Polypropeeniputkien juotoslämpötila: itsehitsauksen päävaiheet + arvotaulukko

Yksi yksityistalojen ja asuntojen rakentamisen vaiheista on vesien toimittamisesta tai jätevesien tyhjentämisestä vastaavien viestintäasennusten asentaminen. Polypropeeniputkien kokoaminen on paljon helpompaa kuin metallirakenteiden asentaminen. Liitoksissa käytetään kiinnikkeitä, jotka on hitsattu erikoislaitteilla - silitysraudalla.
Ehdotetussa artikkelissamme kuvaamme liitosten valmistustekniikkaa ja annetaan vakiolämpötila polypropeeniputkien juottamiseen. Puhumme kestävien ja tiukkojen liitosten valmistukseen tarvittavista valmistelutoimenpiteistä. Neuvomme perusteella voit koota putkilinjan ilman mitään ongelmia.
Artikkelin sisältö:
Juottaminen tapa yhdistää PPR-putket
Hitsausprosessissa kaikki on tärkeää: halkaisija, PP-tuotteiden juotoslämpötila, hitsauskoneen altistusaika. Mutta ensin sinun täytyy tutustua tekniikan perusteisiin ja oppia käyttämään työkaluja.
Juotosprosessin aloittaminen on mahdotonta määrittämättä materiaalin tyyppiä ja kokoa. Suosittelemme, että tutustu hyödyllisiin tietoihin, jotka auttavat sinua valitsemaan oikean. polypropeeniputket ja liitososat, ja myös asentaa ne tietäen prosessin vivahteet ja järjestyksen.
Mitä sinun on tiedettävä polypropeeniputkista?
Hitsaustekniikka (tai juottaminen - molemmat termit ovat yhtä käyttökelpoisia) tarjoavat polypropeenin - teknisen polymeerin ominaisuudet yleiskäyttöön. Se on sulava, mutta jäähdytyksen ja kovettumisen jälkeen palauttaa lujuuden ja tiiviyden ominaisuudet.
Putkien halkaisija, seinämän paksuus, väri ja ominaisuudet eroavat toisistaan. Halkaisija-alueesta johtuen –16–110 mm voidaan toteuttaa mikä tahansa tekninen ratkaisu.

Et voi kiinnittää huomiota polymeerin väriin, koska valmistaja on sen valinnut harkintansa mukaan, nauhojen värillä on kuitenkin merkitystä:
- sininen - kylmän veden toimittamiseen;
- punainen - Kuuman veden syöttöön ja lämmitykseen.
Perustiedot, joihin tulisi luottaa putkien ostamisessa ja juottamisessa, on kuitenkin merkitty merkinnöissä. Polypropeeniputkimateriaali on merkitty kirjainyhdistelmillä PPR, PP-H, PP-B, PPRC.

Luokittelu nimellispaineen perusteella, joka on suurin sallittu asennukseen tietyissä olosuhteissa, auttaa valitsemaan tuotteita koti- tai teollisuusjärjestelmiin.
Tämän perusteella voidaan erottaa 4 PPR-putkityyppiä:
- PN-10 (nimellisarvo 1,0 MPa) - suunniteltu kylmän veden kuljettamiseen. Joskus niitä käytetään lattialämmitykseen edellyttäen, että jäähdytysneste ei lämpene yli +45 ° C.
- PN-16 (nimellisarvo 1,6 MPa) - käytetään kuuma- / kylmävesijärjestelmien kokoamiseen. Suurin sallittu lämpötila on +60 ° C.
- PN-20 (nimellisarvo 2,0 MPa) - ne kestävät lämpötiloja +80-90 ° C saakka vesivasaralta suojatuissa putkistoissa.
- PN-25 (nimellisarvoltaan 2,5 MPa) - soveltuu paitsi autonomiseen myös keskitettyyn vesihuoltoon. Suositeltava maksimilämpötila on +95 ° C, mutta kestää vielä korkeammankin.
On parempi maksaa yli ja ostaa luotettavia putkia, joiden arvo on hieman parempi, kuin säästää ja ottaa materiaalia, jota rajoittavat lämpötilaparametrit.
Putkien valmistuksessa noudatetaan periaatetta: mitä korkeampi jäähdytysnesteen lämpötila ja paine järjestelmässä, sitä paksumpi seinä.

Tämä on vähimmäistieto, joka tarvitaan PPR-putkien oikean käytön kannalta. Jatkamme lyhyt kuvaus prosessista.
Juotosprosessin tekninen kuvaus
On olemassa kahta tyyppiä juotos polypropeeni - pusku ja hiha. Ensimmäistä ei käytännössä käytetä kodin viestintälaitteissa, koska se eroaa monimutkaisesta tekniikasta ja sitä käytetään yksinomaan suurhalkaisijaisten tavaratilan putkien liittämiseen.

Hitsauksen periaate on, että kaksi putkiosaa, läpimitaltaan ja seinämän paksuudeltaan suunnilleen yhtä suuri, lämmitetään erikoistyökalulla ja yhdistetään kellonmuotoisella menetelmällä.
Tärkein ominaisuus: Kytkimen tulee olla kylmässä tilassa halkaisijaltaan hieman pienempi.

Kuumennettaessa muodostuu polymeerifuusiovyöhyke. On tärkeää, että se kattaa vain vierekkäiset työntekijät.
Tässä on tärkeää, että osat poistetaan nopeasti työkalusta ja yhdistetään toisiinsa, minkä vuoksi tapahtuu kahden segmentin sulaminen yhdeksi, jota seuraa polymerointi. Kytkennän luotettavuus riippuu lämmitykseen käytetystä ajasta ja oikein valitusta lämpötilasta.
Normaalilämpötila
Sekä ylikuumeneminen että riittämätön kuumennus vaikuttavat haitallisesti hitsauksen tulokseen. Ensimmäisessä tapauksessa tapahtuu elementtien muodonmuutos, telan sisäänvirtaus, sisähalkaisijan pieneneminen. Myöhemmin epätasaisten liitosten alueilla on mahdollista muodostaa vaaka ja tulpat.
Toisessa tapauksessa yhteys on heikko, ja riittämättömän tiiveyden takia vuotojen riski pysyy.

Hitsaustekniikkaa on noudatettava putkilinjan läpimurron riskin vuoksi ja muuttujat, kuten:
- hitsattujen tuotteiden halkaisija;
- lämmitys- ja jäähdytysaika;
- laitteiden lämpötila;
- ympäristön lämpötila.
Uskotaan, että prosessi PP-putkien hitsaus on epäkäytännöllistä suorittaa lämpötilassa alle -10 ° C, yläraja on +90 ° C. Edullisin on ympäristön lämpötila 0 ° C: sta +25 ° C: seen. Muistamisen helpottamiseksi tarvittavat lämpötila- ja aika-arvot yhdistettiin yhteen taulukkoon.

Jos huoneen tai kadun ilman lämpötila on alle +5 ° C, lämmitysaika kasvaa noin 50%, ts. Kahdesti. Lämmityslämpötilan arvo on sama kaikkialla - +260 ° С. Voimassa oleva alue on + 255-280 ° C.
Mielenkiintoista on, että parametrin valinta ei riipu putken halkaisijasta - samoja arvoja käytetään sekä 16 mm: llä että 50 mm: llä. Vain ajanjaksot muuttuvat. Tästä syystä polypropeeniliittimien ja putkien hitsauslämpötilaa ei yleensä ilmoiteta tekniikkataulukoissa.
Yksityiskohtaiset asennusohjeet
Juotosprosessi on nopea. Tämä voidaan nähdä analysoimalla taulukkoon sijoitetut tiedot. Esimerkiksi kahden, halkaisijaltaan 20 mm: n elementin kytkemiseksi huoneenlämpötilassa kuumeneminen vie 5 sekuntia, liittäminen vielä 4 sekuntia, sitten jäähtyminen 180 sekuntia. Yhteensä - 3 minuuttia 9 sekuntia.
Tässä suhteessa on tärkeää harjoittaa kaikki liikkeet, jotta jo lämmitettyjen elementtien liittymisprosessissa ei olisi kiinnitystä. Harkitse kunkin vaiheen vivahteita polypropeeniputkien asennus erikseen.
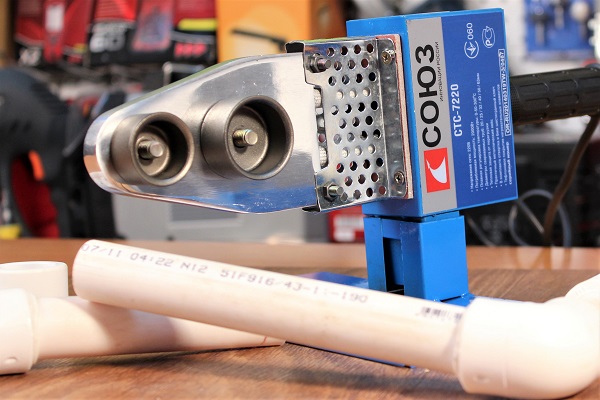
Vaihe 1 - erikoistyökalujen valmistelu
Kodin juottamiseen tarvitset laitteita, jotka on suunniteltu vain polypropeeniosien hitsaamiseen - putket, kulmat, kytkimet, tees, tulpat.
On järkevää hankkia uusi työkalu, jos vesijärjestelmä on tarkoitus koota tyhjästä jatkohuollon kanssa. Kertaluonteiseen työhön voi vuokrata laitteita. rauta PP-putkien hitsaamiseen tai kestää jonkin aikaa ystäviltä. Erityisten työkalujen lisäksi vaaditaan taso, merkki, viivain tai mittanauha.
Vaihe 2 - merkinnät ja putkien leikkaus
Putkien leikkaus suoritetaan aiemmin, ennen ensimmäistä juottamista. Suosittelemme valmistelemaan kaikki elementit ja pinoamaan ne ääriviivien mukaan. Lämmitysjärjestelmän tai vesihuollon asennus on osa hanketta.

Mittaamme halutun pituiset putkisegmentit, leikkaa ne varovasti putkileikkuri. Sitten valitaan halkaisijaltaan sopivat liitososat - useimmiten nämä ovat kytkimet, tees ja kyynärpäät.Jos elementit on vahvistettu, poista alumiinikerros.
Seurauksena on, että hitsattavien osien reunojen tulee olla täysin tasaisia, leikattu kohtisuoraan putkilinjan akseliin nähden, puhdistettava ja rasvattava.
Vaihe 3 - yhdistävät elementit ja lämmitys
Asennamme laitteen, valitsemme halutun halkaisijan kytkimet ja tuurnat. Yhdistämme sen verkkoon ja lämmitämme, koska tiedämme jo, missä optimaalisessa lämpötilassa polypropeeniputket tulisi juottaa - +260 ° С. Juuri rauhoitusjuomien käyttöohjeissa mainitaan hän.
Huomaa, että jotkut valmistajat tuottavat laitteita, joiden asteikko on enintään +320 ° C. Tämä ei tarkoita, että sinun on tuotettava lämmitys mahdollisimman paljon. Lue ohjeet huolellisesti - siinä on ilmoitettu olosuhteet, joissa korkeat lämmitysarvot ovat sallittuja.
Tee liitettävien osien päihin merkinnät, jotka osoittavat lämmityksen syvyyden. Tarkastamme jälleen kerran, että työpinnat ovat kuivat ja rasvanpoistuneet, koska kosteus tai liukas pinta voi aiheuttaa vuodon liitoksessa.

Alkaen osien asennuksesta aloitamme sekuntien laskemisen - taulukossa ilmoitettujen arvojen mukaan. Asetetun ajan kuluttua poistamme osat, työnnä putki nopeasti liittimeen - samaan merkkiin saakka. Yritämme järjestää osat koaksiaalisesti, asennon korjaamiseen annetaan vain muutama sekunti. Vääristymät ja elementtien kaapiminen eivät saa olla sallittuja!
Pidä solmu oikeassa asennossa, kunnes polymeroituminen tapahtuu. Yleensä se on 3 minuuttia tai enemmän - tarkistamme jäähdytysajan taulukon mukaan. Jäähdytetyt ja oikein keitetyt osat ovat erottamattomia, tiiviitä ja kestäviä.
Hitsaa puolestaan avainsolmut, sitten koota ja hitsaa ne jo paikalleen lämmityspiirin asennus, viemäri tai vesi.
Päätelmät ja hyödyllinen video aiheesta
Video # 1. PPR-putkien juotustekniikka:
Video # 2. Yleisten virheiden analyysi:
Internet-tilassa on valtava määrä työpajoja polypropeenista valmistettujen juotosputkien valmistamiseksi. Jotkut heistä ampuivat ammattitaidottomia amatöörejä, joten vinkit hitsaustekniikoista ja lämpötilan valinnasta voivat osoittautua vääriksi.
Hitsauskoneen ominaisuudet ovat valmistajan tiedossa parempia kuin toiset, joten lue ohjeet ennen juottamisen aloittamista - tämä suojaa sinua teknisiltä avioliittoilta ja epäammattimaisilta neuvoilta.
Kerro kokemuksestasi polypropeeniputken kokoamisessa ja juottamisessa. Jaa teknisiä yksityiskohtia, joista voi olla hyötyä sivuston kävijöille. Jätä kommentit alla olevaan lohkoon, kysy kysymyksiä, julkaise valokuvia artikkelin aiheesta.
 Kaasupoltin kupariputkien juottamiseen: pääpolttimet ja vinkit potentiaalisille ostajille
Kaasupoltin kupariputkien juottamiseen: pääpolttimet ja vinkit potentiaalisille ostajille  Polyeteeniputkien hitsauskone: mitä on parempi ostaa ja kuinka sitä käytetään oikein
Polyeteeniputkien hitsauskone: mitä on parempi ostaa ja kuinka sitä käytetään oikein  Kuinka polyeteeniputkien buttihitsaus suoritetaan: työn kuvaus
Kuinka polyeteeniputkien buttihitsaus suoritetaan: työn kuvaus  Sähköhitsaus aloittelijoille: hitsauksen vivahteet ja perusvirheiden analysointi
Sähköhitsaus aloittelijoille: hitsauksen vivahteet ja perusvirheiden analysointi  Kuinka valmistaa pysty- ja vaakasaumoja sähköhitsauksella: vaiheittaiset ohjeet
Kuinka valmistaa pysty- ja vaakasaumoja sähköhitsauksella: vaiheittaiset ohjeet  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset {kind=link}
{kind=link}
{kind=link}
{kind=link}