Kupariputkien juottaminen: vaiheittainen työn analyysi ja käytännön esimerkit

Kodin käsityöläiset yrittävät suorittaa rakennus- ja korjaustyöt omin päin, mikä antaa paitsi säästää perheen budjettia, myös olla täysin varma laatutuloksesta. Siksi heidän on hallittava uudet menetelmät ja tekniikat - kuten kupariputkien juottaminen.
Me kerromme sinulle kuinka koota ja yhdistää viestinnät kupariputkista. Täältä saat selville, mitä tarvikkeita ja työkaluja esiintyjä tarvitsee. Hyödylliset taidot jopa arkielämässä mahdollistavat putkistojen itsenäisen kokoamisen, joilla on erinomaiset käyttöominaisuudet.
Artikkelin sisältö:
Kuparin juottaminen: miksi sinun pitäisi oppia se
Kupariputkistoja käytetään harvoin käytännössä. Syynä tähän on suhteellisen korkea materiaalikustannus. Kupariputkistoja pidetään kuitenkin perustellusti parhaina.
Tämä metalli ylittää kaikki muut materiaalit lämmönkestävyyden, joustavuuden ja kestävyyden suhteen. Lämmitys kupariputket kokoonpanon jälkeen se voidaan kaataa betoniin, piilottaa seiniin jne. Käytön aikana heille ei tapahdu mitään.

Tämä tulisi ottaa huomioon valittaessa materiaalia lämmityksen tai vedenjakelun järjestämistä varten. Pitkäaikaiseen toimintaan verrattuna korkeammat kustannukset korvataan kokonaan. Kuparin erinomaisen suorituskyvyn lisäksi se on melko helppo asentaa. "Pelottavat tarinat" juotosvaikeuksista ovat usein liioiteltuja.
Kupari on riittävän yksinkertainen juottaakseen. Sen pinta ei vaadi aggressiivisten puhdistusaineiden käyttöä.Monilla matalassa lämpötilassa sulavilla metalleilla on korkea tartunta siihen, mikä yksinkertaistaa juotteen valintaa.
Kalliita kuparivuoita ei tarvita, koska metallin sulamisen aikana ei tapahtu happea reaktiota hapen kanssa. Juotosprosessissa putki ei muodonmuutos, sen muoto ja mitat pysyvät muuttumattomina. Tuloksena oleva sauma voidaan tarvittaessa irrottaa.
Kupariosien juottamistavat
Juottamista pidetään parhaana menetelmänä kupariosien liittämisessä. Sulan juote täyttää käytön aikana pienen raon elementtien välillä muodostaen luotettavan liitoksen.
Kaksi menetelmää tällaisten yhdisteiden valmistamiseksi ovat yleisimpiä. Tämä on korkean lämpötilan ja matalan lämpötilan kapillaarijuotos. Katsotaan miten ne eroavat toisistaan.
Korkean lämpötilan ominaisuudet
Tässä tapauksessa elementtien yhdistäminen kuparista tapahtuu yli +450 asteen lämpötilassa. Juote on valitut yhdisteet, joiden perustana ovat melko tulenkestävät metallit: hopea tai kupari.
Ne antavat vahvan sauman, kestävät mekaanisia vaurioita ja korkeita lämpötiloja. Sellaista yhdistettä kutsutaan kiinteäksi.

Niin kutsutun kiinteän juottamisen piirre on metallin hehkutus, mikä johtaa sen pehmenemiseen. Siksi kuparin lujuusominaisuuksien häviöiden minimoimiseksi on tarpeen valmistettu liitos jäähdyttää vain luonnollisesti käyttämättä keinotekoista puhallusta tai laskemalla osaa kylmään veteen.
Kiinteää liitosta käytetään putkissa, joiden halkaisija on 12-159 mm. Korkean lämpötilan juottamista käytetään kaasuputkien yhdistämiseen.
Putkistoissa sitä käytetään vesiputkien kokoamisprosessissa osien, joiden halkaisija on yli 28 mm, monoliittiseen yhdistämiseen. Lisäksi tällaista liitosta käytetään tapauksissa, joissa putkissa kiertävän nesteen lämpötila voi olla yli +120 astetta.
Korkean lämpötilan juottamista käytetään myös lämmitysjärjestelmien kokoonpanoon. Sen etuna pidetään mahdollisuutta järjestää poistoaukko aiemmin asennetusta järjestelmästä ilman sen alustavaa purkamista.
Matala lämpötilan juottaminen yksityiskohtaisesti
Pehmeällä tai matalan lämpötilan juotos tarkoittaa kupariosien liittämistä, jonka aikana käytetään lämpötilaa alle + 450 ° C. Tässä tapauksessa juoteeksi valitaan pehmeät sulavat metallit, esimerkiksi tina tai lyijy.
Tällaisella juottamalla muodostetun sauman leveys voi vaihdella 7 - 50 mm. Saatua yhdistettä kutsutaan pehmeäksi. Se on vähemmän kestävä kuin kiinteä, mutta sillä on useita merkittäviä etuja.

Tärkein ero on, että juotosprosessin aikana metallia ei hehkuta. Sen mukaisesti sen lujuus pysyy samana.
Lisäksi lämpötila matalan lämpötilan juottamisen aikana ei ole niin korkea kuin korkean lämpötilan juottamisen aikana. Siksi sitä pidetään turvallisempana. Niin kutsuttuja pehmeitä liitoksia käytetään putkien kokoamiseen, joiden halkaisija on pieni: 6 - 108 mm.
Putkistojen matalan lämpötilan liitännöissä kupariputket Niitä käytetään vesijohtojen ja lämmitysverkkojen asentamiseen, mutta edellyttäen, että niissä kiertävän nesteen lämpötila on alle +130 astetta. Kaasuputkissa tällaisen liitännän käyttö on ehdottomasti kielletty.
Mitä prosessissa tarvitaan?
Laadukkaiden liitosten tekemiseen tarvitset erikoismateriaaleja ja työkaluja. Ensinnäkin, vuota tarvitaan osien aiemmin puhdistetun pinnan käsittelemiseen. Se poistaa oksidit pohjasta, parantaa sulan juotteen levitettävyyttä ja vähentää pintajännitystä.
Lisäksi tarvitset myös juote kuparin kanssa työskentelemiseen. Korkean lämpötilan hitsaukseen valitaan materiaali, joka ei sisällä lyijyä. Pakkauksissa on oltava merkinnät ”lyijytön” tai ”lyijytön”.
Matalan lämpötilan juottamiseen valitaan matalalla sulava juote, jossa voi olla tinaa, kuparia, vismuttia, hopeaa. Juotetta matalassa lämpötilassa on saatavana 3 mm: n langan muodossa.

Työtä varten tarvitset työkaluja. ensisijaisesti putkileikkuri. Sen avulla on mahdollista leikata halutun kokoiset yksityiskohdat. On tärkeää valita korkealaatuinen työkalu, jotta pehmeä materiaali, kupari, ei juuttuisi.
Porausten poistaminen vie myös viisteen. Muutoin on mahdotonta lisätä osaa toiseen. Putkien sisäpinnan puhdistamiseen käytetään myös harjaa tai harjaa.

Kuparielementtien lämmittäminen eri työkaluilla. Valitse useimmiten matalan lämpötilan juottamiseen kaasunpolttajajolla on kapea liekki.
Kaasulaitteisto toimii tässä tapauksessa sylinteristä, jossa on propaanin ja butaanin seosta tai puhdasta butaania. Yksi tällainen tankkaus riittää 3-4 sataan liitokselle.
Laite toimii tehokkaasti, kun poltin lämmittää, putki lämpenee muutamassa sekunnissa. Korkeassa lämpötilassa juottaminen suoritetaan käyttämällä propaani-happi- tai asetyleeni-ilma-kaasuseoksia.
Lisäksi juottaminen voidaan suorittaa käyttämällä erityistä sähköistä juotosrautaa, joka on suunniteltu toimimaan kuparista valmistettujen osien kanssa. Laite kykenee toimimaan sekä kovien että pehmeiden juotosten kanssa. Juotosrauta on kytketty verkkoon ja sitä käytetään missä on mahdotonta työskennellä avotulella. Laite on varustettu kiristyspihdillä ja irrotettavilla elektrodeilla.
Näiden työkalujen lisäksi putkilinjan asennuksessa tarvitset merkinnän tai lyijykynän, mittanauhan, vasaran ja rakennustason.
Kovajuotosteknologia
Kun olet valmistellut työkalut ja materiaalit, voit aloittaa juotosprosessin. Suoritamme kaikki toiminnot seuraavassa järjestyksessä:
Leikkaa tarvittavan pituinen osa
Kupariputkien leikkaamiseen voidaan käyttää erilaisia työkaluja. Yleisimmin käytetty manuaalinen putkenleikkuri. Jotta leikkaus olisi tasainen, pidämme putkea vain kohtisuorassa työkalua vasten.
Kiinnitämme osan telan ja terän väliin ja pyöritämme putkenleikkuria sen ympärillä. Kunkin kierroksen jälkeen älä unohda kiristää säätöpulttia noin kolmanneksella kierrosta. Kun käytetään putkenleikkuria, leikkaus on tasainen, pisteytykset näkyvät vain putken sisällä.

Mutta samalla tuotteen halkaisija pienenee hieman, mikä ei ole toivottavaa. Voit välttää osan muodonmuutoksia, jos leikkaat sen teräsavalla. Mutta tässä tapauksessa on paljon burrsia, jotka on hävitettävä, ja sinun on käytettävä mallia vähentääksesi leikkauksen leikkausta.
Putken leikkauksen murskaaminen tai ovalisointi johtaa epämiellyttäviin seurauksiin, koska ne muuttavat väistämättä asennusraon kokoa. Sen arvon tulisi olla välillä 0,02-0,4 mm. Jos rako on pienempi, juote ei pääse siihen. Raon kasvaessa kapillaarivaikutus ei voi ilmestyä.
Leikkauksen seurauksena osassa tulisi olla tiukasti lieriömäinen pää, jolla on minimileikkaus. Poista murskaimet osasta, puhdista sen sisäpinta harjalla ja rasvaa se. Samoin leikkaamme putken toisen fragmentin. Otamme putken laajennuslaitteen ja lisäämme vasaran avulla toisen putken halkaisijaa.

Tarkastamme, kuinka osat sopivat toisiinsa, tarkistamme tuloksena olevan asennusraon mitat. Sen on oltava tarkalleen normin mukainen. Puhdistamme ja rasvatamme toisen osan. Toimenpide suoritetaan putken koko poikkileikkauksella. Muista, että liitoksen pituuden tulisi olla yhtä suuri kuin osan halkaisija.
Levitä juoksua putken pintaan
Teknologian sääntöjen mukaan kupariputkien juottaminen, levitä flux-kerros osiin. Otamme koostumuksen ja levitämme sitä harjalla varovasti putken ulkopinnalle, joka on liitoksen sisällä.
Suoritamme toimenpiteen erittäin huolellisesti.Yritämme kerätä minimimäärän liuosta ja jakaa sen kokonaan osaan. Liiallisen vuon ei tulisi jäädä pintaan.
Yhdistämme osat ennen juottamista
Kun flux on kohdistettu osiin, ne on kytkettävä toisiinsa. Tämä on tehtävä riittävän nopeasti, jotta epäpuhtauksien hiukkaset eivät pääse kostealle pinnalle. Jos työskentelemme sopivan tai soittokellan kanssa, yhdistämme elementit täydellisesti.
Voit tehdä tämän kiertämällä niitä kokonaan. Pyörimisprosessissa osat eivät vain "napsahdu" paikoilleen, vaan vuonjako jakautuu mahdollisimman tasaisesti asennusraon poikki.

Virtauksen jättäminen osiin on kielletty, koska se on aggressiivinen kemiallinen koostumus.
Kraanin juottaminen puristusrenkaaseen perustuvalla liittimellä suoritetaan seuraavassa järjestyksessä:
Yhdisteiden muodostuminen matalassa lämpötilassa juottamalla
Pehmeää liitosta tehtäessä sulava juote ja alhaisen lämpötilan vuoto ovat pakollisia. Lämmitykseen voit ottaa tavallisen tai pienen kaasupolttimen, johon ladataan propaanin ja ilman tai propaanin ja butaanin ja ilman seosta. Voit ottaa erityisen sähköjuotosraudan.
Otamme polttimen, käynnistämme sen ja ohjaamme liekin putkiliitokselle. Liekin ja osan välistä kosketuspistettä on siirrettävä jatkuvasti. Tämä on välttämätöntä, jotta elementit kuumennetaan tasaisesti. Otamme juotosta ja kosketamme sitä ajoittain kiinnitysvälillä. Riittävällä kuumennuksella juote alkaa sulaa.

Heti kun tämä tapahtuu, otamme polttimen sivuun, jotta juote voi täyttää kapillaariraon kokonaan. Jos juote ei ole vielä alkanut sulaa, jatka lämmitystä. Matalassa lämpötilassa juottamisen piirre on, että juotetta ei kuumenneta erityisesti. Sen tulisi sulautua yhdisteen lämmitettyjen elementtien kuumuudesta.
Kun juote on täyttänyt kapillaariraon kokonaan, sen on annettava jäähtyä, mieluiten luonnollisissa olosuhteissa. On muistettava, että syntyvällä pehmeällä liitoksella on alhainen lujuus, joten on kiellettyä koskea siihen kuumana.
Toinen tärkeä asia. Juotosprosessissa on erittäin tärkeää olla kuparin ylikuumeneminen. Muutoin metalliin saostunut vuoto romahtaa eikä vastaavasti pysty liuottamaan ja poistamaan oksideja, mikä vaikuttaa jyrkästi negatiivisesti yhdisteen laatuun.
Siksi on suositeltavaa käyttää fluxia juotosjauheen kanssa. Kun osan lämpötila on riittävä juotteen lämmittämiseen, jauhe sulaa ja on nähtävissä, kuinka sulan pisarat loistavat vuon sisällä.
Jos liekin käyttöä jostain syystä ei voida hyväksyä, käytetään sähköllä toimivia juotoslaitteita. Tällaiset laitteet ovat sarja virtalähdettä, sähköpihdit ja juotosrauta.
Menetelmä yhdisteen lämmittämiseksi ja myöhemmäksi muodostamiseksi juotosraudan kanssa ei eroa edellä kuvatusta. Ainoa varoitus: Osien lämmittäminen kokonaan voi viedä vähemmän aikaa kuin polttimella kuumennettaessa.
Sauman muodostuminen korkean lämpötilan juottamisessa
Tällaisen juottamisen yhteydessä osien lämmittämiseen käytetään myös kaasupoltinta. Sitä täytetään propaanin ja hapen tai asetyleenin ja ilman seoksella. On mahdollista käyttää asetyleeni-hapen seosta.
Mestarit suosittelevat osien lämmittämistä tasaisesti ja nopeasti. Toisin sanoen lämpenemisprosessin tulisi olla lyhyt. Laitteen polttavan kaasun tulisi tuottaa kirkkaan sinistä liekkiä, jonka intensiteetti on heikko.

Siirrämme poltinta sujuvasti tulevaa liitosta pitkin niin, että lämmitys on mahdollisimman tasaista. Kun kupari lämpenee noin 750 ° C: seen, se saa tumman kirsikanvärin. Tarjoa tässä vaiheessa juote.
Jotta se lämmenisi paremmin, voit lämmittää sitä vähän polttimella. Mutta on muistettava, että juotteen tulisi sulaa liitoksen kuumennetuista osista eikä polttimesta. Ihannetapauksessa on välttämätöntä muodostaa yhteys minimaalisella lämmityksellä, jolloin juote sulaa heti ja täyttää asennusraon ensimmäisen kerran.
Ehkä tämä ei toimi heti, mutta kokemuksen kertyessä tulos paranee. Kun rako on täynnä juotosta, anna liitoksen jäähtyä. Siirtämistä ei tällä hetkellä suositella. Pyyhi jäähdytetty sauma varovasti, jotta pääset eroon vuon jäämistä.
Yksityiskohtainen analyysi kupariputkien juottamista varten kaasupolttimella annettu artikkelissa, jonka sisältöä suosittelemme lukemaan.
Kupariputkien turvallisuus
Aloittelijat ovat kiinnostuneita kupariputkien juottamisesta oikein, mutta unohtavat samalla turvallisuuden. Tätä ei voida tehdä. Sinun on ymmärrettävä, että kuparille on ominaista korkea lämmönjohtavuus, joten et voi pitää osia käsissäsi ilman suojausta.
Huolimaton ja huolimaton kupariputkikokoonpano voi johtaa lämpöpolttamiseen. Pienet, enintään 0,3 m pitkät esineet otetaan vain suojakäsineillä tai pidetään pihdillä.
Varovaisuutta tarvitaan myös fluxin kanssa työskennellessä. Tämä on erittäin aggressiivinen koostumus. Jos juottamisen aikana se joutuu iholle, lopeta työ välittömästi ja pese iho iholta runsaalla saippuavedellä. Muutoin paitsi terminen, myös kemiallinen palovamma voi ilmetä iholle.

Myös työvaatteet on valittava oikein. Synteettiset kankaat eivät ehdottomasti sovellu. Keinokuitu on erittäin herkkä korkeille lämpötiloille. Se sulaa ja syttyy helposti, joten työhön on parasta valita tiheät luonnonpuuvillaiset vaatteet.
Toinen tärkeä asia. Kun osia lämmitetään, vuoto alkaa palaa. Hänen parinsa ovat vaarallisia ihmisille. Tästä syystä huone, jossa kupariputket juotetaan, tulisi olla hyvin ilmastoitu.
Kokeneet käsityöläiset neuvovat juottamisen aloittaneita ensimmäistä kertaa harjoittamaan putkien trimmausta. Käytäntö osoittaa, että kolmen tai neljän itsenäisesti tehdyn liitoksen jälkeen on jo mahdollista ryhtyä putkilinjan asennukseen. Tässä tapauksessa on suositeltavaa koota järjestelmä lattialle ja jatkaa sitten juottamista.
Valmis putkilinja on huuhdeltava hyvin puhtaalla kuumalla vedellä juotosten ja vuotojen poistamiseksi osien sisäpuolelta.
Tärkeimmät virheet juotettaessa
Kupariputkien juottaminen on melko yksinkertaista, mutta vaatii jonkin verran kokemusta. Aloittelijat tekevät usein virheitä työssä.
Harkitse tärkeimpiä:
- Vikojen esiintyminen kytkettyjen osien pinnalla.Tällaisia puutteita voi esiintyä putken leikkaamisessa. Jos juottaminen suoritetaan vian yli, sauma on hauras.
- Saastuminen elementtien risteyksessä. Osat on rasvattava rasvan leikkaamisen ja puhdistamisen jälkeen.
- Asennusraon leveys on riittämätön. Säännösten mukaan osissa, joiden poikkileikkaus on 6 - 108 mm, raon mittojen tulisi olla 7 - 50 mm.
- Osien riittämätön lämmitys. Tässä tapauksessa juote ei pysty sulautumaan kunnolla pohjaan. Tällainen sauma romahtaa helposti myös kevyessä kuormituksessa.
- Vuo ei kata putken koko pintaa. Oksidit jäävät osan pintaan, mikä vaikuttaa negatiivisesti sauman laatuun.
- Liitäntäosan ylikuumeneminen. Se johtaa vuon palamiseen ja oksidin ja mittakaavan muodostumiseen. Seurauksena yhteyden laatu heikkenee jyrkästi.
- Tarkista, onko kylmä yhteys. Ennen kuin sauman laatu tarkistetaan, sinun on varmistettava, että putki on jäähtynyt. Muuten nivel vääristyy väistämättä ja menettää voimaa.
- Suojaussääntöjen sivuuttaminen. Juottaminen tapahtuu korkeissa lämpötiloissa ja käyttämällä aggressiivisia kemikaaleja. Suojavaatetus, naamio ja käsineet vaaditaan.
Ehkä aloittelijan mestarin on vaikea määrittää itsenäisesti osien lämmitysaste, sen jälkeen kannattaa kutsua ammattilainen ja tehdä ensimmäiset yhteydet hänen ohjauksessaan.
Hän esittelee menetelmiä lämmityspiirien rakentamiseksi kupariputkista seuraava artikkelijonka suosittelemme tutustumaan.
Päätelmät ja hyödyllinen video aiheesta
Löydät vielä mielenkiintoisempia tietoja kupariputkien juottamisesta seuraavista videoista.
Video # 1. Kuparin korkean lämpötilan juottamisen ominaisuudet:
Video # 2. Kupariliittimien juottaminen:
Video # 3. Mitä ovat juotosvuot:
Kupariputkien juottaminen itse on hyödyllinen taito, joka on varmasti hyödyllinen kotimestarille. Kuparista valmistetut putkistot ovat erittäin pitkiä ja ongelmattomia. Koska tällaisten osien melko korkeat kustannukset, itsekokoonpano voi säästää huomattavasti ja saada korkealaatuisen putkiston erittäin kohtuulliseen hintaan.
Onko sinulla henkilökohtaista kokemusta kupariputkien liittämisestä juottamalla? Ehkä sinulla on tietoa työn vivahteista? Kirjoita kommentit alla olevaan lohkoon, kysy kysymyksiä, jaa mielipiteesi ja valokuvasi artikkelin aiheesta.
 Polypropeeniputkien juottaminen: työsäännöt ja mahdollisten virheiden analysointi
Polypropeeniputkien juottaminen: työsäännöt ja mahdollisten virheiden analysointi  Kupariputkien juottaminen kaasupolttimella: hyödyllisiä vinkkejä ja vaiheita itsejuottamiseen
Kupariputkien juottaminen kaasupolttimella: hyödyllisiä vinkkejä ja vaiheita itsejuottamiseen  DIY-kupariputkien asennus: kupariputkien asennustekniikka
DIY-kupariputkien asennus: kupariputkien asennustekniikka  Kupariputkien kytkeminen: ohjeet ja vertailu eri asennustekniikoihin
Kupariputkien kytkeminen: ohjeet ja vertailu eri asennustekniikoihin  Kuinka törmää muoviputkeen: työn ominaisuudet ja kaikkien tärkeiden vivahteiden analyysi
Kuinka törmää muoviputkeen: työn ominaisuudet ja kaikkien tärkeiden vivahteiden analyysi  PVC-ripustin: suositut vaihtoehdot + vaiheittaiset ohjeet
PVC-ripustin: suositut vaihtoehdot + vaiheittaiset ohjeet  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset 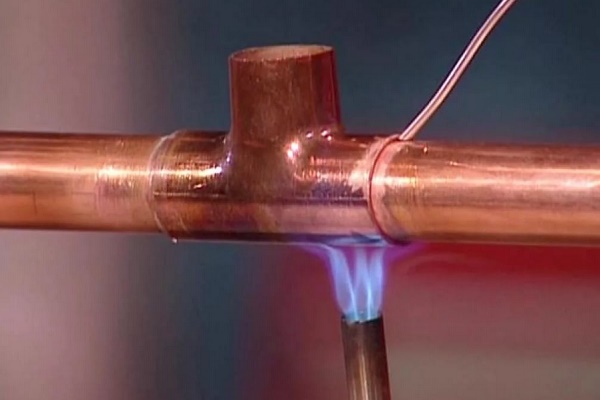{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Minun on harvoin käsiteltävä kupariputkia, todella harvat käyttävät niitä, mieluummin halvempaa ja utilitaarimpaa muovia. Mutta näin sellaisia putkia taloissa, jotka väittävät olevansa eliittisiä. Ne sopivat täydellisesti sisätiloihin. Ja minulla oli myös mahdollisuus juottaa niitä. Voin sanoa henkilökohtaisesta kokemuksesta, että tämän työn suorittaminen on sekä vaivatonta että siinä on vivahteita.
Kupari on herkkä metalli, sinänsä se ei aiheuta sinulle ongelmia. Mutta jos teet itse virheitä, niin jonkin ajan kuluttua juottamisen paikka virtaa. Kaikille, jotka yhtäkkiä kohtaavat tarpeen juottaa kupariputki, ensinnäkin sanon - älä ole laiska ja älä varaa aikaa valmistelutöihin! Hyvä alku on puoli taistelua.
Rasvanpoisto huonosti - se valuu. Huonosti riisuminen on sama. Toinen: kohtalainen, mutta riittävä juoksevuus. Valitettavasti se virtaa. Ylitä se - saat ruma paikka tarttumisia.Kolmas: pätevät lämpötilaolosuhteet. Sekä ylikuumeneminen että alilämmitys ovat yhtä huonoja. Yleensä, jos aiot juottaa ensimmäistä kertaa, on parasta löytää pala kupariputkea jostakin kohdasta ja harjoitella, kuten luonnoksessa. Samalla tunnista mahdolliset virheet.