване с нови завои.
Методи за свързване от една част
За присъединяване към HDPE тръби се използват два метода за свързване от една част: чрез челно заваряване и чрез инсталиране на електрическа заваръчна връзка.
Във всеки случай, когато прилагат тези методи, съединенията имат следните изисквания:
- Максималният ъгъл на преместване на заварените сегменти трябва да бъде не повече от 10% спрямо дебелината на стената на съединените тръби.
- Съвместният шев трябва да се направи над външното ниво на повърхността на съседни сегменти.
- Височината на валяка на добре направен шев трябва да варира в диапазона от 2,5-5 мм.
Оптималната стойност на височината на валяка зависи от дебелината на стената на разтопения продукт. На тръби с тънки стени (до 5 мм) тя трябва да бъде не повече от 2,5 мм. Ако дебелината на стената на тръбите варира между 6-20 мм, тогава височината на ролката трябва да бъде не повече от 5 мм.
Заваръчно заваряване
Създаването на неразделно съединение се извършва чрез омекотяване на материала до състояние на вискозно вещество, така че да се получи дифузна комбинация от неговите части. Използва се за тръби с дебелина на стената повече от 5 мм.

Методът на свързване чрез заваряване се използва на директни участъци от водоснабдителната система, която се предполага, че работи под налягане. Само той ви позволява да получите плътна връзка с диаметри над 200 mm, тъй като не създава загуба на твърдост на тръбата, което води до деформация.
Трайното заваряване на HDPE тръби със собствените си ръце се извършва с помощта на специален инструмент. Същността на метода е да загрява краищата на скачените елементи до вискозно състояние с помощта на нагревателна дюза. Омекотените краища са просто свързани помежду си под налягане, след което връзката секция просто се оставя да се охлади.

При извършване на заваряване е важно да издържате на температурните условия на нагревателните елементи.
Параметрите на времето и температурата на излагане на нагревателните елементи се определят, като се вземат предвид три фактора:
- Дебелината на стените на тръбопровода.
- Диаметър на завоите.
- Технически параметри на устройството за запояване.
Заваръчните тръби са най-надеждният и издръжлив вариант. С него можете да създадете интегрален монтаж, който може да издържи както налягането, така и налягането водоснабдителни системи.

Заваряването се извършва в следната последователност:
- Комуникацията е изрязана до предварително определен размер. Изрежете паралелизма на равнината на краищата. Краищата се почистват с парче шкурка.
- Краищата са скосени с ширина 2-3 мм. Мястото за заваряване се почиства старателно и се обработва с обезмасляващо съединение.
- Поялото е настроено на маркировка за нагряване от 260 °. Докато загрява, заваръчните дюзи се нанизват и изчакват, докато степента им на нагряване достигне предварително определена температура.
- С помощта на центриращия механизъм фитинга и края на тръбата се задълбочават в кухината на дюзата. Ако механизмът за центриране не е предвиден в поялника, подравняването ще трябва да се провери „по око“, като фугата стане възможно най-точна.
- Центрираните елементи се прибират до посоченото ниво, свързват се под налягане и издържат времето, посочено в инструкциите за презареждане.
- След приключване на работата устройството се изтласква настрани и се изключва от мрежата. Заваръчната зона без изместване и въртене се фиксира в предварително определено положение, докато повърхността не се охлади напълно.
При заваряване е важно да не се преекспонира. Това може да причини образуването на приток на полиетилен върху вътрешния диаметър на продукта.

За да получите сигурно прилягане, дълбочината на инсталиране трябва да бъде около 2 мм.Издържайки на зададената дълбочина, получената заварка ще има равномерен външен вид със същата височина на вдлъбнатина.
Следващата селекция от снимки ще ви запознае със стъпките на челно заваряване на HDPE тръби:
Чрез електрофузионно заваряване
При прилагането на този метод на неразривна връзка се използва електрофузионно заваряване или електрически заваръчен фитинг.

Този метод е ефективен, когато трябва да работите в тесни пространства. Например, когато извършвате ремонтни дейности в кладенци или когато трябва да направите вложки в предварително свързани тръби.
В националните регулаторни документи няма унифицирани стандарти за заваряване на гнезда. Тази технология се използва по-често в европейските страни и се регулира от стандартите DVS-220715.
Технологията за свързване на HDPE тръби с използване на съединители включва редица основни стъпки:
- Подготовка на сайта за комуникация. Външната повърхност на изхода се почиства от мазнини и прах. За тази цел се използват разтвори на сапун и алкохол, които са представени в широк асортимент в строителните магазини.
- Обработка на ставите. Плътността на закрепване директно зависи от това колко гладко е направен разрезът. За да се получи идеално гладка повърхност, крайната страна на тръбата се търка с парче финозърнест шкурка.
- Създаване на фаски, Съединението на крана се нарязва на 45 °. Конусът ще позволи да се осигури най-плътно прилягане на елементите и тяхното закрепване.
- Съединителен монтаж. Съединителят е свързан към източник на захранване. След като се нагрее до предварително определена температура, едната страна (дорник) на втулката се поставя върху тръбата, а вторият край (втулката) е свързан към втория изход на тръбата.
Основно условие за извършване на електрофузионно заваряване е да се гарантира, че компонентите остават неподвижни по време на нагряване и втвърдяване.При задълбочаване на клона се огъва в кухината на нагрята връзка, важно е работата да се извърши бързо, но възможно най-внимателно, за да не се прегрява полиетиленът.

Когато задълбочавате сегментите в кухината на съединителя, бъдете подготвени за течна пластмаса, която постепенно да излезе отдолу под нея. След приключване на работата остава само да премахнете съединителя и да поставите свързания тръбопровод върху твърда повърхност, за да го фиксирате в желаното положение.
След като стопилката се втвърди на кръстовището, ще се вижда затягаща скоба, която плътно прилепва към тръбата.
Но избирайки този метод, струва си да се има предвид, че пластмасовите тръби не се различават по висока твърдост. И затова при силен вътрешен натиск създаденият шев може просто да се разминава. Съединителна връзка не е най-доброто решение за организиране на отоплителни комуникации и създаване на клони за умивалника.
Оценка на силните и слабите страни на различните методи за заваряване на HDPE тръби Статията е посветена на съдържанието, за което ви съветваме да прочетете.
Разглобяеми методи за свързване
Ако разгледаме опции за разглобяеми връзки, те се реализират с помощта на фланци и компресионни фитинги. При стриктно спазване на инсталацията те се оказват толкова надеждни, колкото тези, които са създадени с помощта на заваръчна машина.
Всеки тип неразривна връзка включва еластична част. При кримпване с инструмент за компресиране той запълва всички празнини в областта на ставата, като по този начин премахва течовете.
Използване на фитинги от HDPE
За изпълнение на този метод се използват компресионни фитинги, които представляват валове, допълнени от външни резби от двете страни.
Те са в състояние да се присъединят към тръбите, осигурявайки плътна връзка с висока производителност на запечатване. В този случай сглобяема връзка няма да бъде трудна за премахване по всяко време, за да се промени конфигурацията на магистралата или да се извършат спешни ремонти.

Последователността от стъпки за получаване на подходяща връзка:
- Върху подготвените краища на двете тръби поставете раздалечителен пръстен, изработен от полиуретан или каучук. Външният диаметър на пръстена трябва да е равен на вътрешния размер на съединените тръби.
- Краищата са снабдени с опъваща гайка и две шайби за компресия. Първата шайба е проектирана да екструдира дистанционния пръстен, втората е предназначена за затягане на гайката спрямо края на тръбата.
- Фугата се съединява по принципа "тръба - монтаж - тръба". За да се увеличи надеждността, тя се притиска към стопа от двете страни с гайка за опъване.
За сглобяване на монтираните части се използва специален ключ. Затягащите гайки се развиват на свързващите фитинги.

Основното предимство на този метод на свързване е, че е удобно да се извършва дори при значително намаляване на околната температура. Докато границата на заварените съединения е не по-малка от + 5 ° С.
Широката гама от свързващи елементи с различен диаметър прави възможно събирането на всякакви проводници, правейки необходимите клонове в тръбопровода.
Чрез инсталиране на фланец
Типът на свързване на фланеца се избира, ако е необходимо да се свърже PND на тръбопровода към стоманени тръби. С помощта на фланци е удобно да се свързват клапани, регулатори и клапани към магистралите.

За монтаж на полиетиленови тръби се използват фланци, които отговарят на GOST 12882.80. Те имат разширен вътрешен диаметър.
Монтажът на фланеца се извършва в следната последователност:
- В единия край на комуникационната нишка се извършва.
- Елементът се завинтва в нишката.
- Изходът на свързаната тръба се поставя върху елемента.
- Ставата се нагрява със съединител или сешоар.
Преди да поставите фланеца, е необходимо да го инспектирате за остри изпъкналости и шини, които могат да повредят края на полиетиленовата тръба.
Как да огънете или изправите продукт?
Полиетиленовите тръби се предлагат за продажба в прави 12-метрови секции или под формата на твърди продукти, навити около големи заливи. Бидейки усукани, продуктите придобиват формата на пръстени и се деформират. Преди да изправите или огънете деформираната HDPE тръба, тя трябва да се нагрее.

Полиетиленът с ниско налягане е известен с добрата си еластичност. Но тя губи това свойство при температура на нагряване над + 80 ° C. Този момент се използва, ако е необходимо, за промяна на конфигурацията на продукта.
Но си струва да запомните, че при разширяване или огъване температурата може да се повиши само за кратък период от време. В края на краищата, полиетиленова тръба принадлежи към категорията на строителните материали, която, ако температурата е нарушена, може да се повреди.
Преглед на методите за удължаване на тръбата
Изправете тръбата, като елиминирате гънките, възникнали по време на нейното съхранение и транспортиране, най-лесният начин е след леко загряване на продукта. Ако подмяната или ремонтът на тръбопровода се извършва през лятото, когато слънчевите лъчи са възможно най-горещи, можете да ги използвате за постигане на задачата.

UV лъчите няма да влошат работните параметри на полиетилена, но в същото време могат да омекотят стените на продукта за известно време. Просто трябва да фиксирате омекотената тръба по твърда опора или стена или да я поставите в предварително изкопан окоп. Преди да изправите извита HDPE тръба на земята, трябва да освободите областта.
Ако трябва да свършите работата през зимата, използвайте топла вода за отопление на продукта. Но този метод е ефективен за тръби, чийто размер не надвишава 50 мм. Като помощно средство за изправяне можете да използвате метални парапети и тухлени зидове. Във всеки случай: колкото по-къса е дължината на продукта, толкова по-лесно ще се работи с него.
Ефективни методи за огъване на детайла
Ако възникне обратна ситуация, когато е необходимо да се огъне HDPE тръбата, се използва една и съща топлинна обработка.
За загряване се използват тези методи:
- духане горещо строителство въздушен вентилатор;
- затоплете стените на продукта с газова горелка;
- обградете повърхността с вряла вода.
За да се опрости процедурата за огъване, е по-добре да се изгради рамка за формоване. Рамката, чийто размер съответства на диаметъра на огънатата тръба, може да бъде направена от обикновени листове от фиброкартон. За да направите повърхността на рамката гладка, разпечете я с парче шкурка.
За да огънете PND тръбата със сешоар, работата се извършва в следната последователност:
- Обработеното място се отоплява със строителен сешоар.
- Омекотената заготовка е погребана в рамката за формоване.
- Внимателно огънете тръбата, без да прилагате прекомерна сила, така че продуктът да не се счупи при завоя.
След създаването на необходимия ъгъл на огъване е необходимо продуктът да се остави да се охлади и едва след това да го извадите от рамката.

Важен момент: докато затопляте тръбата, трябва да се придържате към „златната среда“. Ако в момента на огъване повърхността не е достатъчно загрята, тръбата може да се счупи. Ако по време на нагряването нагревателният елемент се доближи твърде много до продукта, полимерът може да се запали.
Изводи и полезно видео по темата
Запознайте се с нюансите на заваряване и обработка на HDPE тръби в следващите видеоклипове.
Видео №1. Как се извършва заваръчно заваряване:
Видео №2. Пример за създаване на електрофузионно заваряване:
Видео №3. Опция за изправяне на тръби:
При избора на метод за свързване и подравняване на полиетиленови тръби трябва да се вземе предвид нивото на налягане на работната среда. Това ще намали до минимум отрицателното въздействие на манипулациите с тръбопровода върху техническите му характеристики.
Знаете ли технологичните нюанси на свързването на полиетиленови тръби, които не са описани в статията? Ако личен опит в изграждането на тръбопроводи HDPE, какво бихте искали да споделите с посетителите на сайта и с нас? Моля, напишете коментари в блока по-долу, публикувайте снимка, задайте въпроси по темата на статията.
 Направи сам монтаж на полипропиленови тръби: технология за работа с PP тръби
Направи сам монтаж на полипропиленови тръби: технология за работа с PP тръби  Как да направите стол от полипропиленови тръби със собствените си ръце: стъпка по стъпка инструкции за производство
Как да направите стол от полипропиленови тръби със собствените си ръце: стъпка по стъпка инструкции за производство  Как да огънете профилна тръба със собствените си ръце без специални инструменти
Как да огънете профилна тръба със собствените си ръце без специални инструменти  Направи сам инсталация на медни тръби: технология за инсталиране на медни тръби
Направи сам инсталация на медни тръби: технология за инсталиране на медни тръби  Направете сам монтаж на пластмасови тръби: технология на свързване и примери за окабеляване
Направете сам монтаж на пластмасови тръби: технология на свързване и примери за окабеляване  Направете занаяти от пропиленови тръби: направете сами домашни опции
Направете занаяти от пропиленови тръби: направете сами домашни опции  Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ
Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ  Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите
Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите  Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди
Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди  Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания
Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания 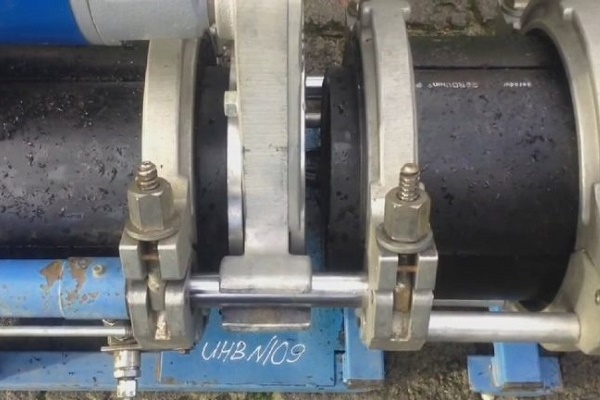{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}