كيف تنحني الأنابيب المعدنية: الخفايا التكنولوجية لأداء العمل

وجدت الأنابيب المنحنية بزاوية تطبيقًا في صناعات النفط والكيماويات وهندسة الآلات والأجهزة. لا يكتمل أي مشروع معماري أو مشروع بناء بدونها.
يمكن استخدام جميع أنواع التركيبات للانعطاف ، ولكن بعد ذلك يمكن أن يحدث تسرب ، وأحيانًا يكون هذا غير مقبول لأسباب جمالية. توفر أنابيب الانحناء مظهرًا أكثر جاذبية وموثوقية عالية - وهي عملية لا تنتهك سلامتها.
سنخبرك بالطريقة المثلى لثني أنبوب معدني باستخدام كل من التكنولوجيا الباردة والساخنة. تصف المقالة التي قدمناها تفاصيل أنابيب الانحناء المصنوعة من مواد مختلفة. يتم إعطاء ميزات العمل مع الأنابيب الجانبية والأنابيب المستديرة العادية.
محتوى المقالة:
ملامح عملية الانحناء
كل معدن له خصائصه الخاصة ؛ دون النظر فيها ، من المستحيل إعطاء شكل معقد للمعدن الملفوف. يتأثر أنبوب الانحناء بالقوى الشعاعية والمماسية.
تشوه الأولى القسم ، والأخيرة تساهم في ظهور الطيات. الشرط الرئيسي للنتيجة النهائية هو أن المقطع العرضي للأنبوب يجب أن يبقى دون تغيير ، ويجب ألا يكون هناك تموجات على الجدران. يسمح لك الانحناء بتقليل عدد اللحامات عند وضع خطوط الأنابيب مع جميع أنواع الانحناءات.
طرق ثني الأنابيب
بناءً على زاوية الانحناء المطلوبة وقطر الأنبوب وقطره ، يمكن إجراء الانحناء يدويًا أو باستخدام معدات خاصة. كما يوجد تمييز بين الانحناء الساخن والبارد ، مع ملء تجويف الأنبوب وبدون ملئه.

بعد انتهاء الحمل ، تحدث ظاهرة مثل النابض ، والتي تتناسب طرديًا مع معامل مرونة المادة. يعتمد حجم التشوه المحتمل أيضًا على طريقة الانحناء المطبقة وهندسة الكائن.
تفاصيل التكنولوجيا الساخنة
يتم اختيار هذه الطريقة عندما يكون من الضروري ثني أنبوب بقطر 10 سم أو أكثر. قم بتشويه الأنابيب بطريقة ساخنة ، إما يدويًا أو باستخدام آليات. هناك شيء مثل الحد الأدنى لنصف قطر الانحناء.
يتم تحديد طول منطقة الأنبوب ، الذي يجب تسخينه ، بناءً على قطر الأنبوب وزاوية الانحناء. علاوة على ذلك ، لا يمكن أن يكون التقريب أقل من قطر الأنبوب مضروبًا 3.
جد طول المنطقة الساخنة حسب الصيغة:
L = α x d / 15
في الصيغة: L الطول المطلوب في مم ، α هي زاوية الانحناء بالدرجات ، د هو قطر الأنبوب الخارجي مم ، 15 هو المعامل. لنفترض أن أنبوبًا بقطر 200 مم يجب أن ينحني بزاوية 60 درجة ، ثم L = 60 × 200/15 = 800 مم ، أي 4 أقطار.

لثني الأنبوب ، يجب تسخينه إلى 900 درجة مئوية. درجة الحرارة المثلى لبدء الانحناء هي 760 درجة مئوية ، وفي النهاية - 720 درجة مئوية. عند الحرق ، تتدهور خصائص قوة المادة.
تتضمن عملية الانحناء الساخن عدة عمليات:
- صنع قالب ؛
- تعبئة الرمل
- تعليم المؤامرة
- تدفئة
- الانحناء.
من أجل عدم تشويه قسم الأنابيب وعلى جزءه الداخلي في مكان الانحناء ، لا تتشكل الحلويات ، يتم ملء المساحة الداخلية برمل الكوارتز.
يتم تجفيف الرمل مبدئيًا وتكلسه لإزالة الشوائب العضوية عند درجة حرارة من 150 إلى 500 درجة مئوية ، ثم يتم تمريرها من خلال منخل ناعم بحجم شبكة 3.3 × 3.3 مم. قبل البدء في حشو الأنبوب ، تحتاج إلى توصيل أحد طرفيه.
كمقابس ، يتم استخدام المقابس الخشبية أو المعدنية ذات الفتحة للخروج من الغازات. لا يمكن استخدام الرمل الناعم والرطب ، مثل الأول متكلس ويلتصق بقوة بجدران الأنابيب عند تعرضه للحرارة.
الثاني ، نتيجة لتكوين البخار ، يساهم في ظهور ضغط داخلي مرتفع ، مما قد يتسبب في خروج الفلين.وجود الحصى في التعبئة غير مقبول ، يمكنهم الدفع عبر جدار الأنابيب.
عملية حشو الأنبوب تستغرق وقتًا طويلاً ، لذلك يتم نقلها إلى البرج وتعطيها وضعًا مائلًا أو رأسيًا قليلاً. نظرًا لأن جودة الانحناء تعتمد بشكل مباشر على ختم التعبئة ، يتم النقر على الأنبوب باستمرار طوال العملية. يشير الصوت المكتوم إلى ملء قطعة العمل بشكل جيد.
قبل الشروع مباشرة في العملية الرئيسية ، يتم رسم أقسام الانحناءات المستقبلية على أنبوب مملوء بالرمل ، مع إرفاق قالب. أنابيب ساخنة في الأفران أو الأفران. إنها تنحني يدويًا وميكانيكيًا.
في الحالة الأخيرة ، يتم استخدام لوحات خاصة ، مزودة بأعمدة دفع ، يتم بواسطتها تثبيت قسم الأنبوب المسخن ومع المشابك التي تعمل على تثبيت نهاية الأنبوب على اللوحة. يتم وضع كبل على الطرف المقابل للأنبوب ، حيث يؤدي توتره بمساعدة الونش أو البرج إلى انثناء الأنبوب.
لمنع جدران الأنابيب من التشوه ، يتم وضع الحشوات في مساحة أنبوب الرف - بشكل مستقيم أو منحني. يتم تأمين النهاية الحرة بكابل متصل بها بحامل. خلال العملية ، تحكم في هندسة الأنبوب ، مع تطبيق قالب عليه بشكل دوري.
من خلال ثني الأنبوب بالزاوية المطلوبة ، تتم إزالة المقابس منه عن طريق حرقه أو ببساطة إزالته. يسكب الرمل ، يتم تنظيف الأنبوب وغسله. قم بإجراء اختبار ثني نهائي باستخدام قالب.
الانحناء البارد
لتغيير تكوين الأنابيب بأقطار صغيرة ، يتم استخدام أدوات يدوية مختلفة ، لثني الأنابيب الميكانيكية الكبيرة. في المنزل ، غالبًا ما تكون هناك حاجة إلى ثني الماء والغاز مواسير صلبالمستخدمة في جهاز إمدادات المياه وأنظمة التدفئة.
يسمى انحناء الأنبوب تحت 90 درجة تحت الانحناء ، 180 درجة - كالاش ، مع حافة - لحمة ، على شكل حلقة - قوس.

للثني اليدوي ، هناك أجهزة أخرى. في المنزل ، لتصنيع ملف لتسخين المياه ، يتم لف أنبوب من الفولاذ المقاوم للصدأ بقطر حوالي 20 مم ببساطة على قطعة من أنبوب كبير القطر. سابقًا ، يتم لحام قوس على أنبوب كبير ، يتم وضعه على الدعامات والمثبتة.
الأنبوب معبأ بإحكام بالرمل ويغلق بالفلين ، ثم يتم إدخاله في الحامل ويبدأ اللف. يحتاج الأنبوب المستخدم كقالب إلى التمرير ، لذلك ستكون هناك حاجة إلى جهود شخصين على الأقل. بعد الانتهاء من اللف ، يتم تسوية الملف.

يمكن ثني أنابيب الفولاذ المقاوم للصدأ أو مواد أخرى في المنزل باستخدام أبسط أداة. من المستحسن التقديم على كميات صغيرة من العمل.
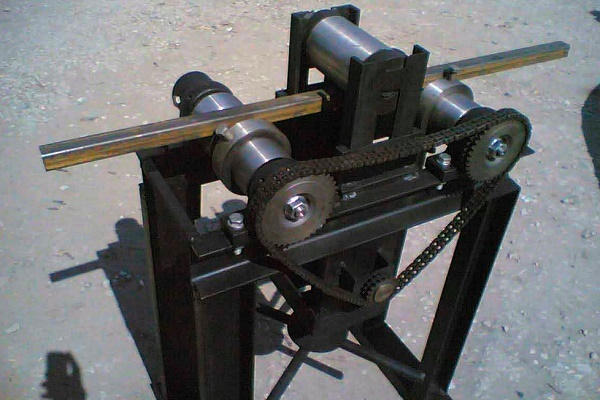
يمكن بناء آلة ميكانيكية بسيطة لثني الأنبوب بيديك ، خاصة إذا كان لديك مهارات لحام ولديك إلمام بآلة اللحام:
لجعل بدائية جهاز ثني الأنابيب تحتاج إلى لوح من الخرسانة ، ودبابيس مصنوعة من المعدن ومطرقة. وتنقسم اللوحة إلى خلايا 40 × 40 أو 50 × 50 مم. في زوايا الخلايا ، يتم حفر ثقوب بواسطة خرامة ويتم إدخال الدبابيس فيها.
يتم إدخال المنتج الأنبوبي بين المسامير ، ومن خلال تطبيق القوة ، ينحني. الدقة مع طريقة الانحناء هذه ليست مثالية ، ولكن استخدام قطعة العمل في المنزل كافية تمامًا. للثني بدقة أعلى ، يمكنك استخدام جهاز مصنوع على أساس مقبس.

بحيث لا يتشوه التجويف الداخلي للأنبوب ، فالتطبيق يعني أنه يقاوم هذه العملية من الداخل. كمحددات داخلية ، غالبًا ما يتم استخدام الرمل. في الوقت نفسه ، يتم إدخال قابس في أحد طرفي الأنبوب ، ويتم سكب الرمل خلال الطرف الثاني ، ثم يتم انسداده بفلين. بعد ذلك ، يتم تنفيذ الانحناء.
في بعض الأحيان يكون المحدد هو نبع مصنوع خصيصًا لهذا الغرض. لللف استخدم سلكًا بقطر من 1 إلى 4 مم. يجب أن يدخل الزنبرك الأنبوب بحرية عند نقطة الانحناء ، تاركًا جزءًا من السلك في الخارج.
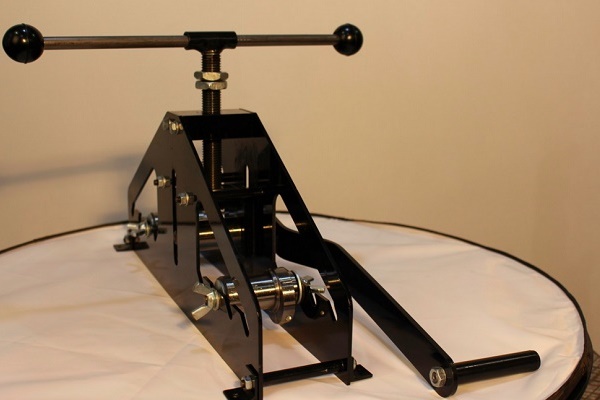
يسهل النظام الهيدروليكي للأدوات اليدوية والآلات المحمولة والثابتة عملية الانحناء بشكل كبير ويسرع عملية تشوه الأنابيب:
بعد الانحناء ، تتم إزالة الزنبرك بسحب السلك. في حالة العمل مع أنبوب به مقطع عرضي مربع ، يتم اختيار سلك بنفس المقطع العرضي لتصنيع الزنبرك.
حزمة من الأسلاك تتكون من مقاطع منفصلة تدفع واحدة للداخل واحدة في كل مرة إلى مكان الانحناء المستقبلي مناسبة أيضًا لهذا الغرض. بعد اكتمال العملية ، تتم إزالة الأجزاء واحدة تلو الأخرى. يمكنك ثني أنبوب غير قابل للصدأ يدويًا بمقطع عرضي يصل إلى 4 سم وسمك جدار 0.3 سم.

للعمل بأقطار كبيرة ، تحتاج إلى معدات احترافية. هناك آلات ثني الأنابيب مجهزة بالشياق. هذا العنصر الهيكلي هو قضيب معدني عادي.

قبل البدء في عملية الانحناء ، يتم وضعها في الداخل لمنع تشوه جدران الأنابيب. تحتوي المغازل الموجودة في الطقم على قسم مختلف ، بحيث يمكنك اختيار الجزء المناسب لقطر معين من منتجات الأنابيب.
تغيير تكوين الأنابيب المعدنية غير الحديدية
هناك خاصية مفيدة للغاية في المعادن غير الحديدية - ليونة عالية. ومع ذلك ، لديهم قوة غير كافية. أثناء الانحناء ، نتيجة لتطبيق قوى الضغط والشد ، قد يحدث انهيار أو تمزق في الأنبوب. لمنع حدوث ذلك ، يجب عليك اتباع التكنولوجيا بدقة.
كيفية ثني الأنابيب النحاسية والنحاسية؟
لثني النحاس والأنابيب النحاسية ، يتم استخدام كل من الطرق الساخنة والباردة. عند اختيار الأول كحشو داخلي ، اختر الرمل ، والثاني - الصنوبري المنصهر. تقنية الانحناء هي نفسها المستخدمة في الأنابيب الفولاذية.
تخضع منتجات الأنابيب المصنوعة من النحاس والنحاس قبل الانحناء البارد للتليين مع التبريد اللاحق. نطاق درجة الحرارة لكلتا المادتين هو نفسه - من 600 إلى 700 درجة مئوية. الفرق في وسط التبريد - يتم وضع النحاس في الماء ، ويتم تبريد النحاس في الهواء.
بعد الانتهاء من العملية ، تتم إزالة الصنوبري عن طريق صهره. من أجل منع تمزق الأنبوب ، لا تبدأ العملية بأي حال من منتصف الأنبوب ، من النهايات فقط. كأجهزة الانحناء ، يتم استخدام كل من الأدوات البسيطة والأدوات الآلية المعقدة.
تعمل ثني الأنابيب اليدوي بسبب الجهود البدنية للشخص ، بينما تقلل الثني الهيدروليكية هذه الجهود إلى الحد الأدنى. تم تجهيز كل من هؤلاء وغيرهم بفوهات قابلة للتبديل لإمكانية اختيار القطر المطلوب.

العمل مع الأنابيب النحاسية والنحاسية أسهل بكثير من الأنابيب الفولاذية ، ولكن تشوه المعادن أثناء الانحناء يحدث وفقًا لنفس قوانين الفيزياء. على الجزء المنثني ، يعاني السطح الخارجي من التوتر ، ونتيجة لذلك تصبح الجدران أرق.
تحدث العمليات العكسية داخل الأنبوب - ينقبض الجدار ويصبح أكثر سمكًا. هناك خطر من تحويل المقطع العرضي الدائري إلى شكل بيضاوي وتقليل التمرير الشرطي ، لذلك لا يمكنك البدء في الانحناء دون اتخاذ تدابير لمنع هذه الظواهر.
ثني أنابيب الألومنيوم
الطرق الرئيسية لثني أنابيب الألومنيوم هي نفس النحاس أو النحاس:
- الدفع بين البكرات ؛
- المتداول.
- يتدحرج
- الضغط.
قبل تحديد كيفية وكيفية ثني أنابيب الألومنيوم ، تحتاج إلى التعرف على كل منها. يتم استخدام الطريقة الأولى للأنابيب ذات الجدران الرقيقة التي يبلغ قطرها الأقصى 10 سم ، عندما تحتاج إلى الحصول على انحناء لطيف مع متطلبات دقة صغيرة. الحد الأدنى لنصف القطر منظم بدقة هنا. قيمتها 5-6 أقطار الأنابيب.
يحدد انحناء المؤامرة موضع الأسطوانة المنحرفة. بهذه الطريقة ، غالبًا ما يتم صنع العناصر الزخرفية الداخلية. في الطريقة الثانية ، يتم ثني مواد الأنابيب ذات القطر الكبير ، والتي يتم استخدام ثني الأنابيب الأسطوانية لها. يتم سحب الأنبوب بين بكرات المحرك ، ويحدد اتجاهه نصف قطر الانحناء.

دقة هذه الطريقة أقل من السابقة ، ولكن يمكن أن يخضع الجزء للانحناء المتكرر وتكرار العملية حتى يتم الحصول على الهندسة المطلوبة.
يمكن ثني أنابيب الألمنيوم رقيقة الجدران يدويًا ، بعد إعدادها بشكل صحيح:
لا توفر طريقة التراجع وجود حشو داخلي ، لذلك لا يتم استخدامه للحصول على نصف قطر صغير. عند اختيار هذه الطريقة ، لن تعمل على تلبية المتطلبات الصارمة فيما يتعلق بالبيضاوية للقسم عند الانحناء.
من أجل تشوه أنبوب الألومنيوم عن طريق الضغط ، يتم استخدام المطابع مع قوالب مثبتة عليها بمصفوفة من الشكل المطلوب. يتم الحصول على الهندسة المحددة نتيجة لتأثير الضغط من الخارج.
في بعض الحالات ، قد يكون الضغط داخليًا عند وضع الأنبوب في القالب ويتم تزويد السائل بالداخل بضغط كافٍ للضغط عليه على الجدران.
ليس من السهل ثني أنابيب دورالومين ، كما هذه المادة صلبة وربيعية. لتسهيل العملية ، يتم إطلاقها مباشرة قبل الانحناء عند درجة حرارة 350 إلى 400 درجة مئوية ، ثم تنتظر حتى يتم تبريد الأنابيب بشكل طبيعي في الهواء.
طرق ثني الأنابيب ذات القطر الكبير
النسب التي ظهرت في الآونة الأخيرة الأساليب هي الانحناء الأنابيب التي تنطوي على تيارات صناعية وعالية التردد والانحناء مع التوتر. في الحالة الأولى ، يتم استخدام تثبيت عالي التردد عالي الأداء ، حيث يتم تسخين أنبوب بقطر 95-300 مم ، وثنيه وتبريده.
يتكون من جزأين - جزء ميكانيكي على شكل آلة ثني وأخرى كهربائية ، بما في ذلك جزء كهربائي وتركيب عالي التردد.
يتم تشوه الأنبوب فقط في المنطقة الساخنة الموجودة في منطقة الحث. يحدث تغيير الشكل الهندسي إلى حجم محدد مسبقًا تحت تأثير الأسطوانة المنحرفة. باستخدام هذه الطريقة ، يمكن الحصول على انحناء مع انحناء نصف قطر صغير.
يتم تنفيذ الانحناء باستخدام الطريقة الثانية على آلات الانحناء ، والتي تتضمن مجموعتها طاولة دوارة. تعمل قوى الشد والانثناء الكبيرة على الأنبوب. هذا يمنحك انحناءات شديدة الانحناء مع سمك ثابت للجدار حول المحيط بأكمله.
يتم استخدام هذه الطريقة في ثني الأنابيب ذات القطر الكبير المستخدمة في صناعة الطيران والسيارات وبناء السفن ، حيث يتم وضع متطلبات عالية على خط الأنابيب. الميزة هي القدرة على ثني الأنابيب بجدار من 2-4 مم إلى 180 درجة.
الميزات هي تشكيلة ملف تعريف مرنة
تتمتع منتجات أنابيب البروفيل بمظهر أكثر جمالية من نظيراتها ذات مقطع عرضي دائري ، لذلك غالبًا ما توجد في الهياكل المنزلية. عند الانحناء ، تعمل قوى الضغط عليه من الداخل ، وقوى الشد من الخارج. اختر بعناية طريقة الانحناء قبل متابعة هذه العملية.
تتضمن مجموعة التشكيلات الجانبية أنابيب ذات مقطع عرضي على شكل مربع ، بيضاوي ، مستطيل.
هناك العديد من الفروق الدقيقة ويجب ألا تنسى ذلك عند القيام به أنابيب مرنة الشكل في المنزل بدون معدات خاصة:
- الطول الأمثل للقسم المثني للأنابيب ذات الجدران الرقيقة وقسم يصل إلى 2 سم هو ارتفاع الأنبوب مضروبًا في 2.5.
- بالنسبة للأنابيب ذات الجدران السميكة ، يتم تحديد طول منطقة الانحناء بضرب المقطع العرضي في ثلاثة. خلاف ذلك ، لا يمكن تجنب تكسير المواد من الخارج أو تشوهها من الداخل.
- القيمة الدنيا لنصف قطر الانحناء هي المقطع العرضي للانحناء مضروبًا في 2.5.
بدون النظر في هذه المتطلبات ، لا يمكنك حتى أن تأمل في الحصول على نتيجة جيدة. لا تختلف طرق الانحناء عن تلك المستخدمة عند العمل مع المنتجات ذات المقطع العرضي الدائري. بالإضافة إلى ذلك ، يمكنك استخدام طريقة الانحناء اليدوي مع تنفيذ التخفيضات العرضية ، والتي يتم إجراؤها على ثلاثة جوانب من الأنبوب.
يتم تحديد طول التخفيضات وعددها عن طريق الحساب. افترض أن هناك ماسورة 40 × 90 مم. من الضروري إكمال دورة كاملة ، أي ينحني على طول الجدار 40 مم بزاوية 180 درجة ونصف قطر 150 مم. أولاً ، احسب طول نصف الدائرة على طول نصف القطر الخارجي:
الطول = (2π ص: 2 = 2 × 3.14 × 190): 2 = 596.6 مم
بالنسبة إلى نصف القطر الداخلي ، تكون الحسابات هي نفسها:
لاتس = (2 × 3.14 × 150): 2 = 471 مم.
يتم تحديد مجموع أطوال التخفيضات على نصف القطر الداخلي بالصيغة: Lout = L - Lin = 596.6 - 471 = 126 مم.
أتمنى أن تفعل ذلك بنفسك دليل الأنابيب بندر أو آلة ثني الأنابيب الشخصية بأيدينا في المقالات التي اقترحناها سوف تجد الكثير من المعلومات المفيدة والرسوم البيانية والتوصيات المفيدة.
إذا كنت تعتقد أن الطاحونة يمكن أن تقطع عرضًا يبلغ 5 مم ، فستحصل على 25 فتحة على مستوى الانحناء بطول 126 مم ، وبعد ذلك ينحني الأنبوب حتى تتلامس حواف القطع. يتم تخمير الفتحات وتنظيف اللحامات.

هناك طريقة أخرى يتم ثني الأنابيب الجانبية والأنابيب المستديرة ، ولكن لا يمكن استخدامها إلا في فصل الشتاء. للقيام بذلك ، قم بتوصيل الأنابيب في نهايات الأنبوب ، واملأ الماء وانتظر حتى تصلب. يتم ثني الأنبوب ، والتحكم في العملية باستخدام قالب ، ثم تتم إزالة المقابس وإزالة السائل.
استنتاجات وفيديو مفيد حول الموضوع
المقطع رقم 1. تعرف على كيفية ثني الأنبوب باستخدام أدوات مرتجلة من هذا الفيديو:
المقطع رقم 2. كيفية ثني أنبوب من أي قسم في دائرة:
المقطع رقم 3. أداة ثني الأنابيب محلية الصنع أمر ضروري في المنزل:
عند إجراء الإصلاحات أو بناء منزل ، غالبًا ما تنشأ الحاجة إلى ثني الأنبوب - دائريًا أو جانبيًا. إذا كان الحجم صغيرًا ، فيمكنك القيام بذلك بنفسك. لا يمكن الانحناء الجماعي لمنتجات الأنابيب إلا بمعدات خاصة.
أخبرنا عن كيفية ثني أنبوب معدني لبيت زجاجي أو لأغراض أخرى. شارك الفروق الدقيقة التكنولوجية المعروفة لك فقط مع زوار الموقع. يرجى كتابة التعليقات في المربع أدناه ، ونشر صورة حول موضوع المقالة ، وطرح الأسئلة.
 قطع الأنابيب بزاوية: مزايا وعيوب الطرق المختلفة + مثال للعمل
قطع الأنابيب بزاوية: مزايا وعيوب الطرق المختلفة + مثال للعمل  اختبار ضغط الأنابيب المعدنية والبلاستيكية: ترتيب الفروق الدقيقة في العمل
اختبار ضغط الأنابيب المعدنية والبلاستيكية: ترتيب الفروق الدقيقة في العمل  تركيبات الضغط للأنابيب البلاستيكية: الأنواع ، الوسم ، الغرض + مثال التثبيت
تركيبات الضغط للأنابيب البلاستيكية: الأنواع ، الوسم ، الغرض + مثال التثبيت  كيف يتم وضع الأنابيب بدون خنادق: ميزات الطريقة + مثال العمل
كيف يتم وضع الأنابيب بدون خنادق: ميزات الطريقة + مثال العمل  لحام أنابيب البولي بروبلين: قواعد العمل وتحليل الأخطاء المحتملة
لحام أنابيب البولي بروبلين: قواعد العمل وتحليل الأخطاء المحتملة  استبدال أنابيب الحمام: دليل خطوة بخطوة للعمل
استبدال أنابيب الحمام: دليل خطوة بخطوة للعمل  كم يكلف توصيل الغاز بمنزل خاص: سعر تنظيم إمدادات الغاز
كم يكلف توصيل الغاز بمنزل خاص: سعر تنظيم إمدادات الغاز  أفضل الغسالات ذات المجفف: تصنيف الطراز ونصائح العملاء
أفضل الغسالات ذات المجفف: تصنيف الطراز ونصائح العملاء  ما هي درجة حرارة لون الضوء والفروق الدقيقة في اختيار درجة حرارة المصابيح لتناسب احتياجاتك
ما هي درجة حرارة لون الضوء والفروق الدقيقة في اختيار درجة حرارة المصابيح لتناسب احتياجاتك  استبدال السخان في شقة: استبدال الأوراق + الأعراف والمتطلبات الأساسية
استبدال السخان في شقة: استبدال الأوراق + الأعراف والمتطلبات الأساسية {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
مقال عظيم 🙂