Ang pag-install ng DIY ng mga tubo ng HDPE: mga tagubilin sa welding + kung paano yumuko o ituwid ang mga naturang tubo

Ang mababang presyon ng polyethylene sa pagraranggo ng katanyagan sa mga materyales na ginamit para sa pagpupulong ng mga pipelines, ay sumasakop sa isang nangungunang posisyon. Ang lihim ng demand na ito ay madaling ipinaliwanag sa pamamagitan ng kakayahang umangkop ng application at ang pagiging simple ng pag-install ng mga polyethylene pipe.
Ngunit tulad ng anumang iba pang polimer, ang de-kalidad na pag-install ng mga tubo ng HDPE gamit ang kanilang sariling mga kamay ay maaaring gawin lamang napapailalim sa mahigpit na pagsunod sa teknolohiya. Sasabihin namin sa iyo kung anong mga nuances na isasaalang-alang kapag tumutugma sa mga elemento. Ipapaliwanag namin kung paano maayos na yumuko at ituwid ang mga ito.
Ang nilalaman ng artikulo:
Ang mga epektibong pamamaraan para sa pagsali sa mga tubo ng HDPE
Ang teknolohikal na pagkonekta ng mga tubo ng HDPE ay maaaring dalawang pangunahing pamamaraan - isang-piraso at maaaring mai-block.
Ang una ay nagsasangkot sa pakikipag-ugnay welding machine, ang pangalawa ay ipinatupad nang hindi ginagamit ito.

Ang mga naka-welding na isang kasukasuan ay pinagana ang maximum sealing, na lalong mahalaga sa pag-aayos mga daanan sa ilalim ng presyon. Ang mga nababakas na kasukasuan ay madaling i-install at posible na i-disassemble ang pipeline sa anumang oras upang mai-configure ang linya o madagdagan ito ng mga bagong bends.
Mga paraan ng koneksyon ng isang piraso
Para sa pagsali sa mga tubo ng HDPE, ang dalawang paraan ng koneksyon ay ginagamit: sa pamamagitan ng pag-welding ng puwit at sa pamamagitan ng pag-install ng isang pagkabit ng electric welding.
Sa anumang kaso, kapag nagpapatupad ng mga pamamaraan na ito, ang mga compound ay may mga sumusunod na kinakailangan:
- Ang maximum na anggulo ng pag-aalis ng mga welded na mga segment ay dapat na hindi hihigit sa 10% na kamag-anak sa kapal ng pader ng mga sumali na mga tubo.
- Ang isang magkasanib na seam ay dapat gawin sa itaas ng panlabas na antas ng ibabaw ng mga katabing mga segment.
- Ang taas ng roller ng isang maayos na seam ay dapat mag-iba sa saklaw ng 2.5-5 mm.
Ang pinakamainam na halaga ng taas ng roller ay nakasalalay sa kapal ng pader ng produktong tinunaw. Sa mga manipis na dingding na tubo (hanggang sa 5 mm) dapat itong hindi hihigit sa 2.5 mm. Kung ang kapal ng pader ng mga tubo ay nag-iiba sa pagitan ng 6-20 mm, kung gayon ang taas ng roller ay dapat na hindi hihigit sa 5 mm.
Ang welding
Ang paglikha ng isang hindi mapaghihiwalay na tambalan ay isinasagawa sa pamamagitan ng paglambot ng materyal sa estado ng isang malapot na sangkap upang ang isang magkakalat na kumbinasyon ng mga bahagi nito ay nangyayari. Ginagamit ito para sa mga tubo na may kapal ng pader na higit sa 5 mm.

Ang paraan ng koneksyon gamit ang welding ay ginagamit sa mga direktang seksyon ng sistema ng supply ng tubig, na kung saan ay dapat na pinatatakbo sa ilalim ng presyon. Pinapayagan ka lamang nitong makakuha ng isang mahigpit na koneksyon sa mga diametro nang labis ng 200 mm, dahil hindi ito lumilikha ng pagkawala ng katigasan ng pipe, na humahantong sa pagpapapangit.
Ang matibay na welding ng mga tubo ng HDPE gamit ang kanilang sariling mga kamay ay isinasagawa gamit ang isang espesyal na tool. Ang kakanyahan ng pamamaraan ay ang pag-init ng mga dulo ng mga naka-dock na elemento sa isang malapot na estado gamit ang isang pag-init ng gripo. Ang mga pinalambot na dulo ay konektado lamang sa bawat isa sa ilalim ng presyur, pagkatapos kung saan ang seksyon ng koneksyon ay pinapayagan na palamig lamang.

Kapag nagsasagawa ng welding, mahalaga na mapaglabanan ang mga kondisyon ng temperatura ng mga elemento ng pag-init.
Ang mga parameter ng oras ng pagkakalantad at temperatura ng mga elemento ng pag-init ay natutukoy sa pamamagitan ng pagsasaalang-alang sa tatlong mga kadahilanan:
- Ang kapal ng mga dingding ng pipeline.
- Diameter ng mga baluktot.
- Teknikal na mga parameter ng aparato ng paghihinang.
Ang mga welding pipe ay ang pinaka maaasahan at matibay na pagpipilian. Gamit ito, maaari kang lumikha ng isang mahalagang pag-mount na maaaring mapaglabanan ang presyon ng parehong walang presyur at presyon mga sistema ng supply ng tubig.

Ang welding ay isinasagawa sa mga sumusunod na pagkakasunud-sunod:
- Ang komunikasyon ay pinutol sa tinukoy na laki. Pakinisin ang pagkakatulad ng eroplano ng mga dulo. Ang mga dulo ay nalinis ng isang piraso ng papel de liha.
- Ang mga dulo ay chamfered na may lapad ng 2-3 mm. Ang site ng welding ay lubusan na nalinis at ginagamot sa isang degreasing compound.
- Ang paghihinang iron ay nakatakda sa isang marka ng pag-init na 260 °. Habang nagpapainit, ang mga nozzle ng welding ay strung at maghintay hanggang ang kanilang antas ng pag-init ay umabot sa isang paunang natukoy na temperatura.
- Gamit ang mekanismo ng pagsentro, ang umaangkop at pagtatapos ng pipe ay pinalalalim sa lukab ng nozzle. Kung ang mekanismo ng pagsentro ay hindi ibinigay sa paghihinang iron, ang pag-align ay kailangang suriin "ng mata", na ginagawang tumpak ang kasukasuan.
- Ang mga nakasentro na elemento ay naatras sa ipinahiwatig na antas, kumokonekta sa ilalim ng presyon, at makatiis sa oras na tinukoy sa mga tagubilin para sa pagmuni-muni.
- Matapos makumpleto ang gawain, ang aparato ay itinulak sa gilid at na-disconnect mula sa network. Ang lugar ng hinang na walang offset at pag-ikot ay naayos sa isang paunang natukoy na posisyon hanggang sa ang ibabaw ay ganap na pinalamig.
Kapag hinang, mahalaga na huwag mag-overexpose. Maaari itong maging sanhi ng pagbuo ng isang pag-agos ng polyethylene sa panloob na diameter ng produkto.

Upang makakuha ng isang ligtas na akma, ang lalim ng pag-install ay dapat na mga 2 mm.Sa kabila ng tinukoy na lalim, ang nagreresultang weld ay magkakaroon ng kahit na presentable na hitsura na may parehong taas ng indentation.
Ang mga sumusunod na pagpipilian ng mga larawan ay pamilyar sa iyo ng mga hakbang ng welding ng mga pipa ng HDPE:
Sa pamamagitan ng electrofusion welding
Kapag ipinatutupad ang pamamaraang ito ng hindi masusunog na koneksyon, ginagamit ang electrofusion welding o isang electric welding fitting.

Ang pamamaraang ito ay epektibo kapag kailangan mong magtrabaho sa masikip na mga puwang. Halimbawa, kapag nagsasagawa ng pag-aayos ng trabaho sa mga balon o kung kailan kailangan mong gumawa ng mga pagsingit sa mga naunang konektado na mga tubo.
Walang pinag-isang pamantayan para sa pag-welding ng socket sa mga dokumento sa regulasyong pang-domestic. Ang teknolohiyang ito ay mas madalas na ginagamit sa mga bansang Europa at kinokontrol ng pamantayan ng DVS-220715.
Ang teknolohiya para sa pagkonekta ng mga tubo ng HDPE sa paggamit ng mga pagkabit ay may kasamang bilang ng mga pangunahing hakbang:
- Paghahanda ng site ng komunikasyon. Ang panlabas na ibabaw ng labasan ay nalinis mula sa grasa at alikabok. Para sa layuning ito, ginagamit ang mga solusyon sa sabon at alkohol, na ipinakita sa isang malawak na assortment sa mga tindahan ng konstruksyon.
- Pagproseso ng mga kasukasuan. Ang density ng pangkabit nang direkta ay depende sa kung gaano kahusay ang gupitin. Upang makakuha ng isang perpektong makinis na ibabaw, ang dulo ng mukha ng pipe ay hadhad na may isang piraso ng pinong lutong papel.
- Chamfering. Ang kasukasuan ng gripo ay pinutol sa 45 °. Papayagan ng bevel upang matiyak ang pinaka masikip na akma ng mga elemento at ang kanilang pangkabit.
- Coupling assembly. Ang clutch ay konektado sa isang mapagkukunan ng kuryente. Matapos itong pinainit sa isang paunang natukoy na temperatura, ang isang bahagi (mandrel) ng manggas ay ilagay sa pipe, at ang iba pang dulo (manggas) ay konektado sa pangalawang outlet ng pipe.
Ang isang pangunahing kondisyon para sa pagsasagawa ng hinang electrofusion ay upang matiyak na ang mga sangkap ay mananatiling nakatigil sa oras ng pag-init at solidification.Kapag pinalalalim ang sanga ay yumuko sa lukab ng isang pinainit na pagkabit, mahalaga na maisagawa ang gawain nang mabilis, ngunit nang maingat hangga't maaari upang hindi mababad ang polyethylene.

Kapag pinalalalim ang mga segment sa pagkabit ng lukab, maghanda para sa likidong plastik na unti-unting lumabas mula sa ilalim nito. Matapos makumpleto ang trabaho, nananatili lamang ito upang alisin ang pagkabit, at itabi ang konektadong pipeline sa isang solidong ibabaw upang ayusin ito sa nais na posisyon.
Matapos matunaw ang matunaw sa kantong, makikita ang isang crimp clamp na mahigpit na umaangkop sa pipe.
Ngunit ang pagpili ng pamamaraang ito, ito ay nagkakahalaga ng pagsasaalang-alang na ang mga plastik na tubo ay hindi naiiba sa mataas na katigasan. At samakatuwid, na may malakas na panloob na presyon, ang nilikha na seam ay maaari lamang magkahiwalay. Ang isang koneksyon ng pagkabit ay hindi ang pinakamahusay na solusyon para sa pag-aayos ng mga komunikasyon sa pagpainit at paglikha ng mga sanga para sa hugasan.
Pagtatasa ng mga kalakasan at kahinaan ng iba mga pamamaraan para sa mga welding na mga tubo ng HDPE Ang artikulo ay nakatuon sa mga nilalaman ng kung saan pinapayuhan ka naming basahin.
Mga pamamaraan ng koneksyon na maaaring matanggal
Kung isasaalang-alang namin ang mga pagpipilian para sa mga nabubuong koneksyon, ipinatupad ang mga ito gamit ang mga flanges at mga fittings ng compression. Sa mahigpit na pagmamasid sa pag-install, lumiliko silang maaasahan tulad ng mga nilikha sa pamamagitan ng paggamit ng isang welding machine.
Anumang uri ng hindi masasamang koneksyon ay nagsasama ng isang nababanat na bahagi. Kapag crimping gamit ang isang tool ng compression, pinupuno nito ang lahat ng mga voids sa magkasanib na lugar, sa gayon ay tinatanggal ang mga pagtagas.
Paggamit ng mga fittings mula sa HDPE
Upang maipatupad ang pamamaraang ito, ginagamit ang mga compression fittings, na kung saan ay mga shaft, na pupunan ng mga panlabas na mga thread sa magkabilang panig.
Nagagawa nilang sumali sa mga tubo, na nagbibigay ng isang mahigpit na koneksyon na may mataas na pagganap ng sealing. Sa kasong ito, ang isang gumugol na koneksyon ay hindi magiging mahirap sa anumang oras upang alisin upang mabago ang pagsasaayos ng highway o upang gumawa ng mga kagyat na pag-aayos.

Ang pagkakasunud-sunod ng mga hakbang upang makakuha ng angkop na koneksyon:
- Sa handa na mga dulo ng parehong mga tubo na inilalagay sa isang spacer singsing na gawa sa polyurethane o goma. Ang panlabas na lapad ng singsing ay dapat na katumbas ng panloob na laki ng mga sumali na mga tubo.
- Ang mga dulo ay nilagyan ng isang nut nut at dalawang compression washers. Ang unang tagapaghugas ay idinisenyo upang mapawi ang singsing ng spacer, ang pangalawa ay dinisenyo upang higpitan ang nut na kamag-anak sa dulo ng pipe.
- Ang kasukasuan ay sumali ayon sa prinsipyo na "pipe - fitting - pipe". Upang madagdagan ang pagiging maaasahan, pinindot ito laban sa paghinto sa magkabilang panig na may isang nut nut.
Upang tipunin ang mga naka-mount na bahagi, ginagamit ang isang espesyal na susi. Ang mga clamping nuts ay hindi naka-unsure sa pagkonekta ng mga kabit.

Ang pangunahing bentahe ng pamamaraang ito ng koneksyon ay maginhawa upang maisagawa kahit na may isang makabuluhang pagbaba sa ambient temperatura. Habang ang hangganan ng mga welded joints ay hindi mas mababa sa + 5 ° С.
Ang isang malawak na hanay ng mga elemento ng pagkonekta na may iba't ibang mga diameters ay posible upang mangolekta ng anumang mga kable, na ginagawa ang mga kinakailangang sanga sa pipeline.
Sa pamamagitan ng pag-install ng flange
Ang uri ng koneksyon ng flange ay pinili kung kinakailangan upang ikonekta ang PND ng pipeline sa mga tubo ng bakal. Sa tulong ng mga flanges ay maginhawa upang kumonekta ang mga balbula, regulator at mga valve ng gate sa mga haywey.

Para sa pag-install sa mga polyethylene pipe, ginagamit ang mga flanges na sumunod sa GOST 12882.80. Mayroon silang isang pinalawak na panloob na lapad.
Ang pag-install ng flange ay isinasagawa sa mga sumusunod na pagkakasunud-sunod:
- Sa isang dulo ng thread ng komunikasyon ay isinasagawa.
- Ang elemento ay screwed sa thread.
- Ang isang outlet ng konektadong pipe ay inilalagay sa elemento.
- Ang kasukasuan ay pinainit sa isang pagkabit o isang hair dryer.
Bago ilagay ang flange, kinakailangan upang suriin ito para sa matalim na mga protrusions at barbs na maaaring makapinsala sa pagtatapos ng polyethylene pipe.
Paano yumuko o ituwid ang isang produkto?
Ang mga pipa ng polyethylene ay magagamit para ibenta sa tuwid na mga seksyon na 12-metro o sa anyo ng mga solidong produkto na sugat sa paligid ng mga malalaking baybayin. Ang pagiging baluktot, ang mga produkto ay kumukuha ng anyo ng mga singsing at mga deform. Bago mo ituwid o ibaluktot ang deformed HDPE pipe, dapat itong pinainit.

Ang low-pressure polyethylene ay sikat sa magandang pagkalastiko nito. Ngunit nawala ang ari-arian na ito sa isang temperatura ng pag-init sa itaas + 80 ° C. Ginagamit ang sandaling ito kung kinakailangan upang baguhin ang pagsasaayos ng produkto.
Ngunit ito ay nagkakahalaga ng pag-alala na para sa pagpapalawak o baluktot, ang temperatura ay maaaring itaas lamang sa isang maikling panahon. Pagkatapos ng lahat, ang isang polyethylene pipe ay kabilang sa kategorya ng mga materyales sa gusali, na, kung ang temperatura ay nilabag, maaaring masira.
Pangkalahatang-ideya ng mga pamamaraan ng extension ng pipe
Ituwid ang pipe, alisin ang mga creases na naganap sa panahon ng pag-iimbak at transportasyon nito, ang pinakamadaling paraan ay pagkatapos ng magaan na pag-init ng produkto. Kung ang kapalit o pag-aayos ng pipeline ay isinasagawa sa tag-araw, kapag ang mga sinag ng araw ay kasing init hangga't maaari, maaari mong gamitin ang mga ito upang makamit ang gawain.

Ang UV ray ay hindi mapalala ang mga parameter ng pagpapatakbo ng polyethylene, ngunit sa parehong oras maaari nilang mapahina ang mga dingding ng produkto nang ilang sandali. Kailangan mo lang ayusin ang pinalambot na pipe kasama ang isang mahigpit na suporta o dingding, o itabi ito sa isang pre-utong trench. Bago mo ituwid ang isang curved HDPE pipe sa lupa, kailangan mong palayain ang lugar.
Kung kailangan mong gawin ang gawain sa taglamig, gumamit ng mainit na tubig upang mapainit ang produkto. Ngunit ang pamamaraang ito ay epektibo para sa mga tubo na ang sukat ay hindi lalampas sa 50 mm. Bilang isang tulong upang ituwid, maaari mong gamitin ang mga riles ng metal at gawa sa tisa. Sa anumang kaso: ang mas maikli ang haba ng produkto, mas madali ito gagana.
Epektibong pamamaraan para sa baluktot ng workpiece
Kung ang kabaligtaran na sitwasyon ay lumitaw kung kinakailangan upang yumuko ang pipe ng HDPE, ginagamit ang lahat ng parehong paggamot sa init.
Upang magpainit, ang mga pamamaraan na ito ay ginagamit:
- pumutok ng mainit na air blower ng konstruksyon;
- magpainit ng mga pader ng produkto ng isang gas burner;
- palibutan ang ibabaw ng tubig na kumukulo.
Upang gawing simple ang baluktot na pamamaraan, mas mahusay na bumuo ng isang frame ng paghuhulma. Ang frame, ang laki ng kung saan ay tumutugma sa diameter ng baluktot na pipe, ay maaaring gawin mula sa ordinaryong mga sheet ng fiberboard. Upang maging maayos ang ibabaw ng frame, buhangin ito ng isang piraso ng papel de liha.
Upang ibaluktot ang PND pipe na may isang hairdryer, ang gawain ay isinasagawa sa mga sumusunod na pagkakasunud-sunod:
- Ang ginagamot na lugar ay pinainit sa isang hairdryer ng konstruksiyon.
- Ang pinalambot na billet ay inilibing sa frame ng paghuhulma.
- Dahan-dahang yumuko ang pipe nang hindi nag-aaplay ng labis na puwersa upang ang produkto ay hindi masira sa liko.
Ang pagkakaroon ng nilikha ang kinakailangang anggulo ng baluktot, kinakailangan na iwanan ang produkto upang makumpleto ang paglamig at pagkatapos ay alisin ito mula sa frame.

Isang mahalagang punto: habang pinapainit ang tubo, dapat kang sumunod sa "gintong kahulugan". Kung ang ibabaw ay hindi sapat na pinainit sa oras ng baluktot, maaaring masira ang pipe. Kung, sa oras ng pag-init, ang elemento ng pag-init ay dinala malapit sa produkto, ang polimer ay maaaring mag-apoy.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Matugunan ang mga nuances ng welding at pagproseso ng mga tubo ng HDPE sa mga sumusunod na video.
Video # 1. Paano isinasagawa ang welding ng puwit:
Video # 2. Isang halimbawa ng paglikha ng electrofusion welding:
Video # 3. Pagpipilian sa pagtutuwid ng pipe:
Kapag pumipili ng isang pamamaraan para sa pagkonekta at pag-align ng mga tubo ng polyethylene, dapat isaalang-alang ang antas ng presyon ng daluyan ng nagtatrabaho. Mapapaliit nito ang negatibong epekto ng mga pagmamanipula sa pipeline sa mga teknikal na katangian nito.
Alam mo ba ang mga teknolohiyang nuances ng pagsali sa mga tubo ng polyethylene na hindi inilarawan sa artikulo? Kung ang personal na karanasan sa pagtatayo ng mga pipeline ng HDPE, na nais mong ibahagi sa mga bisita sa site at sa amin? Mangyaring sumulat ng mga puna sa bloke sa ibaba, mag-post ng larawan, magtanong tungkol sa paksa ng artikulo.
 Ang pag-install ng DIY ng polypropylene pipes: teknolohiya para sa pagtatrabaho sa PP piping
Ang pag-install ng DIY ng polypropylene pipes: teknolohiya para sa pagtatrabaho sa PP piping  Paano makagawa ng isang upuan mula sa mga tubo ng polypropylene gamit ang iyong sariling mga kamay: mga tagubiling hakbang-hakbang para sa pagmamanupaktura
Paano makagawa ng isang upuan mula sa mga tubo ng polypropylene gamit ang iyong sariling mga kamay: mga tagubiling hakbang-hakbang para sa pagmamanupaktura  Paano yumuko ang isang pipe ng profile gamit ang iyong sariling mga kamay nang walang mga espesyal na tool
Paano yumuko ang isang pipe ng profile gamit ang iyong sariling mga kamay nang walang mga espesyal na tool  Ang pag-install ng pipe ng DIY tanso: teknolohiya ng pag-install ng pipe ng tanso
Ang pag-install ng pipe ng DIY tanso: teknolohiya ng pag-install ng pipe ng tanso  Ang pag-install ng Do-it-yourself ng mga plastik na tubo: teknolohiya ng koneksyon at mga halimbawa ng mga kable
Ang pag-install ng Do-it-yourself ng mga plastik na tubo: teknolohiya ng koneksyon at mga halimbawa ng mga kable  Ang mga DIY crafts mula sa mga tubo ng propylene: ang mga pagpipilian sa homemade na do-it-yourself
Ang mga DIY crafts mula sa mga tubo ng propylene: ang mga pagpipilian sa homemade na do-it-yourself  Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina
Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina  Ang pinakamahusay na mga washing machine na may dryer: rating ng modelo at mga tip sa customer
Ang pinakamahusay na mga washing machine na may dryer: rating ng modelo at mga tip sa customer  Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan
Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan  Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan
Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan 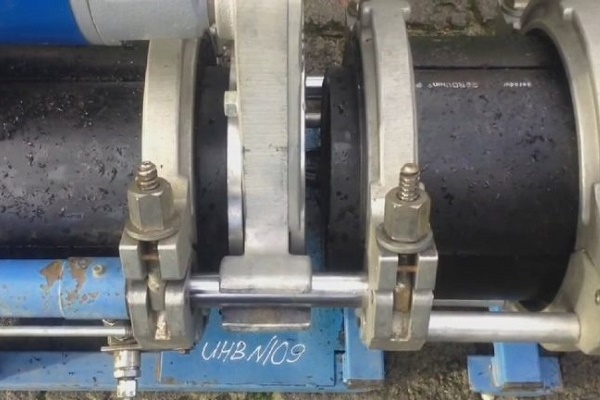{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}