Tlakové skúšky kovovo-plastových rúr: poradie a nuansy práce

Úspešnou alternatívou k tradičným oceľovým rúrkam sú technologické výrobky vyrobené z kovového plastu. To bolo obzvlášť populárne v inštalatérskom priemysle. Plast sa používa na montáž a opravy tlakových komunikácií, beztlakových okruhov prívodu teplej a studenej vody, ako aj vykurovacích systémov.
Pri príprave zmesí sa používa jednoduchý a cenovo dostupný spôsob - krimpovanie kov-plastových rúrok. Povieme vám, ako sa táto práca vykonáva, aký nástroj bude nezávislý inštalatér potrebovať na stavbu alebo obnovu systémov. Naše odporúčania pomôžu dosiahnuť výsledok najvyššej kvality.
Obsah článku:
Krimpovanie: pojem v širšom zmysle
Samotný pojem „krimpovanie“, ktorý sa používa na kovovo-plastických rukávoch, by sa mal posudzovať v širšom zmysle slova. Napríklad krimpovanie je často chápané ako štandardné testy vykonávané hydraulicky alebo pneumaticky.
Moderná prax však ukazuje, že pojem „krimpovanie“ tiež logicky pristupuje k postupu spájania tvaroviek a rúr z kovového plastu. Tento typ pripojenia sa vykonáva pomocou technológie krimpovania sily pomocou špeciálneho nástroja (lisovacie kliešte).

Bez ohľadu na inštalačné podmienky a použité technológie je inštalácia vodovodných alebo iných komunikácií na báze plastových rúrok sprevádzaná skúškami tesnosti a pevnosti.

spravidla skúšobný proces vykonáva sa hydraulicky.Nie je však vylúčená možnosť vykonávať testy pneumatickou metódou.
Metódy lisovania kovových plastov
Hydraulická metóda spočíva v naplnení kovovo-plastových potrubí vodou a následnom zvýšení tlaku na stanovené hodnoty. Testy môžu ovplyvniť celý namontovaný kmeň alebo iba jeho jednotlivé časti.
Pneumatická metóda spočíva v použití stlačeného vzduchu namiesto vody. Táto metóda krimpovania sa považuje za menej účinnú a nebezpečnejšiu ako hydraulická verzia. A nezáleží na tom, či sú skúšané kovové alebo kovovo-plastové rúrky.
Variant č. 1: hydraulický
Tento postup sa nelíši od štandardnej verzie, ktorá sa používa na oceľových vodovodoch. Jedinou výhradou je to, že pracovné tlaky pre plastové rúrky majú nižšie hodnoty ako tlaky používané pre kovové výrobky.
Skúšobný tlak sa preto počíta s prihliadnutím na štandardné nastavenie prevádzkového tlaku pre plasty podľa vzorca:
Ri = Rrp * 1,5,
V ňom je Ri tlak skúšky; RRP - pracovný tlak plastovej rúry.
Teplota vody vo vnútri potrubia je povolená v kladných hodnotách 5 - 40 ° C.
Postup postupu:
- Pripravte testovacie miesto (vložte žeriavy, zástrčky).
- Nainštalujte 2 meradlá na rôzne miesta na trati.
- Nainštalujte vetranie na hornú úroveň vedenia.
- Na spodnej úrovni vedenia pripojte vodné čerpadlo.
- Naplňte potrubie prívodom vody od spodnej po najvyššiu úroveň.
- Otvorte ventil na odvzdušnenie vzduchu zo systému.
Vnútri diaľnice od plastové rúrky nahromadený tlak by mal byť pomalý, bez náhlych skokov. Takéto tlakové podmienky sú zabezpečené manuálnym hydraulickým lisom.

Pokiaľ tlak nedosiahne prevádzkovú úroveň, odporúča sa pravidelne vizuálne kontrolovať oblasti možného úniku.
Tieto stránky sú zvyčajne:
- prípojky potrubia;
- rúrkový a montážny kontakt;
- inštalačné body pre kohútiky a zátky.
Zvýšenie tlaku vo vnútri rúr z kovového plastu na hodnotu, ktorá prekračuje prevádzkový parameter 1,5-krát, je povolené iba v prípade, že sa v blízkosti testovacej linky nenachádzajú osoby.
Stanovený skúšobný tlak vo vnútri potrubia sa musí udržiavať určitý čas. Pre dodávku vody z kovovo-plastových rúr určených na prevádzku v domácich podmienkach sa prijíma minimálna doba vystavenia 5 minút.
Počas akceptovanej minimálnej hodnoty skúšobného času nie je povolený pokles tlaku v miestach inštalácie kontrolných tlakomerov. Ak sa na ovládacích zariadeniach pozorujú zmeny mínusov, tento stav naznačuje neúplnú tesnosť systému.
Je potrebné uvoľniť tlak na prevádzkovú hodnotu a starostlivo skontrolovať miesta možného úniku v celej časti plastových rúr. Zistite akékoľvek chyby a opakujte postup skúšky.

Únikové skúšky sa absolvujú, ak spĺňajú tieto podmienky:
- vizuálne sa nezistili žiadne netesnosti;
- žiadne vizuálne zlomy v stenách rúrok;
- po piatich minútach nedošlo k zmene tlaku na kontrolných meradlách;
- žiadne viditeľné deformácie potrubia.
Medzitým je potrebné objasniť: ak expozičný čas prekročí päťminútový interval, je povolený mierny pokles skúšobného tlaku v dôsledku prirodzenej zmeny teploty vody vo vnútri kovovo-plastických rúr.
Možnosť č. 2: pneumatická
V prípade nemožnosti hydraulického krimpovania z akéhokoľvek dôvodu je povolená alternatíva - pneumatická skúška.
Pneumatická skúšobná metóda sa líši v trochu odlišnom spôsobe kontroly tesnosti, vo všeobecnosti však hydraulickú metódu prakticky opakuje. Táto technológia sa nepoužíva tak často na potrubiach, ale široko sa používa na krimpovanie jednotlivých zariadení, napríklad expanzných nádrží, kotlov, výmenníkov tepla atď.

Na detekciu netesností pri skúške pneumatickým tlakom sa spravidla používa mydlový roztok. Nainštalované potrubie je naplnené vzduchom pod tlakom Ри = Ррп * 1.15 a miesta možného úniku sú zavlažované mydlovou vodou. Výstup vzduchu je určený nafúknutím bublín.
Táto technika overovania umožňuje vizuálne zistiť aj malé úniky. Pre inšpektora je však dosť ťažké monitorovať úniky na miestach, ktoré sú z dôvodu vizuálneho pozorovania ťažko prístupné.
Pneumatická skúšobná metóda je veľmi vhodná na testovanie tesnosti plastové potrubné tvarovky alebo podľa schémy „potrubia v potrubí“. Ak je však potrebné skúšať pevnosť potrubného systému, táto metóda zjavne nie je najlepšia. Tu musíte odkázať na hydraulické testovanie.
Krimpovanie ako metóda pripojenia
Prax v inštalácii kovovo-plastových rúr je známa pomocou niekoľkých metód vhodných na vytvorenie všetkých druhov spojení:
- spájkovanie;
- vytrhnúť;
- zvlnenie.
Posledným z troch spôsobov je iba krimpovanie kovovo-plastickej rúrky v oblasti jej kĺbového spojenia s tvarovkou.

Technika takého zvlnenia sa vyznačuje jednoduchými úkonmi, ktoré sú k dispozícii na vykonanie aj neprofesionálnym inštalatérom. Jediná výzva - pre prácu si vyžaduje tzv lisovacie kliešte - špeciálny nástroj, vďaka ktorému sa vytvorí spoľahlivé zalisovanie.
Vo všeobecnosti sa na vykonanie práce pomocou krimpovacej techniky vyžaduje táto súprava nástrojov:
- Rezačka rúrok na plastové rúrky;
- kalibrátor, expandér, skosenie;
- lisovacie kliešte.
Rezačka rúrok vytvára rovnomerné prerušenie pre danú veľkosť, bez deformácie rúrky a v pravom uhle.S kalibrátorom a skosenou hranou je koniec kovovo-plastovej objímky pripravený na následné kĺbové spojenie s tvarovkou.
Niekedy je na prevádzku potrebný aj expandér. Lisovacie kliešte pritom zaujímajú špeciálne miesto. Pomocou tohto nástroja sa pripravená zmes zlisuje.
Krimpovacie a tlakové (tiež závitové) tvarovky sa používajú pri montáži potrubných systémov z kovu a plastu, kroky ich inštalácie sú do značnej miery podobné:
Ako zlisovať plastové rúrky
Postup krimpovania, pokiaľ ide o spojenie kovovo-plastovej rúry s tvarovkou, poskytuje nasledujúci sled účinkov:
- Rezanie plastových rúr na požadovanú veľkosť.
- Vykonajte kalibráciu jeho koncových častí.
- Zkosenie vnútorného polomeru.
Potom je na konci potrubia namontovaná krimpovacia objímka.

Po týchto úkonoch sa montážna časť kovania vloží do kovovo-plastovej rúrky od konca, kde je umiestnená krimpovacia objímka. Krimpovacie puzdro posuňte cez telo rúry a nastavte ho rovnobežne s tvarovkou. Pokyny pre prácu s lisovanými tvarovkami pri montáži kovovo-plastového potrubia uvedené tu Odporúčame prečítať si užitočné informácie.
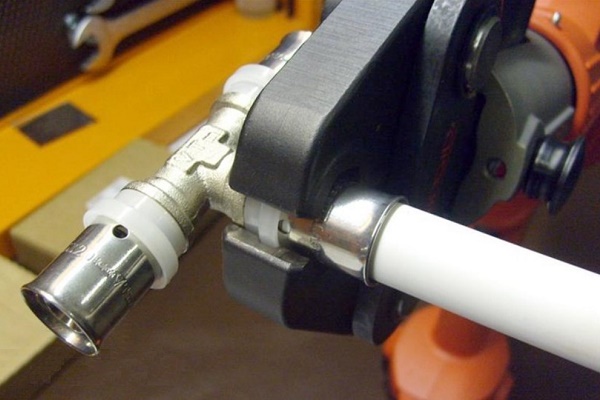
Na spojovaciu plochu umiestnite lisovacie kliešte, doplnené o príslušenstvo zodpovedajúce veľkosti priemeru spracovaného potrubia. Stlačte rukoväte nástroja úplne.

Takéto akcie sú typické pre krimpovanie pomocou ručného nástroja. Medzitým okrem manuálneho krimpovania existujú aj elektrické, hydraulické a pneumatické zariadenia.
Tieto možnosti dizajnu sa zvyčajne používajú zriedkavo v každodennom živote. Ich účelom je priemyselná výroba. Podľa konfigurácie sa tiež veľmi líšia od manuálnych modelov.
Pri práci s lisovacími kliešťami je potrebné poznamenať niektoré funkcie.Vždy je povolené iba jednorazové krimpovanie. Ak z nejakého dôvodu nebolo možné vytvoriť kvalitný krimpovací kábel prvýkrát, nepokúšajte sa opakovať akciu. Chybné krimpovanie musí byť odstránené a krimpovacie zariadenie musí byť vykonané ako prvé.
Výhody a nevýhody krimpovania
posudzovaní pripojenie plastových rúrvyrobené pomocou lisovacích klieští, je nemožné nevšimnúť si výhod a nevýhod.

Jeden aj druhý určujú podmienky, v ktorých je táto metóda vhodná.
Zoznam známych výhod je nasledujúci:
- vytvorí sa bezobslužné pripojenie;
- výpočet vysokých pracovných tlakov;
- vysoká mechanická pevnosť;
- dlhá životnosť;
- Jednoduchá a rýchla inštalácia.
Z hľadiska existujúcich nedostatkov experti identifikujú aj niektoré faktory a zvyčajne ich spájajú s kritériami údržby alebo inštalácie:
- vytvorí sa neoddeliteľné spojenie;
- vyžaduje sa špeciálny nástroj (lisovacie kliešte).
Nevýhodou je, že každá chyba zvlnenia redukuje všetku prácu na nulu.

Okrem týchto nedostatkov môžete pridať aj vysoké náklady na hlavný nástroj - kliešte.
Je pravda, že manuálne prispôsobenie domácim podmienkam nemá cenu tak vysokú ako automatické návrhy. Ale aj v tomto prípade nie je nákup ziskový, pretože potreba nástroja je v skutočnosti jednorazová.
Závery a užitočné video na túto tému
Z videa sa dozviete o tom, ako pracovať s lisovacími kliešťami mechanického typu, konkrétne o tom, ako zlisovať tvarovky z plastových rúrok.
Inštalácia kovovo-plastických rúrok lemovaním sa odporúča vykonávať v okolitých podmienkach s teplotou najmenej + 10 ° C. Zakúpený materiál (rúry) je vhodné vydržať v nových podmienkach najmenej 24 hodín a až potom začať s inštaláciou.
Inštalovaný inštalatérsky systém sa musí skúšať na tesnosť a pevnosť pomocou hydraulických a pneumatických skúšok.
Máte skúsenosti s prácou s plastovými rúrami a so zariadením na ich pripojenie? Vlastníte technologické jemnosti výroby tohto diela, ktoré nie sú obsiahnuté v článku? Prosím, napíšte komentár do bloku nižšie, klásť otázky, uverejňovať fotografie.
 Lisovacie tvarovky pre plastové rúrky: typy, označenie, účel + príklad inštalácie
Lisovacie tvarovky pre plastové rúrky: typy, označenie, účel + príklad inštalácie  Rezanie rúr pod určitým uhlom: výhody a nevýhody rôznych metód + príklad práce
Rezanie rúr pod určitým uhlom: výhody a nevýhody rôznych metód + príklad práce  Ako sa kovové rúrky ohýbajú: technologické jemnosti pracovného výkonu
Ako sa kovové rúrky ohýbajú: technologické jemnosti pracovného výkonu  Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia
Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia  Spájkovanie rúr z polypropylénu: pracovné pravidlá a analýza možných chýb
Spájkovanie rúr z polypropylénu: pracovné pravidlá a analýza možných chýb  Výmena kúpeľňových trubičiek: Sprievodca krok za krokom
Výmena kúpeľňových trubičiek: Sprievodca krok za krokom  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
V prítomnosti potrebného nástroja (špeciálna rezačka rúrok a lisovacie kliešte) nie je lisovanie kovových rúr z plastu veľkým problémom a je celkom jednoduché urobiť ho sami. Ak niečo nie je jasné, stačí si pozrieť pár videí, ktoré sú v sieti plné. Ďalšia vec je, že nie každý má nástroj, ale stojí to veľa.
Áno, a nie je dôvod ich kupovať, ak to profesionálne nerobíte. Práve som si prenajal tieto tlačové kliešte, teraz existuje veľa spoločností, kde sa to dá urobiť.
ahoj Je potrebné pri výrobe rúr v mieste rezu skosiť?