HDPE csövek DIY beszerelése: hegesztési utasítások + ilyen csövek hajlítása vagy kiegyenesítése

Az alacsony nyomású polietilén a csővezetékek összeszereléséhez használt anyagok népszerűsége szempontjából vezető helyet foglal el. Ennek az igénynek a titka könnyen magyarázható az alkalmazás sokoldalúságával és a polietilén csövek beszerelésének egyszerűségével.
Ugyanúgy, mint bármely más polimerhez, a HDPE csövek kiváló minőségű telepítése a saját kezével csak a technológia szigorú betartása mellett lehetséges. Megmondjuk, milyen árnyalatokat kell figyelembe venni az elemek összehangolásakor. Megmagyarázzuk, hogyan kell őket megfelelően meghajolni és kiegyenesíteni.
A cikk tartalma:
Hatékony módszerek a HDPE csövek csatlakoztatására
A HDPE csövek technológiailag csatlakoztatható két fő módszere lehet - egy darabból álló és leszerelhető.
Az első magában foglalja a részvételt hegesztőgép, a második végrehajtása nélkül történik.

Hegesztett egyrészes illesztések lehetővé teszik a maximális tömítést, ami különösen fontos az elrendezésnél autópályák nyomás alatt. A leszerelhető kötés könnyen telepíthető, és lehetővé teszi a csővezeték bármikor szétszerelését a vezeték konfigurációjának megváltoztatása vagy új kanyarokkal történő kiegészítése céljából.
Egyrészes csatlakoztatási módszerek
A HDPE csövek csatlakoztatásához két egyrészes csatlakozási módszert alkalmaznak: tompahegesztéssel és egy elektromos hegesztőcsatlakozó beszerelésével.
Mindenesetre, ezen módszerek végrehajtásakor a vegyületeknek a következő követelményeknek kell megfelelniük:
- A hegesztett szegmensek maximális elmozdulási szöge nem haladhatja meg a 10% -ot a csatlakoztatott csövek falvastagságához viszonyítva.
- A szomszédos szegmensek felületének külső szintje felett közös varratot kell készíteni.
- A jól elkészített varrás hengerének magasságának 2,5-5 mm tartományban kell lennie.
A hengermagasság optimális értéke az olvadt termék falvastagságától függ. Vékony falú csöveken (5 mm-ig) legfeljebb 2,5 mm lehet. Ha a csövek falvastagsága 6-20 mm között mozog, akkor a henger magassága legfeljebb 5 mm lehet.
Butthegesztés
Egy elválaszthatatlan vegyület előállítását úgy végezzük, hogy az anyagot egy viszkózus anyag állapotára lágyítják úgy, hogy annak részei diffúz kombinációja alakuljon ki. 5 mm-nél nagyobb falvastagságú csövekhez használják.

A hegesztéssel történő csatlakoztatási módszert a vízellátó rendszer közvetlen szakaszaira alkalmazzák, amelyeket állítólag nyomás alatt kell üzemeltetni. Csak lehetővé teszi a szoros összeköttetést 200 mm-nél nagyobb átmérővel, mivel nem okoz veszteséget a cső merevségében, ami deformációhoz vezet.
A HDPE csövek tartós hegesztését saját kezükben speciális szerszámmal végezzük. A módszer lényege, hogy a dokkolt elemek végeit melegítő fúvóka segítségével viszkózus állapotba hevítjük. A lágyított végeket nyomás alatt egyszerűen összekapcsolják egymással, majd a csatlakozó részt hagyják lehűlni.

Hegesztéskor fontos, hogy ellenálljon a fűtőelemek hőmérsékleti feltételeinek.
A fűtőelemek expozíciós idejének és hőmérsékletének paramétereit három tényező figyelembevételével határozzák meg:
- A csővezeték falainak vastagsága.
- Kanyarok átmérője.
- A forrasztóberendezés műszaki paraméterei.
A hegesztőcsövek a legmegbízhatóbb és tartósabbak. Ezzel létrehozhat egy integrált szerelvényt, amely ellenáll mind a nyomásmentes, mind a nyomásnak vízellátó rendszerek.

A hegesztést a következő sorrendben hajtjuk végre:
- A kommunikáció előre meghatározott méretre csökken. Vágja le a végek síkjának párhuzamosságát. A végeket egy darab csiszolópapírral megtisztítják.
- A végek szélessége 2-3 mm. A hegesztési helyet alaposan megtisztítják és zsírtalanító vegyülettel kezelik.
- A forrasztópárat 260 ° melegítési jelre állítják. Miközben melegszik, a hegesztő fúvókákat megfeszítik és várják meg, amíg melegítésük mértéke eléri az előre meghatározott hőmérsékletet.
- A központosító mechanizmus segítségével a csatlakozót és a csővégét a fúvóka üregébe mélyítjük. Ha a központosító mechanizmust nem biztosítja a forrasztópáka, akkor az illesztést "szemmel" kell ellenőrizni, hogy a csatlakozás a lehető legpontosabb legyen.
- A központos elemek visszahúzódnak a megadott szintre, nyomás alatt csatlakoznak, és ellenállnak az újraáramlási útmutatóban megadott ideig.
- A munka befejezése után az eszközt oldalra tolják és leválasztják a hálózatról. A hegesztési területet eltolás és forgás nélkül rögzítjük egy előre meghatározott helyzetbe, amíg a felület teljesen lehűl.
Hegesztésnél fontos, hogy ne túlexponálja. Ez okozhat polietilén beáramlását a termék belső átmérőjén.

A biztonságos illeszkedés érdekében a beépítési mélységnek kb. 2 mm-nek kell lennie.A megadott mélység ellenére a kapott varrat egyenletes megjelenési formájú, azonos bemélyedési magassággal.
Az alábbi fotóválaszték megismeri a HDPE csövek tompahegesztésének lépéseit:
Elektrofúziós hegesztéssel
Az elválaszthatatlan csatlakoztatás ezen módszerének végrehajtásakor elektrofúziós hegesztést vagy elektromos hegesztő szerelvényt használnak.

Ez a módszer akkor hatékony, ha szűk helyen kell dolgozni. Például, ha kutakban javítási munkákat végez, vagy ha betéteket kell készítenie a korábban csatlakoztatott csövekbe.
A hazai szabályozási dokumentumokban nincs egységes szabvány a hegesztéshez. Ezt a technológiát gyakrabban használják az európai országokban, és a DVS-220715 szabványok szabályozzák.
A HDPE csövek csatlakozókkal történő összekapcsolásának technológiája számos alapvető lépést tartalmaz:
- A kommunikációs hely előkészítése. A kimeneti nyílás külső felületét megtisztítják a zsírtól és a portól. Erre a célra szappan- és alkohololdatokat használnak, amelyeket széles választékban kínálnak az építőiparban.
- Fugák feldolgozása. A rögzítési sűrűség közvetlenül attól függ, hogy a vágás milyen simán történik. A tökéletesen sima felület elérése érdekében a cső végfelületét finoman szemcsés csiszolópapírral megdörzsölik.
- Készítsen letörések. A csap ízületét 45 ° -ra vágjuk. A kúp lehetővé teszi az elemek legszorosabb illeszkedését és rögzítését.
- Csatlakozó szerelvény. A tengelykapcsoló egy áramforráshoz van csatlakoztatva. Miután az előre meghatározott hőmérsékletre hevítették, a hüvely egyik oldalát (tüskéjét) felhelyezik a csőre, a második végét (hüvelyét) pedig a második cső kimenetéhez.
Az elektrofúziós hegesztés egyik legfontosabb feltétele annak biztosítása, hogy az alkatrészek helyben maradjanak a hevítés és megszilárdulás idején.Amikor az ág elmélyül, a fűtött csatlakozó üregébe hajlik, fontos, hogy a munkát gyorsan, de a lehető legpontosabban végezze el, nehogy túlmelegedjen a polietilén.

Amikor a szegmenseket a kapcsolóüregbe mélyíti, készüljön fel arra, hogy a folyékony műanyag fokozatosan kilépjen alatta. A munka befejezése után csak a tengelykapcsolót kell eltávolítani, és a csatlakoztatott csővezetéket egy szilárd felületre kell helyezni, hogy rögzítse a kívánt helyzetben.
Miután az olvadék megszilárdult a kereszteződésnél, látható lesz a csőhöz szorosan illeszkedő krimpelő bilincs.
De ezt a módszert választva érdemes figyelembe venni, hogy a műanyag csövek nem különböznek egymástól a nagy merevség szempontjából. Ezért erős belső nyomás mellett a létrehozott varrás egyszerűen eltérhet. A kapcsolócsatlakozás nem a legjobb megoldás a fűtési kommunikáció megszervezésére és a mosdó számára ágak létrehozására.
A különböző erősségeinek és gyengeségeinek értékelése HDPE csövek hegesztési módszerei A cikket annak a tartalmának szenteltük, amelyet javasolunk, hogy olvassa el.
Leszerelhető csatlakozási módok
Ha figyelembe vesszük a leválasztható csatlakozások lehetőségeit, akkor karimákkal és kompressziós szerelvényekkel valósíthatók meg. A beszerelés szigorú betartásával ugyanolyan megbízhatónak bizonyulnak, mint a hegesztőgéppel létrehozott készülékek.
Bármilyen típusú elválaszthatatlan csatlakozás tartalmaz egy elasztikus részt. Ha egy préselő szerszámmal présel, akkor kitölti az összes üregét az ízület területén, kiküszöbölve ezzel a szivárgásokat.
A HDPE csatlakozóinak használata
Ennek a módszernek a végrehajtásához kompressziós szerelvényeket használnak, amelyek tengelyek, mindkét oldalon külső menetekkel kiegészítve.
Képesek csatlakozni a csövekhez, szoros összeköttetést biztosítva, nagy tömítőképességgel. Ebben az esetben az összecsukható összeköttetést nem lesz nehéz eltávolítani az autópálya konfigurációjának megváltoztatása vagy sürgős javítások elvégzése érdekében.

A megfelelő sorozat elérésének lépései:
- Mindkét cső előkészített végére tegyen egy poliuretánból vagy gumiból készült távtartó gyűrűt. A gyűrű külső átmérőjének meg kell egyeznie az összekapcsolt csövek belső méretével.
- A végeket feszítőanyával és két kompressziós alátéttel látják el. Az első alátét célja a távtartó gyűrű extrudálása, a második az anya meghúzása a cső végéhez képest.
- A hézagot a "csőszerelvény-cső" elv szerint kell összekapcsolni. A megbízhatóság növelése érdekében mindkét oldalán húzza meg anyával az ütközőhöz.
A szerelt alkatrészek összeszereléséhez speciális kulcsot kell használni. A szorítóanyákat csavarjuk ki a csatlakozószerelvényeken.

Ennek a csatlakoztatási módszernek az a fő előnye, hogy kényelmesen végrehajtható még a környezeti hőmérséklet jelentős csökkenése mellett is. Míg a hegesztett kötések határa legalább + 5 ° С.
Különböző átmérőjű összekötő elemek széles választéka lehetővé teszi bármilyen huzalozás összegyűjtését, megteremtve a szükséges elágazásokat a csővezetékben.
Karima beszerelésével
A karimás csatlakozástípust akkor választják, ha a csővezeték PND-jét acélcsövekhez kell csatlakoztatni. Karimák segítségével kényelmes a szelepeket, a szabályozókat és a szelepek csatlakoztatását az autópályákhoz.

A polietilén csövekhez történő felszereléshez olyan karimákat kell használni, amelyek megfelelnek a GOST 12882.80 előírásainak. Bővített belső átmérőjük van.
A karima felszerelése a következő sorrendben történik:
- A kommunikációs szál egyik végén végrehajtjuk.
- Az elem be van csavarva a menetbe.
- A csatlakoztatott cső kimeneti nyílását az elemre helyezik.
- A hézagot egy kapcsolóval vagy hajszárítóval melegítik.
A karima felhelyezése előtt meg kell vizsgálni, hogy vannak-e éles kiemelkedések és horgok, amelyek károsíthatják a polietilén cső végét.
Hogyan hajlítsuk meg vagy kiegyenesítsük a terméket?
A polietilén csövek egyenes 12 méteres szakaszokban vagy szilárd termékek formájában kaphatók, nagy terek körül. Csavarodva a termékek gyűrűk formájában vannak és deformálódnak. Mielőtt a deformált HDPE csövet egyenesen meghajlítaná vagy meghajlítaná, azt fel kell hevíteni.

Az alacsony nyomású polietilén jó rugalmasságáról híres. De elveszíti ezt az tulajdonságot + 80 ° C feletti fűtési hőmérsékleten. Ezt a pillanatot használják, ha szükséges, a termék konfigurációjának megváltoztatásához.
De érdemes megjegyezni, hogy a táguláshoz vagy hajlításhoz a hőmérsékletet csak rövid ideig lehet emelni. Végül is egy polietilén cső tartozik az építőanyagok kategóriájába, amelyek a hőmérséklet megsértése esetén megsérülhetnek.
A csőhosszabbítási módszerek áttekintése
Egyenesítse le a csövet, kiküszöbölve a tárolás és szállítás során keletkezett gyűrődéseket. A legegyszerűbb módszer a termék könnyű melegítése után. Ha a csővezeték cseréjét vagy javítását nyáron hajtják végre, amikor a nap sugarai a lehető legmelegebbek, akkor ezeket felhasználhatja a feladat végrehajtására.

Az ultraibolya sugarak nem rontják a polietilén működési paramétereit, ugyanakkor egy ideig lágyíthatják a termék falait. Csak meg kell erősítenie a meglágyult csövet egy merev tartó vagy fal mentén, vagy előre kell ásni. Mielőtt egy hajlított HDPE csövet egyenesít a földre, fel kell szabadítania a területet.
Ha télen kell végeznie a munkát, forró vizet használjon a termék melegítéséhez. Ez a módszer azonban olyan csövek esetében hatékony, amelyek mérete nem haladja meg az 50 mm-t. A hajkiegyenesítéshez fémkorlátokat és téglalapokat használhat. Mindenesetre: minél rövidebb a termék hossza, annál könnyebben fog vele dolgozni.
Hatékony módszerek a munkadarab hajlítására
Ha ellenkező helyzet merül fel, amikor a HDPE csövet meg kell hajlítani, akkor ugyanazt a hőkezelést kell használni.
A bemelegítéshez ezeket a módszereket alkalmazzák:
- fúj forró építési légfúvót;
- melegítse fel a termék falait gázégővel;
- körülveszi a felületet forrásban lévő vízzel.
A hajlítási eljárás egyszerűsítése érdekében jobb, ha öntőformát készít. A keret, amelynek mérete megegyezik a hajlított cső átmérőjével, gyártható normál farostlemezből. Ahhoz, hogy a keret felülete sima legyen, csiszolja meg egy darab csiszolópapírral.
A PND cső hajszárítóval történő hajlításához a munkát a következő sorrendben kell elvégezni:
- A kezelt helyet építő hajszárítóval melegítik.
- A lágyított botot el van temetve a formázó keretbe.
- Óvatosan hajlítsa meg a csövet anélkül, hogy túlzott erőt alkalmazott volna, hogy a termék ne szakadjon el a kanyarban.
A kívánt hajlásszög létrehozása után hagyja a terméket teljesen lehűlni, majd csak vegye le a keretből.

Fontos szempont: miközben felmelegíti a csövet, be kell tartania az „arany átlagot”. Ha a felület nincs elegendően hevítve a hajlításkor, a cső eltörhet. Ha a hevítés során a fűtőelemet túl közel hozzák a termékhez, akkor a polimer meggyulladhat.
Következtetések és hasznos videó a témáról
Ismerje meg a HDPE csövek hegesztésének és feldolgozásának árnyalatait a következő videókban.
1. videó. A tompahegesztés módja
2. videó. Példa az elektrofúziós hegesztés létrehozására:
3. videó. Csőkiegyenesítő lehetőség:
A polietilén csövek csatlakoztatásának és igazításának módszerének megválasztásakor figyelembe kell venni a munkaközeg nyomás szintjét. Ez minimalizálja a csővezetékkel végzett manipulációk negatív hatását a műszaki jellemzőire.
Ismeri a polietilén csövek összekapcsolásának technológiai árnyalatait, amelyeket a cikk nem ír le? Ha személyes tapasztalata van a HDPE csővezetékek építésében, akkor mit szeretne megosztani a webhely látogatóival és velünk? Kérjük, írjon megjegyzéseket az alábbi blokkba, tegyen közzé egy fényképet, tegyen fel kérdéseket a cikk témájával kapcsolatban.
 Polipropilén csövek DIY telepítése: PP csövekkel való munka technológiája
Polipropilén csövek DIY telepítése: PP csövekkel való munka technológiája  Hogyan készítsünk egy széket polipropilén csövekből saját kezűleg: lépésről lépésre a gyártáshoz
Hogyan készítsünk egy széket polipropilén csövekből saját kezűleg: lépésről lépésre a gyártáshoz  Hogyan hajlítsuk meg a profilcsövet saját kezével speciális szerszámok nélkül
Hogyan hajlítsuk meg a profilcsövet saját kezével speciális szerszámok nélkül  DIY rézcső beszerelés: rézcső beszerelési technológia
DIY rézcső beszerelés: rézcső beszerelési technológia  Műanyag csövek csináld magadnak: szerelési technológia és kábelezési példák
Műanyag csövek csináld magadnak: szerelési technológia és kábelezési példák  DIY kézműves propiléncsövekből: csináld magad házi készítésű lehetőségek
DIY kézműves propiléncsövekből: csináld magad házi készítésű lehetőségek  Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára
Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára  A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek
A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek  Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?
Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?  Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények
Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények 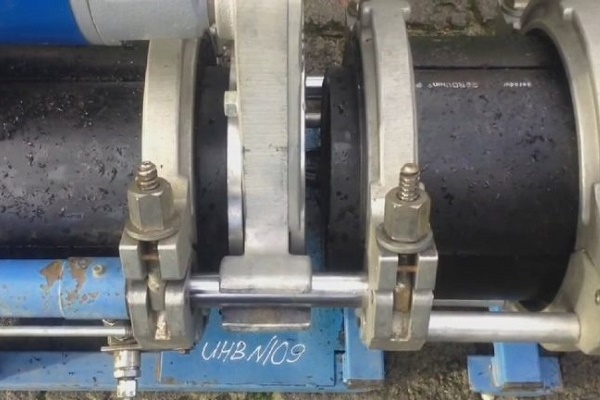{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}