Muoviputket: tyypit, tekniset tiedot, asennusominaisuudet

Muoviputket ylittävät monin tavoin lähimmät kilpailijansa: polymeeri, kupari, valurauta ja teräsmateriaalit moottoriteiden asettamiseen. Niiden ominaisuudet ovat erityisen merkittävät, kun lämmitysjärjestelmä asennetaan.
Jotta metalli-polymeerikomposiitti saavuttaa valmistajan täysin ilmoittamat ominaisuudet, on välttämätöntä valita putkityyppi oikein. Sen on vastattava tulevia käyttöolosuhteita ja helpotettava asennusta. Opit artikkelistamme kaiken metallisista ja muovisista putkista sekä ohjeet niiden valinnalle.
Artikkelin sisältö:
Metallimuovikomposiitista valmistettujen putkien rakenne
Metalli-muoviputkisto on saavuttanut suosiota johtuen metallin lujuuden ja polymeerin joustavuuden yhdistelmästä. Yhdistelmäputkien suunnittelu on polymeerikerrosten monikerroksinen “kakku”, joka on vahvistettu alumiinikerroksella.
Muovin ja metallin symbioosi tarjoaa suuren mekaanisen lujuuden, estää hapen diffuusion ilmakehästä ja minimoi materiaalin lämpölaajenemisen.
Sisäiselle polyeteeni ”vuoraukselle” on ominaista ehdoton sileys, joka tarjoaa kuljetetun väliaineen esteettömän kulun ja estää vaalean kerrostumien muodostumisen. Polymeeri kestää aggressiivisia aineita eikä ole alttiina korroosiolle.

Metallisydän vastaa tuotteen jäykkyydestä ja lisää putkilinjan lämpötilankestävyyttä. Alumiinin päät yhdistetään laserhitsauksella. Alumiiniholkin paksuus on 0,15-0,75 mm - tämä antaa sinun kestää usein tapahtuvia lämpöhyppyjä ja korkeaa painetta.
Ulompi polymeerikerros on erityisen kestävä muovi, joka kestää mekaanisia vaurioita, korkeaa kosteutta ja aggressiivisia reagensseja. Ulompi vaippa vähentää putkien kondensoitumisnopeutta.

Tuotteen alkuperäiset ominaisuudet määräytyvät suurelta osin käytetyn polymeerin tyypin mukaan:
- PEX - korkeapaineinen polyeteeni;
- PE-RT - lämmönkestävä polymeeri;
- PE-R - polyeteeni;
- PP-R - polypropeeni.
Koko kokoonpanon eheyden kannalta täyttää liimakoostumus. Valmistajat esittelevät omat patentoidut formulaatiot, eikä ainesosia ja komponenttisuhdetta mainosteta. Laadukas liimakerros tasoittaa rakenteen sisäistä jännitystä polymeerin ja alumiinin välillä, estää laminoitumista ja lisää putkilinjan kulutuskestävyyttä.
Fysikaaliset eritelmät
Metallimuoviputkistojen ominaisuudet riippuvat tuotteen mitoista (halkaisija, seinämän paksuus), polymeerin tyypistä ja valmistajasta. Kaikkien indikaattoreiden on kuitenkin oltava standardien GOST 18599 (2001), R-53630 (2009) ja R-52134 (2003) mukaisia.

GOST: n mukaiset metallimuovilinjoja koskevat yleiset vaatimukset:
- kuuman muovikerroksen saantolujuus - jopa 0,3 g / 10 minuuttia;
- etureunan delaminoitumisen estäminen jännityksessä jopa 10%;
- pienin sallittu delaminoitumiskestävyys kuormituksissa - 15 N / cm, ilman kuormitusta - alkaen 50 N / cm;
- polyeteenikerrosten silloitus - 60%;
- muoviosien lämpöstabiilisuus;
- hapen läpäisevyyden raja-arvo + 40 ° C: n lämpötilassa on 0,32 mg / neliömetri * päivä, + 80 ° С - 3,6 mg / neliömetri * päivä;
- käytettyjen polymeerien lujuusaste on välillä 8 - 12 MPa;
- liimakoostumuksen alkuperäisen juoksevuuden lämpötila on vähintään + 120 ° C.
GOST säätelee myös ympäristöparametreja. Haihtuvien aineiden osuus metallimuoviputkista ei saisi olla yli 0,035%.
Keskimääräiset fysikaaliset ja tekniset ominaisuudet:
- Valikoima. Valmistajat tarjoavat metalli-muovi-listat, joiden sisäinen poikkileikkaus on 14-60 mm, seinämän paksuus - 2-3 mm. Lahden pituus on 50-200 m.
- vahvuus. Poikittaiskuormituksissa vähimmäis vetolujuus on 2880 N. Hitsauksen lujuus metalli- ja liima -ivelillä on 57 ja 70 N / neliömetri.
- Lämmönkestävyys. Yhdistelmä säilyttää ominaisuutensa lämpötila-alueella + 95 ° C. Oletetaan lyhyt hyppy + 110 ° C: seen, lämpötilassa -40 ° C kestomuovi jäätyy.
- Lineaariset parametrit. Taivutussäde on suoraan verrannollinen putkilinjan halkaisijaan. Manuaalisesti asennettaessa arvo on 80–125 mm, koneella (putken taivutin tai johdin) - 46–95 mm.
Järjestelmän rajapaineen ilmaisin riippuu kuljetetun aineen lämpötilasta.

Passin toimintastandardien mukaan metallin käyttöikä on 50 vuotta. Käyttö "kuumissa" teknisissä verkoissa (jäähdytysnesteen lämpötila yli 25-30 ° С) työaika lyhenee 25 vuoteen.
Suorituskyky ja laajuus
Metallimuovien rakenne ja tekniset ominaisuudet määrittivät komposiittiväylän useita vahvuuksia.
Toiminnan positiivisiin puoliin sisältyy:
- ruosteenesto - sisäpinta ei ole ruosteen peitossa eikä se sulaa;
- hyvä läpimeno putkilinjan alhaisen hydrauliikkavastuksen takia;
- kemiallinen inertti useimpiin myrkyllisiin aineisiin ja aggressiivisiin ympäristöihin;
- joustavuus minimoida asennuksen määrä liittimet ja kulmakappaleet;
- kaasutiiviys - putkistojärjestelmän elementit (jäähdyttimet, kattilat, pumppauslaitteet) on suojattu hapen haitallisilta vaikutuksilta;
- melunvaimennus - nesteen hiljainen kuljetus laitoksia pitkin;
- kulutuskestävyys, helppokäyttöisyys ja lisähuollon tarpeen puute.
Putket ovat kevyitä, joten niitä on helppo kuljettaa ja asentaa. Lisäetuja: estetiikka, kohtuuhintaiset kustannukset ja käytännössä jätteetön käyttö.

Positiivisten puolien lisäksi metallikerroksella on myös haittoja:
- Lämpölaajenemisen ero. Muovi "mukautuu" nopeasti veden lämpötilan muutoksiin kuin alumiini. Tämä ero vaikuttaa negatiivisesti materiaaliin - ajan myötä liitosyhteydet heikentyvät ja vuotojen riski kasvaa.
- Taivutusvaatimukset. Toistuva taivutus / taivuttaminen tai kertaluonteinen taivutus normin yli voi johtaa metalli-muoviprofiilien kerrosten muodonmuutoksiin.
- UV-herkkyys. Polymeerin ulkokerros pitkään altistuneelle ultraviolettille menettää suojaavat ominaisuutensa.
Metalli-polymeeriputkiston asennus tapahtuu puristusliittimien kautta.

Nämä muodonmuutokset voivat johtua jäähdytysnesteen jäätymisestä putkeen. Ratkaisu ongelmaan: kannen eristäminen asennusvaiheessa tai lämmitysjärjestelmän kuljetetun veden korvaaminen jäätymättömällä.
Metallipolymeeriputkien toiminnalliset ominaisuudet antavat niiden mahdollisuuden käyttää yksityisissä, teollisuusrakennuksissa ja muilla hallintoalueilla.
Pääsisältö:
- vesijärjestelmien viestintä;
- aggressiivisten nesteiden, kaasun toimittaminen maataloudessa ja teollisuuslaitoksissa;
- eristettyjen "vesikerrosten" järjestely, mukaan lukien kasvihuoneiden maaperän lämmittämiseen;
- sähkökaapeleiden ja johtojen eristys.
Metallimuovikomposiitista valmistettuja vahvikkeita käytetään laajasti kaivojen ilmanvaihto-, ilmastointi- ja kastelujärjestelmien asentamisessa.

Toiminnan rajoitukset:
- paloturvallisuusstandardien mukaan luokkaan G kuuluvat huoneet - on aineita, joiden käsittelyyn liittyy lämmön muodostumista tai kipinöitä;
- rakennukset, joissa on lämmönlähteitä, jos niiden lämmityslämpötila on yli 150 ° C;
- keskitetty lämmitys hissiyksikön "insertillä";
- kun toimitetaan kuumaa jäähdytysnestettä, jonka työpaine on vähintään 10 bar.
Metallimuovikomponentteja ei suositella käytettäväksi avoimen tyyppisissä putkistoissa. Lämpötilan nousu ja pakkasten hyödyntäminen johtavat putkilinjan tuhoutumiseen.
Valikoima metalli- ja muovituotteita
Metallimuovituotteiden laatu ja käyttöolosuhteet riippuvat polymeerikomponentin tyypistä, mitoista, alumiiniholkin kiinnitystekniikasta ja valmistajan luotettavuudesta. Listattujen kriteerien mukaan voit luokitella koko putkituotteiden valikoiman.
Käytetyn polymeerin tyyppi
Koostumuksen perusteella muovi putkien valmistukseen jaetaan ehdollisesti kahteen ryhmään: korkea- ja matalapainepolymeerit.
Ensimmäinen ryhmä sisältää:
- PEX- silloitettu polyeteeni;
- PE-RT - lämmönkestävä polymeeri.
PEX - polyeteeni "silloittuneilla" molekyyliketjuilla. Ristisidokset muuttavat lineaarisen rakenteen vakaaksi kolmiulotteiseksi yhteydeksi.

Tämä ominaisuus lisää putkien vastuskykyä vesivasara.
Molekyylien välisten sidosten tyyppi määräytyy käytetyn silloituskatalyytin avulla:
- PEX-A. Uudet ketjut rakenteen sisällä ovat seurausta polyeteenin prosessoinnista peroksidilla. Laiteohjelmiston enimmäistaso saavutetaan - jopa 85%. Plussat: joustavuuden, korkean lujuuden ja voimakkaan molekyylin "muistin" säilyttäminen. Haittapuoli on korkea tekniikan hinta ja sen seurauksena putkien korkea hinta.
- PEX-B. Optimaalinen vaihtoehto "A-sidoksille". Silaanin silloitustekniikka. Tärkein etu on tuotantokustannusten aleneminen. Teknologiset vivahteet: silloitusaste - 65%, vähentynyt joustavuus, tiukemmat rajoitukset putken taivuttamiselle. PEX-B-polymeereissä ylläpidetään hidas silloitusprosessi - materiaali muuttaa alkuperäisiä ominaisuuksiaan ajan myötä.
- PEX-C. Uusien sidosten muodostuminen elektronisäteilyn vaikutuksesta. Valmiin tuotteen laatuparametrit ovat huomattavasti huonommat kuin luokan PEX-A putket. Plus - alhaiset kustannukset.
- PEX-D. Molekyylien väliset sidokset ovat seurausta typpikäsittelystä. PEX-D-putket eivät kestä kilpailua vastaavien kanssa, niiden tuotanto vähenee.
RE-RT-putkille on ominaista pitkäaikainen lämmönkestävyys. Lämpöstabiilissa polyeteenissä on pysyviä lukuisia molekyylien välisiä sidoksia. Tuotantoon sisältyy makromolekyylien alueellisen muodostumisen hallittujen prosessien tekniikka.

RE-RT-polymeerillä varustettujen metallimuoviputkien korkeiden teknisten ominaisuuksien vuoksi niiden soveltamisalaa on laajennettu. Valtatie kestää jopa + 124 ° C lämpötiloja eikä pelkää jäätymistä.
"Kylmän" putkilinjan laitteelle sopivat mallit matalapaineisesta polyeteenistä. Mahdolliset nimitykset: PE-RS, PE, PEHD, HDPE. Materiaalien ominaisuudet:
- lämpötila 70 ° C on kriittinen - putket ovat muodonmuutos;
- järjestelmän paineraja - 8-10 bar;
- huonontuminen auringon vaikutuksesta.
Metalli- ja matalapainepolymeerien komposiittimateriaali valitaan putken budjetin "leikkaamiseksi".
Putken mitat: raudoituksen halkaisija ja paksuus
Putkilinjan koko määräytyy sen käytön laajuuden mukaan. Johtavien valmistajien valikoima sisältää muutoksia, joiden ulkohalkaisija on 16-50 mm.

Seuraavassa on putkien, joiden halkaisija on XX * YY, käytön ominaisuudet ja ominaisuudet, joissa XX on ulkoosa, YY on sisähalkaisija.
16*12. Putkia käytetään pääasiassa talon vesipiirin (vedenjakelu mittariin, sekoittimet) ja lämmitysjärjestelmän varustamiseen. Pääputkilinjaan voidaan käyttää halkaisijaltaan suurempia tuotteita.
20*16. Laite on "lämmin lattia", vesihuoltojärjestelmät. Liittimien kapasiteetti on parempi verrattuna aikaisempiin vastaaviin, joten ne suositellaan asennettavaksi epävakaalla vedenpaineella.
26*20. Seinämän paksuus on 3 mm. Tätä vaihtoehtoa käytetään mieluummin omakotitaloissa autonomisille järjestelmille, joissa on tärkeää tarjota jonkin verran varakaistanleveyttä mahdollisten paineen "katkoksien" tapauksessa.
32*26. Putken mitat sallivat sen käytön nousuputkina tai matalapaineisten järjestelmien pääputkistoina. Kuljetettavan yksikön tilavuus kasvaa suuren poikkileikkauksen vuoksi.
40*32. Paksuus - 3,9 mm. Putket ovat löytäneet sovelluksen pitkien linjojen asettamisessa siviili- ja teollisuusrakentamiseen. Soveltuu vedenkäsittelyyn, ilmastointiin, yksilölliseen ja keskitettyyn vedenjakeluun.

Armolayer-paksuus määrää putkien lujuuden, joustavuuden ja lämmönjohtavuuden.
Seuraavat vivahteet otetaan huomioon valittaessa:
- mitä paksumpi alumiinikerros, sitä jäykempi putkilinja;
- riippumaton asennus on helpompaa suorittaa tuotteista, joiden metallikerros on 0,15 - 0,2 mm;
- vahvistuksen osuuden kasvaessa lämpöenergian menetykset jäähdytysnesteen kuljetuksen aikana kasvavat.
Kotityötöissä lujitekerroksen optimaalinen koko on 0,3-0,5 mm.
Valmistustekniikan vivahteet
Metallipolymeeriputkien valmistuksessa on kaksi perustekniikkaa: englanti ja sveitsi. Tärkein ero tekniikoiden välillä on mahdollisuus liittää alumiiniholkki.
Markkinoijilta voit usein kuulla putkien luokittelusta ompeleiksi ja saumattomiksi valmistustekniikasta riippuen. Tuotannon perusteisiin tutkittaessa voidaan kuitenkin ymmärtää, että telakointisauma on läsnä molemmissa versioissa, mikä on sen suorituskyvyn ero.
Englantilainen tekniikka - syöttöhitsaus. Putki muodostetaan metalliteipistä, "holkin" reunat limittyvät ultraäänellä. Alumiiniputken ulkopuolelle ja sisäpuolelle liima- ja polymeerikerrokset levitetään samanaikaisesti.

Sveitsiläinen tekniikka - paaluhitsaus. Tuotantovaiheet:
- Polymeeriputkien valmistus suulakepuristamalla.
- Liiman levitys muovin ulkopinnalle.
- Alumiiniteipin metallikerroksen muodostuminen ja "valssaus".
- Raudoitusmateriaalin reunojen liittäminen päästä päähän argonkaari- tai laserhitsauksella.
- Liiman ja polymeerin levitys peräkkäin alumiinin pinnalle.
Viimeinen vaihe on lopputuotteen jäähdytys.

"Saumattomien" putkien myyjien vakuutuksia, joiden lujuus on suurempi kuin "ompeleen", ei pidä pitää aksioomina. Hitsausasiantuntijat tietävät, että lankahitsin lujuus on aina suurempi kuin takapitsahitsauksessa.

Valmistajan katsaus: laatu-hinta-suhde
Metallipolymeeriputkien valmistajien epävirallinen luokitus edustaa kotimaisia ja ulkomaisia yrityksiä.
Valtec (Italia, Venäjä). Metalli-polymeeriputkijärjestelmät valmistetaan organosilanidimenetelmällä (PEX-b). Työkerroksen silloitusaste on 65% ja suojaavan ulkokerroksen 55%. Ominaisuuksien yhdistelmä sai aikaan joustavan materiaalin.

Tuotteen arvioitu hinta on 16 * 2 mm - 1 cu / m, 32 * 3 mm - 4,5 cu / m.
Henko (Belgia). Viisikerroksiset putket, jotka on valmistettu "saumattomalla" tekniikalla. Tuotannossa käytetään silloitettua PEX-C-polyeteeniä, silloittumisaste on 60%. Putkien halkaisija on 14–40 mm, paksuus - 2–3,5 mm, aukon pituus - 5–200 m.

Putkien liitososien keskimääräiset kustannukset, joiden poikkileikkaus on 20 mm, ovat 0,8 cu / m.
Oventrop (Saksa). Yritys on erikoistunut kuumuutta kestävien putkien tuotantoon, joka perustuu PE-RT-polymeereihin. Tuotteen erinomaisten teknisten ja käyttöominaisuuksien vuoksi pidetään yleismaailmallisina ja niitä käytetään monilla rakennusaloilla. Hinta on noin 1,2 cu / m.
Comap (Ranska). Metallimuoviputki, jossa käytetään PEX-C ja PEX-B-polymeeriyhdisteitä. Tuotteille on ominaista ehdoton sähkökemiallinen stabiilisuus ja alhainen kulumisaste. Multi-Skin-sarjan putket absorboivat melua hyvin ja pitävät halutun taivutusmuodon.
Nanoplast (Venäjä). Kotimainen valmistaja on käynnistänyt metalliputkien tuotannon sveitsiläisen tekniikan mukaisesti. Tuoteominaisuus on vahvistettu vahvikekerros (metallin paksuus on 0,3-0,55 mm).

Tuotantomerkinnän dekoodaus
Merkinnät sisältävät perustiedot putkilinjan ominaisuuksista ja tarkoituksesta. Eri valmistajien arvojärjestys voi vaihdella.
Vakiomerkintä:
- valmistajan nimi;
- tuotantostandardi, todistuksen numero;
- käytettyjen materiaalien tyyppi;
- nimellismitat;
- suurin sallittu paine;
- sopii kuljetukseen;
- ylimääräiset käyttöolosuhteet (lämpötila).
Lopussa erän numero, vaihto ja valmistuspäivämäärä näkyvät.

Metalli-muoviputkiston asennuksen ominaisuudet
Linjan kokoaminen metalli-polymeeriputkista suoritetaan kolmen tyyppisillä muotoilluilla liittimillä: halkaisija, kompressori, puristusliittimet. Liitosten puristamiseen puristinpihditmahdollistaen täysin suljetun yksikön muodostumisen.
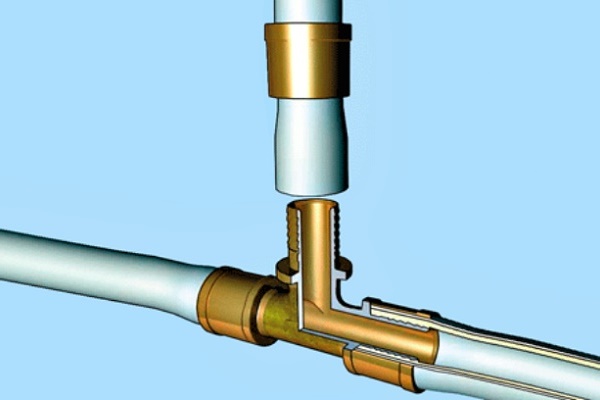
Putkiliitäntä puristinliittimien avulla on seuraava:
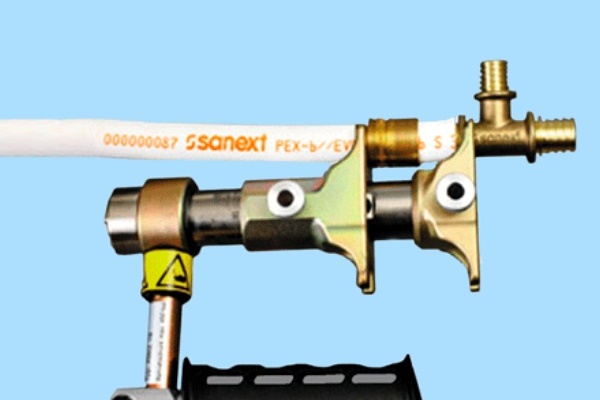
Perinteisten puristusliitosten lisäksi metalli-muoviputkien työstämisessä käytetään myös toista tekniikkaa ja tyyppiä liittimiä, joita kutsutaan liukuiksi. Tiivistetyn yksikön muodostamiseksi käytetään tässä tapauksessa puristimien lisäksi myös laajenninta, jota käytetään pistorasian laajentamiseen. Tätä tekniikkaa käytetään kerrostettujen tai portilla varustettujen järjestelmien kokoamiseen.
Liukukotelon puristaminen suuttimeen asennetun laajentuneen putken päälle mahdollistaa tiiviin liitoksen, mutta kertaluonteisen kokoamisen yhteydessä ei aina ole suositeltavaa ostaa koko työkalu.
Irrotettavat (holkki) varusteet koostuvat rungosta, avoimesta puristusrenkaasta ja kumitiivisteestä. Kierre toimitetaan kodinkoneiden telakointia varten.
Asennusjärjestys:
- Merkitse liittimen asennuspaikka ja leikkaa putki.
- Laita mutteri, puristusrengas putkeen.
- Asenna liitos, kiristä mutteri.
- Tarkista laiturista vuotojen varalta.
Kompressorin asennusta pidetään ehdollisesti jaettuna. Putkiston kokoamiseksi tämän tyyppisillä liitososilla tarvitaan vähintään työkaluja, riittää pari jakoavainta:
Varusteet on helppo asentaa:
- Kohdista putki kiinnityskohdassa 10 cm: n etäisyydellä.
- Leikkaa putki tasaisesti.
- Neulo päät, laita mutteri renkaaseen.
- Peitä varsi tiivisteaineella ja aseta putkeen.
- Kiristä liitosmutteri.
Luotettavin yhteys metalli-muoviputkistojen kokoonpano saavutetaan käyttämällä puristusliittimiä. Menetelmä on optimaalinen asennettaessa piilotettuja tietoliikennejohdotuksia. Putkipuristin, kalibraattori ja putkileikkuri.

Tarjoaa arvokkaita vinkkejä metalli-muoviputkien puristamiseksi seuraava artikkeli, jossa kaikki asennusvivaanit ovat yksityiskohtaisia.
Päätelmät ja hyödyllinen video aiheesta
Metallimuovi- ja polypropeeniputkien korkean paineen kestävyyden vertailu:
Koulutusvideo metalli-polymeeriputkiston asteittaisesta asennuksesta puristusliittimien avulla:
Muoviputket - symbioosi molempien materiaalien eduista. Yhdistetty rakenne laajentaa metallipolymeerituotteiden laajuutta eri rakennusprojektien teknisissä viestintäjärjestelmissä. Merkittäviä perusteita: pitkäikäisyys ja edullinen hinta.
Haluatko kertoa, kuinka valitsit metalli-muovista putket ja asennat ne omilla käsilläsi? Onko sinulla hyödyllistä tietoa viestintäjärjestelmien suunnittelusta tai päivittämisestä? Kirjoita kommentit alla olevaan lohkoon, kysy kysymyksiä, jaa hyödyllistä tietoa ja valokuvia artikkelin aiheesta.
 Kupariputket lämmitykseen: tyypit, merkinnän yksityiskohdat + sovellusominaisuudet
Kupariputket lämmitykseen: tyypit, merkinnän yksityiskohdat + sovellusominaisuudet  Muoviputkien puristusliittimet: tyypit, merkinnät, tarkoitus + asennusesimerkki
Muoviputkien puristusliittimet: tyypit, merkinnät, tarkoitus + asennusesimerkki  Polypropeeniputket ja liitososat: PP-tuotteiden tyypit putkistojen kokoamiseksi ja liitosmenetelmät
Polypropeeniputket ja liitososat: PP-tuotteiden tyypit putkistojen kokoamiseksi ja liitosmenetelmät  Juotto kuparjuottamiseen: juotoslajit ja niiden ominaisuudet + valintavinkit
Juotto kuparjuottamiseen: juotoslajit ja niiden ominaisuudet + valintavinkit  Kuinka törmää muoviputkeen: työn ominaisuudet ja kaikkien tärkeiden vivahteiden analyysi
Kuinka törmää muoviputkeen: työn ominaisuudet ja kaikkien tärkeiden vivahteiden analyysi  Putkien leikkauslaitteet: työkalutyypit ja niiden käytön ominaisuudet
Putkien leikkauslaitteet: työkalutyypit ja niiden käytön ominaisuudet  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}