Soldering ng mga tubo ng tanso: pagsusuri sa sunud-sunod na pagsusuri ng trabaho at praktikal na mga halimbawa

Sinusubukan ng mga tagagawa ng bahay na magawa ang pagtatayo at pagkumpuni sa kanilang sarili, na nagbibigay-daan hindi lamang upang i-save ang badyet ng pamilya, kundi maging ganap na tiwala sa resulta ng kalidad. Samakatuwid, kailangan nilang makabisado ang mga bagong pamamaraan at teknolohiya - tulad ng mga pipa ng tanso na panghinang.
Sasabihin namin sa iyo kung paano magtipon at kumonekta ng mga komunikasyon mula sa mga tubo ng tanso. Dito mo malalaman kung anong mga consumable at tool ang kakailanganin ng performer. Ang mga kapaki-pakinabang na kasanayan, kahit na sa pang-araw-araw na buhay, ay gagawing posible na nakapag-iisa na mag-ipon ng mga pipeline na may mahusay na mga katangian ng pagpapatakbo.
Ang nilalaman ng artikulo:
Soldering Copper: Bakit Dapat Nalaman Ito
Ang mga pipeline ng Copper ay bihirang ginagamit sa pagsasanay. Ang dahilan para dito ay sa halip mataas na halaga ng mga materyales. Gayunpaman, ang mga pipeline ng tanso ay nararapat na itinuturing na pinakamahusay.
Ang metal na ito ay higit sa lahat ng iba pang mga materyales sa paglaban ng init, kakayahang umangkop at tibay. Pag-init ng mga tubo na tanso pagkatapos ng pagpupulong, maaari itong ibuhos sa kongkreto, nakatago sa mga dingding, atbp. Sa panahon ng operasyon, walang mangyayari sa kanila.

Dapat itong isaalang-alang kapag pumipili ng isang materyal para sa pag-aayos ng pag-init o supply ng tubig. Ang pagbibilang sa pang-matagalang operasyon, ang mas mataas na gastos ay ganap na naibalik. Bilang karagdagan sa mahusay na pagganap na mayroon ang tanso, madali itong mai-install. Ang "Nakakatakot na Tale" tungkol sa mga paghihirap sa paghihinang ay madalas na pinalalaki.
Ang Copper ay sapat na simple sa panghinang. Ang ibabaw nito ay hindi nangangailangan ng paggamit ng mga agresibong paglilinis ng mga ahente.Maraming mga metal na natutunaw na may mataas na pagdirikit, na pinapasimple ang pagpili ng panghinang.
Hindi kinakailangan ang mahal na mga flux ng tanso, dahil walang marahas na reaksyon na may oxygen na nangyayari habang natutunaw ang metal. Sa proseso ng paghihinang, ang pipe ay hindi nababago, ang hugis at sukat nito ay mananatiling hindi nagbabago. Ang nagreresultang seam ay maaaring ma-unzip kung kinakailangan.
Mga paraan sa mga bahagi ng panghinang na tanso
Ang paghihinang ay itinuturing na pinakamahusay na pamamaraan para sa pagsali sa mga bahagi ng tanso. Sa panahon ng operasyon, ang tinunaw na panghinang ay pumupuno ng isang maliit na puwang sa pagitan ng mga elemento, na bumubuo ng isang maaasahang koneksyon.
Ang dalawang pamamaraan para sa paghahanda ng naturang mga compound ay pinaka-karaniwan. Ito ay isang mataas na temperatura at mababang temperatura na paghihinang capillary. Tingnan natin kung paano sila naiiba sa bawat isa.
Mga Tampok na Mataas na temperatura
Sa kasong ito, ang proseso ng pagkonekta ng mga elemento mula sa tanso ay nagaganap sa isang temperatura na lumampas sa +450 degree. Ang panghinang ay napiling mga compound, ang batayan ng kung saan ay pantay na refractory metal: pilak o tanso.
Nagbibigay sila ng isang malakas na tahi, lumalaban sa pinsala sa makina at mataas na temperatura. Ang ganitong compound ay tinatawag na solid.

Ang isang tampok ng tinatawag na solidong brazing ay ang pagsasama ng metal, ito ay humahantong sa paglambot nito. Samakatuwid, upang mabawasan ang pagkawala ng mga katangian ng lakas ng tanso, kinakailangan upang palamig ang natapos na pinagsamang lamang nang natural, nang hindi gumagamit ng artipisyal na pamumulaklak o pagbaba ng bahagi sa malamig na tubig.
Ang isang solidong magkasanib ay ginagamit para sa mga tubo na may diameter na 12 hanggang 159 mm. Ginagamit ang mataas na temperatura ng pagsabog upang ikonekta ang mga tubo ng gas.
Sa pagtutubero, ginagamit ito sa pagpupulong ng mga tubo ng tubig para sa pagsasama ng monolithic ng mga bahagi na ang lapad ay lumampas sa 28 mm. Bilang karagdagan, ang naturang koneksyon ay ginagamit sa mga kaso kung saan ang temperatura ng likido na nagpapalipat-lipat sa mga tubo ay maaaring lumampas sa +120 degree.
Ginagamit din ang mataas na paghihinang temperatura para sa pagpupulong ng mga sistema ng pag-init. Ang kalamangan nito ay isinasaalang-alang na ang posibilidad ng pag-aayos ng isang outlet mula sa isang dating naka-mount na sistema nang walang paunang pagtatanggal nito.
Maliit na temperatura paghihinang sa detalye
Ang malambot o mababang temperatura na paghihinang ay tumutukoy sa koneksyon ng mga bahagi ng tanso, kung saan ginagamit ang isang temperatura sa ibaba + 450 ° C. Sa kasong ito, ang mga malambot na fusible na metal, halimbawa, lata o tingga, ay pinili bilang panghinang.
Ang lapad ng tahi na nabuo ng naturang paghihinang ay maaaring magkakaiba mula 7 hanggang 50 mm. Ang nagreresultang compound ay tinatawag na malambot. Ito ay hindi gaanong matibay kaysa sa solid, ngunit mayroon itong isang bilang ng mga makabuluhang pakinabang.

Ang pangunahing pagkakaiba ay na sa panahon ng proseso ng paghihinang, ang pagnanasa ng metal ay hindi nangyayari. Alinsunod dito, ang lakas nito ay nananatiling pareho.
Bilang karagdagan, ang temperatura sa panahon ng mababang temperatura ng pagkahumaling ay hindi kasing taas ng sa panahon ng mataas na temperatura ng pagkahumaling. Samakatuwid, ito ay itinuturing na mas ligtas. Ang tinatawag na malambot na mga kasukasuan ay ginagamit upang mag-ipon ng mga tubo ng maliit na diameter: mula 6 hanggang 108 mm.
Sa pagtutubero ng mababang mga koneksyon sa temperatura mga tubo ng tanso Ginagamit ang mga ito para sa pag-install ng mga mains ng tubig at mga network ng pag-init, ngunit sa kondisyon na ang temperatura ng likidong nagpapalipat-lipat sa kanila ay mas mababa sa +130 degree. Para sa mga pipeline ng gas, ang paggamit ng ganitong uri ng koneksyon ay mahigpit na ipinagbabawal.
Ano ang kailangan sa proseso?
Upang makagawa ng de-kalidad na mga kasukasuan, kakailanganin mo ang mga espesyal na materyales at tool. Una sa lahat, ang isang pagkilos ng bagay ay kinakailangan upang maproseso ang dating malinis na ibabaw ng mga bahagi. Tinatanggal nito ang mga oxides mula sa base, pinapabuti ang pagkakalat ng tinunaw na panghinang at binabawasan ang pag-igting sa ibabaw.
Bilang karagdagan, kakailanganin mo rin nagbebenta para sa pagtatrabaho sa tanso. Para sa mataas na temperatura ng hinang, napili ang isang materyal na hindi kasama ang tingga. Ang packaging ay dapat na may label na "lead free" o "free lead".
Para sa paghihinang sa mababang temperatura, ang isang panghinang na mababa ang natutunaw, kung saan ang lata, tanso, bismuth, pilak ay maaaring naroroon. Ang uri ng mababang uri ng temperatura ay magagamit sa anyo ng isang 3 mm wire.

Para sa trabaho, kakailanganin mo ang mga tool. Una sa lahat, putol na pamutol. Gamit ito, posible na kunin ang mga detalye ng nais na laki. Mahalagang pumili ng isang de-kalidad na tool upang ang malambot na materyal, na tanso, ay hindi nag-jam.
Kinakailangan din ang isang chamfer upang matanggal ang mga burr. Kung hindi, imposibleng magpasok ng isang bahagi sa isa pa. Upang linisin ang panloob na ibabaw ng mga tubo, ginagamit din ang isang brush o brush.

Upang painitin ang mga elemento ng tanso gamit ang iba't ibang mga tool. Karamihan sa madalas, para sa mababang temperatura na paghihinang pumili gasolinapagkakaroon ng isang makitid na siga.
Ang kagamitan sa gas sa kasong ito ay gumagana mula sa isang silindro na may halo ng propane at butane o may purong butane. Ang isa sa gayong refueling ay sapat para sa 3-4 daan-daang mga kasukasuan.
Ang aparato ay mahusay na gumagana, kapag pinainit ng burner, ang pipe ay nagpapainit sa loob ng ilang segundo. Ang paghihinang na may mataas na temperatura ay isinasagawa gamit ang propane-oxygen o acetylene-air gas mixtures.
Bilang karagdagan, ang paghihinang ay maaaring isagawa gamit ang isang espesyal na de-koryenteng bakal na paghihinang, na idinisenyo upang gumana sa mga bahagi na gawa sa tanso. Ang aparato ay may kakayahang magtrabaho sa kapwa mahirap at malambot na mga nagbebenta. Ang paghihinang iron ay konektado sa network at ginagamit kung saan imposibleng magtrabaho kasama ang bukas na apoy. Ang aparato ay nilagyan ng clamping pliers at naaalis na mga electrodes.
Bilang karagdagan sa mga tool na ito para sa pag-install ng pipeline kakailanganin mo ang isang marker o lapis, sukatan ng tape, martilyo at antas ng konstruksiyon.
Teknolohiya ng nakasisigaw
Ang pagkakaroon ng paghahanda ng mga tool at materyales, maaari mong simulan ang proseso ng paghihinang. Ginagawa namin ang lahat ng mga operasyon sa sumusunod na pagkakasunud-sunod:
Gupitin ang bahagi ng kinakailangang haba
Ang iba't ibang mga tool ay maaaring magamit upang i-cut ang mga tubo ng tanso. Ang pinaka-karaniwang ginagamit na manu-manong pamutol ng pipe. Upang gawin ang hiwa kahit na, hawakan namin ang pipe lamang patayo sa tool.
Niyakap namin ang bahagi sa pagitan ng roller at blade at paikutin ang pipe cutter sa paligid nito. Matapos ang bawat rebolusyon, huwag kalimutang higpitan ang pagsasaayos ng bolt ng halos isang third ng isang rebolusyon. Kapag gumagamit ng isang pipe cutter, ang cut ay magiging kahit na, ang pagmamarka ay lilitaw lamang sa loob ng pipe.

Ngunit sa parehong oras, ang diameter ng produkto ay bahagyang bumaba, na hindi kanais-nais. Maaari mong maiwasan ang pagpapapangit ng bahagi kung gupitin mo ito sa isang hacksaw. Ngunit sa kasong ito, magkakaroon ng maraming mga burr, na kailangang itapon, at kakailanganin mong gumamit ng isang template upang mabawasan ang pagbawas ng hiwa.
Ang pagdurog o ovalization ng pipe cut ay hahantong sa hindi kasiya-siyang mga kahihinatnan, dahil kakailanganin nilang baguhin ang laki ng mounting gap. Ang halaga nito ay dapat na nasa saklaw ng 0.02-0.4 mm. Kung ang agwat ay mas mababa, ang nagbebenta ay hindi makakapasok dito. Sa isang pagtaas sa agwat, ang epekto ng maliliit na ugat ay hindi maipakita ang sarili.
Bilang isang resulta ng pagputol, ang isang bahagi ay dapat makuha sa isang mahigpit na cylindrical end na may isang minimum cut cut. Siguraduhing alisin ang mga burr mula sa bahagi, linisin ang panloob na ibabaw nito na may isang brush at i-degrease ito. Katulad nito, pinuputol namin ang pangalawang fragment ng pipe. Kumuha kami ng isang pipe expander at sa tulong ng isang martilyo pinatataas namin ang diameter ng pangalawang pipe.

Suriin namin kung paano magkasya ang mga bahagi sa isa't isa, sinusuri namin ang mga sukat ng nagresultang mounting gap. Dapat itong eksaktong tumugma sa pamantayan. Nililinis namin at binabawasan ang pangalawang bahagi. Ang operasyon ay isinasagawa sa buong seksyon ng cross ng pipe, tandaan na ang haba ng koneksyon ay dapat na katumbas ng diameter ng bahagi.
Mag-apply ng flux sa ibabaw ng pipe
Ayon sa mga patakaran ng teknolohiya paghihinang mga tubo ng tanso, mag-apply ng isang flux layer sa mga bahagi. Kinukuha namin ang komposisyon at may isang brush na malumanay na inilalapat ito sa panlabas na ibabaw ng pipe, na magiging nasa loob ng koneksyon.
Maingat na isinasagawa namin ang operasyon.Sinusubukan naming mangolekta ng minimum na halaga ng solusyon at ganap na ipamahagi ito sa bahagi. Ang labis na pagkilos ay hindi dapat manatili sa ibabaw.
Ikinonekta namin ang mga bahagi bago paghihinang
Kapag ang pagkilos ng bagay ay inilalapat sa mga bahagi, dapat silang konektado. Dapat itong gawin nang sapat nang mabilis upang ang mga partikulo ng kontaminasyon ay hindi makakuha sa isang mamasa-masa na ibabaw. Kung nagtatrabaho kami sa isang angkop o may isang kampanilya, gumawa kami ng isang kumpletong koneksyon ng mga elemento.
Upang gawin ito, paikutin ang mga ito sa lahat ng paraan. Sa proseso ng pag-ikot, ang mga bahagi hindi lamang "snap" sa lugar, kundi pati na rin ang pagkilos ng tao ay ipinamamahagi nang pantay-pantay hangga't maaari sa buong pag-mount ng puwang.

Ang pag-iwan ng pagkilos ng bagay sa mga bahagi ay ipinagbabawal, dahil ito ay isang agresibong komposisyon ng kemikal.
Ang paghihinang ng isang gripo na may fitting batay sa isang singsing ng compression ay isinasagawa sa sumusunod na pagkakasunud-sunod:
Compound form sa mababang temperatura paghihinang
Kapag gumagawa ng isang malambot na pinagsamang, fusible na panghinang at mababang temperatura na pagkilos ay sapilitan. Para sa pagpainit, maaari kang kumuha ng isang pamantayan o maliit na gas burner, na sinisingil ng isang halo ng propane na may hangin o propane na may butane at hangin. Maaari kang kumuha ng isang espesyal na de-koryenteng bakal na paghihinang.
Kinukuha namin ang burner, i-on ito at idirekta ang siga sa pipe joint. Ang lugar ng pakikipag-ugnay sa pagitan ng apoy at bahagi ay dapat na palaging ilipat. Ito ay kinakailangan upang ang mga elemento ay pinainit nang pantay. Kumuha kami ng panghinang at paminsan-minsan ay hawakan namin ito sa nakataas na puwang. Sa pamamagitan ng sapat na pagpainit, ang nagbebenta ay nagsisimulang matunaw.

Sa sandaling mangyari ito, isinasama namin ang burner upang pahintulutan ang nagbebenta na punan ang puwang ng capillary. Kung ang nagbebenta ay hindi pa nagsimulang matunaw, magpatuloy na pagpainit. Ang isang tampok ng mababang-temperatura na paghihinang ay na ang panghinang ay hindi espesyal na pinainit. Dapat itong matunaw mula sa init ng pinainitang mga elemento ng tambalan.
Matapos mapuno ang panghinang ng agwat ng capillary, dapat itong pahintulutan na palamig, mas mabuti sa mga likas na kondisyon. Dapat alalahanin na ang nagresultang malambot na kasukasuan ay may mababang lakas, kaya ipinagbabawal na hawakan ito sa mainit na anyo.
Isa pang mahalagang punto. Sa proseso ng paghihinang ito ay napakahalaga na hindi labis na labis na tanso. Kung hindi man, ang pagkilos ng bagay na idineposito sa metal ay babagsak, at, nang naaayon, ay hindi magagawang matunaw at mag-alis ng mga oxides, na malubhang makakaapekto sa kalidad ng compound.
Samakatuwid, pinapayuhan na gumamit ng pagkilos ng bagay na may pulbos na panghinang. Kapag ang temperatura ng bahagi ay sapat na upang mapainit ang panghinang, ang pulbos ay matunaw at makikita mo ang mga patak ng matunaw na nagniningning sa loob ng pagkilos ng bagay.
Kung ang paggamit ng siga para sa anumang kadahilanan ay hindi katanggap-tanggap, ang mga aparato ng paghihinang na pinapatakbo ng koryente ay ginagamit. Ang nasabing kagamitan ay isang hanay ng isang power supply, electric tongs at isang paghihinang bakal.
Ang pamamaraan para sa pagpainit at kasunod na pagbuo ng compound na may isang paghihinang bakal ay hindi naiiba sa isa na inilarawan sa itaas. Ang tanging kweba: maaari itong tumagal ng mas kaunting oras upang ganap na mapainit ang mga bahagi kaysa sa pag-init ng isang burner.
Ang pagbuo ng isang seam kapag nagbebenta ng uri ng mataas na temperatura
Sa proseso ng naturang paghihinang, ang isang gas burner ay ginagamit din upang mapainit ang mga bahagi. Sinisingil ito ng isang halo ng propane na may oxygen o acetylene na may hangin. Posible na gumamit ng isang halo ng acetylene-oxygen.
Inirerekomenda ng mga masters ang pagpainit ng mga bahagi nang pantay at mabilis. Iyon ay, ang proseso ng pag-init ay dapat na maikli. Ang gas na nasusunog sa aparato ay dapat gumawa ng isang maliwanag na asul na siga ng mababang lakas.

Mahusay naming ilipat ang burner kasama ang koneksyon sa hinaharap upang ang pag-init ay pantay hangga't maaari. Kapag ang tanso ay uminit ng halos 750C, makakakuha ito ng isang madilim na kulay ng cherry. Sa puntong ito, maglingkod sa nagbebenta.
Upang mas mapainit ito, maaari mong mapainit ito nang kaunti sa isang burner. Ngunit dapat alalahanin na ang nagbebenta ay dapat matunaw mula sa pinainit na mga bahagi ng koneksyon, at hindi mula sa burner. Sa isip, kinakailangan upang maibigay ang koneksyon sa kaunting pag-init, kung saan agad na matunaw ang nagbebenta at punan ang puwang ng pag-install sa unang pagkakataon.
Marahil hindi ito gagana kaagad, ngunit habang naipon ang karanasan, magiging maayos ang resulta. Matapos ang agwat ay ganap na puno ng panghinang, iwanan ang koneksyon upang palamig. Ang pagpindot sa ito ay hindi inirerekomenda sa oras na ito. Maingat naming punasan ang cooled seam upang mapupuksa ang mga nalalabi na pagkilos ng bagay.
Ang isang detalyadong pagsusuri ng teknolohiya ng brazing na mga pipeline ng tanso gamit ang isang gas burner ibinigay sa artikulo, ang mga nilalaman kung saan ipinapayo namin sa iyo na basahin.
Kaligtasan ng Tube ng Copper
Ang mga masters ng Novice ay interesado sa kung paano tama ang mga tubo ng tanso na may tama, ngunit sa parehong oras kalimutan ang tungkol sa kaligtasan. Hindi ito magagawa. Kailangan mong maunawaan na ang tanso ay nailalarawan sa pamamagitan ng mataas na thermal conductivity, kaya hindi mo maaaring hawakan ang mga bahagi sa iyong mga kamay nang walang proteksyon.
Pagkamamalayan at kawalang-ingat sa pagpupulong ng pipe ng tanso maaaring magresulta sa isang thermal burn. Ang mga maliliit na item hanggang sa 0.3 m ang haba ay kukuha lamang ng mga proteksyon na guwantes o gaganapin sa mga pinples.
Kailangan din ang pag-iingat kapag nagtatrabaho sa pagkilos ng bagay. Ito ay isang napaka agresibong komposisyon. Kung sa panahon ng paghihinang nakakakuha ito sa balat, dapat mong ihinto agad ang trabaho at hugasan ang pagkilos ng bagay mula sa balat na may maraming tubig na may sabon. Kung hindi, hindi lamang isang thermal, kundi pati na rin isang paso ng kemikal ay maaaring lumitaw sa balat.

Ang damit para sa trabaho ay kailangang mapili nang maayos. Ang mga sintetikong tela ay ganap na hindi angkop. Ang artipisyal na hibla ay napaka-sensitibo sa mataas na temperatura. Madali itong natutunaw at nagpapagaan ng ilaw, kaya para sa trabaho mas mahusay na pumili ng mga siksik na damit na gawa sa natural na koton.
Isa pang mahalagang punto. Kapag pinainit ang mga bahagi, nagsisimula nang masunog ang pagkilos ng bagay. Mapanganib ang kanyang mga mag-asawa sa mga tao. Para sa kadahilanang ito, ang silid kung saan isinasagawa ang pagbubungkal ng mga tubo ng tanso ay dapat na maayos na maaliwalas.
Pinapayuhan ng mga bihasang manggagawa ang mga unang nagsimulang paghihinang sa unang pagsasanay sa mga tubo ng trimming. Ipinakita ng kasanayan na pagkatapos ng tatlo o apat na nakapag-iisa na nakapag-iisang koneksyon, posible na kunin ang pag-install ng pipeline. Sa kasong ito, ipinapayong i-ipon ang system sa sahig at pagkatapos ay magpatuloy lamang sa paghihinang.
Ang natapos na pipeline ay dapat na hugasan nang maayos sa malinis na mainit na tubig upang maalis ang panghinang at pagkilos ng bagay mula sa loob ng mga bahagi.
Ang pangunahing pagkakamali na ginawa kapag paghihinang
Ang proseso ng paghihinang mga tubo ng tanso ay medyo simple, ngunit nangangailangan ng ilang karanasan. Ang mga nagsisimula ay madalas na nagkakamali sa trabaho.
Isaalang-alang ang mga pangunahing:
- Ang pagkakaroon ng mga depekto sa ibabaw ng mga konektadong bahagi.Ang nasabing mga bahid ay maaaring lumitaw sa proseso ng pagputol ng pipe. Kung ang paghihinang ay isinasagawa sa ibabaw ng depekto, ang tahi ay magiging marupok.
- Ang polusyon sa kantong ng mga elemento. Ang mga bahagi ay dapat mabawasan pagkatapos ng pagputol at paglilinis.
- Hindi sapat na lapad ng mounting gap. Ayon sa mga patakaran, para sa mga bahagi na may isang seksyon ng krus mula 6 hanggang 108 mm, ang mga sukat ng agwat ay dapat na mula 7 hanggang 50 mm.
- Hindi sapat na pag-init ng mga bahagi. Sa kasong ito, ang nagbebenta ay hindi magagawang maayos na magkasama sa base. Ang nasabing isang tahi ay madaling mabagsak kahit sa ilalim ng magaan na pagkarga.
- Ang pagkilos ng bagay ay hindi sumasakop sa buong ibabaw ng pipe. Ang mga oxygen ay nananatili sa ibabaw ng bahagi, na negatibong nakakaapekto sa kalidad ng tahi.
- Ang sobrang init ng seksyon ng koneksyon. Humahantong ito sa pagkasunog ng pagkilos ng bagay at pagbuo ng oxide at scale. Bilang isang resulta, ang kalidad ng koneksyon ay lumala nang masakit.
- Suriin para sa isang malamig na koneksyon. Bago suriin ang kalidad ng tahi, kailangan mong tiyakin na ang pipa ay lumalamig. Kung hindi man, ang kasukasuan ay hindi maiiwasang mai-deform at mawalan ng lakas.
- Hindi papansin ang mga patakaran sa seguridad. Ang pagbubungkal ay isinasagawa sa mataas na temperatura at paggamit ng mga agresibong kemikal. Kinakailangan ang proteksyon ng damit, maskara at guwantes.
Marahil ay magiging mahirap para sa isang master ng baguhan na nakapag-iisa na matukoy ang antas ng pag-init ng mga bahagi, pagkatapos ito ay nagkakahalaga ng pag-anyaya sa isang propesyonal at gawin ang mga unang koneksyon sa ilalim ng kanyang gabay.
Ipakikilala niya ang mga pamamaraan ng pagbubuo ng mga circuit ng pag-init mula sa mga tubo ng tanso susunod na artikulona inirerekumenda namin na pamilyar ka sa iyong sarili.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Maaari mong malaman ang mas kawili-wiling impormasyon tungkol sa mga pipa ng paghihinang tanso mula sa mga sumusunod na video.
Video # 1. Mga tampok ng mataas na temperatura ng pagkasunog ng tanso:
Video # 2. Paano maglagay ng fittings ng tanso:
Video # 3. Ano ang mga paghihinang flux:
Ang mga pipa ng tanso na tubo sa iyong sarili ay isang kapaki-pakinabang na kasanayan na tiyak na darating para sa isang master ng bahay. Ang mga tubo na gawa sa tanso ay napakatagal at walang problema. Ibinigay sa halip na mataas na gastos ng naturang mga bahagi, ang pagpupulong sa sarili ay maaaring makabuluhang makatipid at makakuha ng isang de-kalidad na pipeline sa isang napaka-makatwirang presyo.
Mayroon ka bang personal na karanasan sa pagkonekta ng mga tubo ng tanso sa pamamagitan ng paghihinang? Marahil mayroon kang kaalaman sa mga nuances ng trabaho? Mangyaring sumulat ng mga puna sa bloke sa ibaba, magtanong, magbahagi ng iyong opinyon at larawan sa paksa ng artikulo.
 Ang mga pipa ng polypropylene pipe: mga panuntunan sa trabaho at pagsusuri ng mga posibleng pagkakamali
Ang mga pipa ng polypropylene pipe: mga panuntunan sa trabaho at pagsusuri ng mga posibleng pagkakamali  Ang mga tubo ng tanso na pangbalanse na may gas burner: kapaki-pakinabang na mga tip at hakbang para sa paghihinang sa sarili
Ang mga tubo ng tanso na pangbalanse na may gas burner: kapaki-pakinabang na mga tip at hakbang para sa paghihinang sa sarili  Ang pag-install ng pipe ng DIY tanso: teknolohiya ng pag-install ng pipe ng tanso
Ang pag-install ng pipe ng DIY tanso: teknolohiya ng pag-install ng pipe ng tanso  Pagkonekta ng mga tubo ng tanso: mga tagubilin at paghahambing ng iba't ibang mga teknolohiya sa pag-install
Pagkonekta ng mga tubo ng tanso: mga tagubilin at paghahambing ng iba't ibang mga teknolohiya sa pag-install  Paano mag-crash sa isang plastik na pipe: mga tampok ng trabaho at pagsusuri ng lahat ng mga mahalagang mga nuances
Paano mag-crash sa isang plastik na pipe: mga tampok ng trabaho at pagsusuri ng lahat ng mga mahalagang mga nuances  PVC pipe hanger: mga sikat na pagpipilian + sunud-sunod na pagtuturo
PVC pipe hanger: mga sikat na pagpipilian + sunud-sunod na pagtuturo  Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina
Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina  Ang pinakamahusay na washing machine na may dryer: modelo ng rating at mga tip sa customer
Ang pinakamahusay na washing machine na may dryer: modelo ng rating at mga tip sa customer  Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan
Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan  Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan
Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan 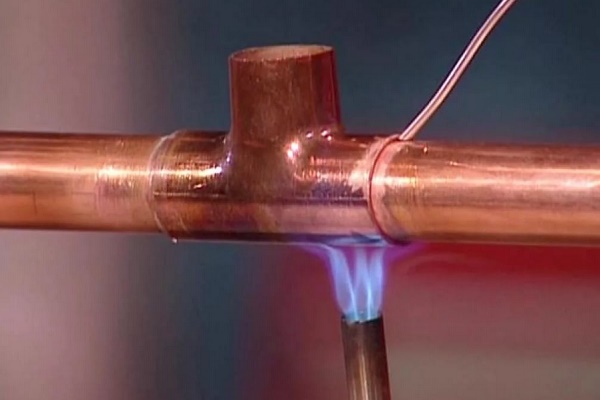{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sobrang bihira kong makitungo sa mga tubo ng tanso, kakaunti lang ang gumagamit nito, mas pinipili ang mas mura at mas utilitarian na plastik. Ngunit nakita ko ang gayong mga tubo sa mga bahay na sinasabing piling tao. Nararapat silang magkasya sa interior. At nagkaroon din ako ng pagkakataon na maibenta ang mga ito. Masasabi ko mula sa personal na karanasan na upang maisagawa ang gawaing ito ay parehong hindi kumplikado at mayroong mga nuances.
Ang tanso ay isang tumutugon na metal; sa sarili nito ay hindi ito magiging sanhi ng iyong mga problema. Ngunit kung ikaw mismo ay nagkakamali, pagkatapos pagkatapos ng ilang oras ang daloy ng iyong paghihinang ay dumaloy. Sa lahat na biglang nakatagpo ng pangangailangan na magbenta ng isang pipe ng tanso, una sa lahat sasabihin ko - huwag maging tamad at huwag mag-ekstrang oras para sa paghahanda sa trabaho! Ang isang mahusay na pagsisimula ay kalahati ng labanan.
Masamang degrease - dadaloy ito. Ang pagtapon ng masama ay pareho. Pangalawa: katamtaman ngunit sapat na pagkilos ng bagay. Ikinalulungkot mong dumadaloy ito. Overdo ito - kumuha ng isang pangit na lugar ng mga adhesions.Pangatlo: karampatang mga kondisyon ng temperatura. Ang parehong sobrang pag-init at pag-iinit ay pantay na masama. Sa pangkalahatan, kung pupunta ka sa panghinang sa kauna-unahang pagkakataon, pagkatapos ito ay pinakamahusay na makahanap ng isang lugar ng isang piraso ng isang pipe ng tanso at kasanayan, tulad ng sa isang draft. Kasabay nito, kilalanin ang iyong posibleng mga pagkakamali.