HDPE-putkien asennus DIY: hitsausohjeet + tällaisten putkien taivutus tai suoristus

Matalan paineen polyeteenillä on johtava asema putkilinjojen kokoonpanossa käytettyjen materiaalien suosion mukaan. Tämän kysynnän salaisuus selitetään helposti sovelluksen monipuolisuudella ja polyeteeniputkien asentamisen yksinkertaisuudella.
Mutta kuten minkä tahansa muunkin polymeerin kanssa, HDPE-putkien korkealaatuinen asennus omilla käsillään voidaan suorittaa vain, jos tekniikkaa noudatetaan tiukasti. Kerromme sinulle, mitkä vivahteet tulee ottaa huomioon sopivana elementtejä. Selitämme kuinka taivuttaa ja suoristaa ne oikein.
Artikkelin sisältö:
Tehokkaat menetelmät HDPE-putkien liittämiseksi
Teknisesti liitetyt HDPE-putket voivat olla kaksi päämenetelmää - yksiosaiset ja irrotettavat.
Ensimmäinen tarkoittaa harjoittelua hitsauskone, toinen toteutetaan käyttämättä sitä.

Hitsatut yksiosaiset liitokset mahdollistavat maksimaalisen tiivistyksen, mikä on erityisen tärkeää järjestettäessä moottoriteillä paineen alla. Irrotettavat liitokset on helppo asentaa, ja niiden avulla putkilinja voidaan purkaa milloin tahansa linjan uudelleenmäärittämiseksi tai sen lisäämiseksi uusilla mutkilla.
Yksiosaiset kytkentämenetelmät
HDPE-putkien liittämiseen käytetään kahta yksiosaista liitäntämenetelmää: takahitsauksella ja asentamalla sähköinen hitsauskytkin.
Joka tapauksessa näiden menetelmien toteuttamisessa yhdisteillä on seuraavat vaatimukset:
- Hitsattujen segmenttien enimmäissiirtokulman ei tulisi olla yli 10% suhteessa liitettyjen putkien seinämän paksuuteen.
- Yhteinen sauma tulisi tehdä vierekkäisten segmenttien pinnan ulkopinnan yläpuolelle.
- Hyvin tehdyn sauman telan korkeuden tulisi vaihdella välillä 2,5-5 mm.
Telan korkeuden optimaalinen arvo riippuu sulan tuotteen seinämänpaksuudesta. Ohutseinäisissä (enintään 5 mm) putkissa sen tulee olla enintään 2,5 mm. Jos putkien seinämän paksuus vaihtelee välillä 6 - 20 mm, telan korkeuden tulee olla enintään 5 mm.
Butt-hitsaus
Erottamattoman yhdisteen luominen suoritetaan pehmentämällä materiaali viskoosisen aineen tilaan niin, että sen osista tapahtuu diffuusi yhdistelmä. Sitä käytetään putkissa, joiden seinämän paksuus on yli 5 mm.

Hitsausta käyttävää kytkentämenetelmää käytetään vesisyötön suorissa osissa, joiden on tarkoitus toimia paineen alaisena. Vain sen avulla voit saada tiukan liitoksen halkaisijaltaan yli 200 mm, koska se ei aiheuta putken jäykkyyden menetystä, mikä johtaa muodonmuutoksiin.
HDPE-putkien kestävä hitsaus omilla käsillä tehdään erityisellä työkalulla. Menetelmän ydin on kuumentaa telakoitujen elementtien päät viskoosiin tilaan kuumennussuuttimen avulla. Pehmennetyt päät kytketään yksinkertaisesti toisiinsa paineen alaisena, minkä jälkeen liitososan annetaan yksinkertaisesti jäähtyä.

Hitsausta tehtäessä on tärkeää kestää lämmityselementtien lämpötilaolosuhteet.
Lämmityselementtien altistusajan ja lämpötilan parametrit määritetään ottamalla huomioon kolme tekijää:
- Putkilinjan seinämien paksuus.
- Taivutusten halkaisija.
- Juotoslaitteen tekniset parametrit.
Hitsausputket on luotettavin ja kestävin vaihtoehto. Sen avulla voit luoda kiinteän pidikkeen, joka kestää sekä paineettoman että paineen paineen vedenjakelujärjestelmät.

Hitsaus suoritetaan seuraavassa järjestyksessä:
- Viestintä leikataan ennalta määrättyyn kokoon. Trimmi päiden tason suuntaisuutta. Päät puhdistetaan hiekkapaperilla.
- Päät on viistetty leveydellä 2-3 mm. Hitsauspaikka puhdistetaan huolellisesti ja käsitellään rasvanpoistoyhdisteellä.
- Juotosrauta asetetaan kuumennusmerkille 260 °. Hitsaussuuttimet lämpenevät, kun ne hitsataan ja odota, kunnes niiden kuumennusaste saavuttaa ennalta määrätyn lämpötilan.
- Keskitysmekanismia käyttämällä liitin ja putken pää syvennetään suuttimen onteloon. Jos keskitysmekanismia ei ole juotosraudalla, suuntaus on tarkistettava "silmällä" tekemällä liitos mahdollisimman tarkka.
- Keskitetyt elementit vedetään takaisin osoitettuun tasoon, yhdistyvät paineen alaisina ja kestävät uudelleenohjauksen ohjeissa määritetyn ajan.
- Työn päätyttyä laite työnnetään sivulle ja irroitetaan verkosta. Hitsausalue ilman siirtymää ja pyörimistä kiinnitetään ennalta määrättyyn asentoon, kunnes pinta on täysin jäähtynyt.
Hitsauksessa on tärkeää olla alistamatta liikaa. Tämä voi aiheuttaa polyeteenin sisäänvirtauksen muodostumisen tuotteen sisähalkaisijaan.

Turvallisen istuvuuden saamiseksi asennussyvyyden tulisi olla noin 2 mm.Huolimatta määritellystä syvyydestä, tuloksena olevan hitsin ulkonäkö on tasainen ja samalla syvennyskorkeudella.
Seuraava valokuvavalikoima tutustuttaa sinut HDPE-putkien paksuhitsauksen vaiheisiin:
Sähköhitsauksella
Suoritettaessa tätä erottamatonta kytkentämenetelmää käytetään sähköhitsaushitsausta tai sähköhitsausliitosta.

Tämä menetelmä on tehokas, kun joudut työskentelemään ahtaissa tiloissa. Esimerkiksi, kun teet korjaustöitä kaivoissa tai kun sinun on tehtävä lisäyksiä aiemmin kytkettyihin putkiin.
Kotimaisissa säädöksissä ei ole yhtenäisiä pistorasiahitsauksen standardeja. Tätä tekniikkaa käytetään useammin Euroopan maissa, ja sitä säännellään DVS-220715-standardeilla.
HDPE-putkien yhdistämiseen käytettävä tekniikka sisältää useita perusvaiheita:
- Viestintäsivuston valmistelu. Poistoaukon ulkopinta puhdistetaan rasvasta ja pölystä. Tätä tarkoitusta varten käytetään saippua- ja alkoholiliuoksia, joita on laaja valikoima rakennusliikkeissä.
- Nivelten käsittely. Kiinnitystiheys riippuu suoraan siitä, kuinka sujuvasti leikkaus tehdään. Täysin sileän pinnan saamiseksi putken päätypinta hierotaan hienorakeisella hiekkapaperilla.
- Luo viisteet. Hanan liitos leikataan 45 °. Viiste antaa mahdollisuuden varmistaa elementtien tiukka istuvuus ja kiinnitys.
- Kytkinkokoonpano. Kytkin on kytketty virtalähteeseen. Kun se on lämmitetty ennalta määrättyyn lämpötilaan, holkin toinen puoli (tuuma) asetetaan putkeen ja toinen pää (holkki) yhdistetään toiseen putken poistoaukkoon.
Tärkein edellytys sähköhitsaushitsauksen suorittamiselle on varmistaa, että komponentit pysyvät paikoillaan kuumentamisen ja jähmettymisen aikana.Kun haavan syventäminen taipuu kuumennetun kytkimen onteloon, on tärkeää suorittaa työ nopeasti, mutta mahdollisimman huolellisesti, jotta polyeteeni ei ylikuumene.

Kun syvennetään segmenttejä kytkentäonteloon, valmistaudu siihen, että nestemäinen muovi nousee vähitellen sen alapuolelta. Työn päätyttyä jäljellä on vain kytkentä irrottaa ja asetettu kytketty putkisto kiinteälle pinnalle kiinnittääksesi haluttuun asentoon.
Kun sula on jähmettynyt risteyksessä, puristuspuristin, joka sopii tiukasti putkeen, on näkyvissä.
Mutta tämän menetelmän valinnassa on syytä ottaa huomioon, että muoviputket eivät eroa toisistaan korkean jäykkyyden suhteen. Ja siksi vahvalla sisäisellä paineella muodostettu sauma voi yksinkertaisesti poiketa. Kytkentäliitäntä ei ole paras ratkaisu lämmitysviestinnän järjestämiseen ja haarojen luomiseen pesualtaalle.
Erilaisten vahvuuksien ja heikkouksien arviointi HDPE-putkien hitsausmenetelmät Artikkeli on omistettu sisältöön, jota suosittelemme lukemaan.
Irrotettavat kytkentätavat
Jos tarkastellaan irrotettavien liitosten vaihtoehtoja, ne toteutetaan laippojen ja puristusliittimien avulla. Asennusta tarkasti noudattaen ne osoittautuvat yhtä luotettaviksi kuin ne, jotka luodaan hitsauskoneella.
Minkä tahansa tyyppinen ehtymätön liitos sisältää joustavan osan. Puristamalla puristustyökalulla se täyttää kaikki nivelen alueella olevat tyhjät alueet, poistaen siten vuodot.
HDPE: n kiinnikkeiden käyttö
Tämän menetelmän toteuttamiseksi käytetään puristusliittimiä, jotka ovat akseleita, joita on täydennetty ulkoisilla kierteillä molemmilla puolilla.
Ne kykenevät liittymään putkiin tarjoamalla tiiviin liitoksen, jolla on korkea tiivistyskyky. Kokoontaitettavaa yhteyttä ei tässä tapauksessa ole vaikea poistaa milloin tahansa moottoritien kokoonpanon muuttamiseksi tai kiireellisten korjausten tekemiseksi.

Vaiheiden järjestys sopivan yhteyden saamiseksi:
- Kiinnitä kummankin putken valmistettuihin päihin välirengas, joka on valmistettu polyuretaanista tai kumista. Renkaan ulkohalkaisijan tulee olla yhtä suuri kuin liitettyjen putkien sisäkoko.
- Päät on varustettu kiristysmutterilla ja kahdella puristusaluksella. Ensimmäinen aluslevy on suunniteltu puristamaan välirengas, toinen on suunniteltu kiristämään mutteria putken päähän nähden.
- Liitos on liitetty periaatteella "putkiasennusputki". Luotettavuuden lisäämiseksi se puristetaan vasenta pidikettä molemmin puolin kiristysmutterilla.
Asennettujen osien kokoamiseksi käytetään erityistä avainta. Kiristysmutterit on ruuvattu kiinni liitososiin.

Tämän kytkentämenetelmän tärkein etu on, että se on kätevä suorittaa jopa ympäristön lämpötilan huomattavan laskiessa. Vaikka hitsattujen liitosten raja on vähintään + 5 ° С.
Laaja valikoima kytkentäelementtejä, joilla on erilaiset halkaisijat, mahdollistaa johdotusten keräämisen tekemällä tarvittavat haarat putkilinjaan.
Asentamalla laippa
Laipatyyppinen kytkentä valitaan, jos putken PND on tarpeen kytkeä teräsputkiin. Laipojen avulla on kätevä kytkeä venttiilit, säätimet ja hilaventtiilit moottoriteille.

Polyeteeniputkiin asennettaessa käytetään laippoja, jotka ovat GOST 12882.80 -standardin mukaisia. Niiden sisähalkaisija on laajennettu.
Laippa asennetaan seuraavassa järjestyksessä:
- Viestintälangan toisessa päässä suoritetaan.
- Elementti ruuvataan kierteeseen.
- Yhdistetyn putken poistoaukko asetetaan elementtiin.
- Liitos lämmitetään kytkimellä tai hiustenkuivaajalla.
Ennen laipan asettamista on tarkistettava, ettei siinä ole teräviä ulkonemia ja putkia, jotka voivat vaurioittaa polyeteeniputken päätä.
Kuinka taivuttaa tai suoristaa tuotetta?
Polyeteeniputkia on saatavana myytäväksi suoraina 12-metrisinä osina tai kiinteiden tuotteiden muodossa, jotka on kääritty suurten lahtien ympärille. Kierrettyinä tuotteet ovat renkaiden muodossa ja muodonmuutos. Ennen kuin suoristat tai taivutat muodonmuutos HDPE-putkea, se on lämmitettävä.

Matalapaineinen polyeteeni on kuuluisa hyvästä joustavuudestaan. Mutta se menettää tämän ominaisuuden yli + 80 ° C: n lämmityslämpötilassa. Tätä hetkeä käytetään tarvittaessa tuotteen kokoonpanon muuttamiseen.
Mutta on syytä muistaa, että laajentuessaan tai taivuttamalla lämpötilaa voidaan nostaa vain lyhyeksi ajaksi. Loppujen lopuksi polyeteeniputki kuuluu rakennusmateriaalien luokkaan, joka voi vaurioitua, jos lämpötilaa rikotaan.
Yleiskatsaus putken jatkamismenetelmistä
Suorista putki suorittamalla putkien varastoinnin ja kuljetuksen aikana syntyneet rypyt. Helpoin tapa on tuotteen kevyen kuumentamisen jälkeen. Jos putkilinja korvataan tai korjataan kesällä, kun auringonsäteet ovat mahdollisimman kuumia, voit käyttää niitä tehtävän suorittamiseen.

UV-säteily ei heikennä polyeteenin toimintaparametreja, mutta samalla ne voivat pehmentää tuotteen seinämiä hetkeksi. Sinun on vain kiinnitettävä pehmennetty putki jäykkää tukea tai seinää pitkin tai asetettava se ennalta kaivettuun kaivoon. Ennen kuin suoristat kaarevan HDPE-putken maahan, sinun on vapautettava alue.
Jos joudut tekemään töitä talvella, käytä kuumaa vettä tuotteen lämmittämiseen. Mutta tämä menetelmä on tehokas putkille, joiden koko on enintään 50 mm. Suoristamisen apuna voit käyttää metallisia kaiteita ja tiilet. Joka tapauksessa: mitä lyhyempi tuote, sitä helpommin se toimii sen kanssa.
Tehokkaat menetelmät työkappaleen taivuttamiseksi
Jos HDPE-putken taivuttamisen yhteydessä syntyy päinvastainen tilanne, käytetään kaikkea samaa lämpökäsittelyä.
Lämmittämiseen käytetään seuraavia menetelmiä:
- puhaltaa kuuma rakennuksen ilmanpuhallin;
- lämmitä tuotteen seinät kaasupolttimella;
- ympäröi pinta kiehuvalla vedellä.
Taivutusmenettelyn yksinkertaistamiseksi on parempi rakentaa muovauskehys. Runko, jonka koko vastaa taivutetun putken halkaisijaa, voidaan valmistaa tavallisista kuitulevylevyistä. Jotta kehyksen pinta on sileä, hio se hiomapaperilla.
PND-putken taivuttamiseksi hiustenkuivaajalla työ suoritetaan seuraavassa järjestyksessä:
- Käsitelty paikka lämmitetään rakennushiusella.
- Pehmennetty aihio on haudattu muovauskehykseen.
- Taivuta putkea varovasti ilman, että kohdistuu liiallista voimaa, jotta tuote ei rikkoudu taivutuksessa.
Kun olet luonut vaaditun taivutuskulman, on tarpeen jättää tuote jäähdytyksen loppuun ja poistaa se sitten vain kehyksestä.

Tärkeä asia: putken lämmittäessä sinun on noudatettava ”kultaista keskiarvoa”. Jos pintaa ei kuumenneta riittävästi taivutuksen yhteydessä, putki voi rikkoutua. Jos lämmityselementti tuodaan kuumennuksen aikana liian lähelle tuotetta, polymeeri voi syttyä.
Päätelmät ja hyödyllinen video aiheesta
Tutustu HDPE-putkien hitsauksen ja käsittelyn vivahteisiin seuraavissa videoissa.
Video # 1. Kuinka hitsaus tehdään:
Video # 2. Esimerkki sähköfuusiohitsauksen luomisesta:
Video # 3. Putken suoristusvaihtoehto:
Valittaessa menetelmää polyeteeniputkien kytkemiseksi ja kohdistamiseksi on työväliaineen paineen taso otettava huomioon. Tämä minimoi putkilinjan käsittelyn kielteiset vaikutukset sen teknisiin ominaisuuksiin.
Tiedätkö polyeteeniputkien liittämisen teknisiä vivahteita, joita ei kuvata artikkelissa? Jos henkilökohtainen kokemus HDPE-putkistojen rakentamisesta, mitä haluat jakaa sivuston kävijöille ja kanssamme? Kirjoita kommentit alla olevaan lohkoon, lähetä valokuva, kysy kysymyksiä artikkelin aiheesta.
 Polypropeeniputkien DIY-asennus: tekniikka PP-putkistojen käsittelyyn
Polypropeeniputkien DIY-asennus: tekniikka PP-putkistojen käsittelyyn  Kuinka tehdä tuoli polypropeeniputkista omilla käsilläsi: vaiheittaiset valmistusohjeet
Kuinka tehdä tuoli polypropeeniputkista omilla käsilläsi: vaiheittaiset valmistusohjeet  Kuinka taivuttaa profiiliputkea omilla käsilläsi ilman erikoistyökaluja
Kuinka taivuttaa profiiliputkea omilla käsilläsi ilman erikoistyökaluja  DIY-kupariputkien asennus: kupariputkien asennustekniikka
DIY-kupariputkien asennus: kupariputkien asennustekniikka  Muoviputkien asentaminen itse: tee kytkentätekniikka ja kytkentäesimerkit
Muoviputkien asentaminen itse: tee kytkentätekniikka ja kytkentäesimerkit  DIY-käsityöt propeeniputkista: tee itse-kotitekoisia vaihtoehtoja
DIY-käsityöt propeeniputkista: tee itse-kotitekoisia vaihtoehtoja  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset 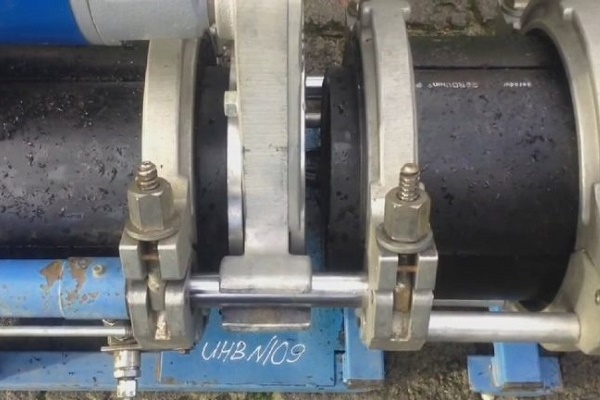{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}