Polietilenske cijevi za plinovod: vrste i specifičnosti polaganja cjevovoda od polietilena

Prije su se cijevi od lijevanog željeza, čelika, bakra koristile u industrijskim i kućnim komunikacijama. Dolaskom polimera koji nisu jači metalnim proizvodima u pogledu čvrstoće, otpornosti na habanje i inertnosti prema kemikalijama, materijal cijevi počeo se izrađivati od polipropilena, polietilena, polivinil klorida, polibutilena itd.
Polietilenske cijevi za plinovod dobro su se pokazale - praktične, fleksibilne, lagane, značajno olakšavajući transport i ugradnju. Ako se odlučite za uplinjavanje privatne kuće, tada neće biti nepotrebno saznati detaljnije o tehničkim karakteristikama, uvjetima i metodama ugradnje polietilenskih cijevi.
Sadržaj članka:
PND cijevi za plinovod
Polietilen niskog tlaka koristi se ne samo za proizvodnju elemenata plinovoda. Koristi se i za ostale komunikacije - vodovod, kanalizaciju, zaštitne tehničke cjevovode. Vrste cijevi razlikuju se po sastavu, karakteristikama, označavanju.
Zaustavimo se na proizvodima za transport plina, čija proizvodnja podliježe uvjetima GOST R 50838-2009 (zastarjelo izdanje - GOST R 50838-95).
Vrste i veličine
Polimerne tlačne cijevi za plin mogu se sastojati samo od polietilena ili ojačane dodatnim slojevima.
Dakle, postoje tri vrste:
- polietilen, uključujući one označene žutim prugama;
- polietilen s koekstruzijskim slojevima koji se nalaze unutar ili izvan;
- polietilen s termoplastičnom zaštitnom školjkom, koji se prije instalacije mora ukloniti.
Sve vrste cijevnih materijala namijenjene su prijevozu raznih plinova koji udovoljavaju standardima GOST 5542 i koriste se kao sirovine ili gorivo za industrijske i kućne potrebe. Usvojena ograničenja za uporabu cjevovoda: max rob. tlak - 1,2 MPa, max slave. temperatura - / + 40 ° S.

Industrijski proizvodi isporučuju se u segmentima od 5-24 m, višestruki od 0,25 m, ali češće srednje duljine, pogodni za prijevoz posebnom opremom - na primjer, 13 m. Umotavanje tanke cijevi u zaljev pretpostavlja različite dužine, ali češće možete vidjeti skele od 200, 500, 700 m. Moguće je izrađivati proizvode i druge duljine, ali samo po dogovoru s kupcima.
Ovisno o debljini zida i robu. tlak u cijevi podijeljen je u dvije vrste:
- PE-80, Debljina stijenke - 2-3 mm, rob. tlak - 3-6 MPa; pogodno za plinovode i vodovodne cijevi;
- PE 100, Debljina stijenke - 3,5 mm, rob. tlak - 8-12 MPa; Ovo je poboljšana verzija PE 80, koju karakterizira otpornost na toplinu i povećana gustoća.
PE (opcije - PE, PE) u nazivu je polietilen, brojevi 80 i 100 su marke polietilena.
S gledišta ekonomske izvedivosti, marka PE 100 koristi se pri postavljanju visokotlačnog plinovoda ili u posebnim slučajevima - na primjer, za rekonstrukciju starog dotrajalog cjevovoda ili izgradnju eksperimentalnih grana s tlakom od 0,6 MPa i više.
Specifikacije i označavanje
Tvornice polietilenskih cijevi tvornički su podložne zahtjevima navedenim u GOST R 50838-2009. Među njima su preporuke za izgled i tehnička svojstva.

Mogućnost varijabilnosti u pogledu boje:
- PE 80 - žuta;
- PE 100 - žuta, narančasta, crna s žutim / narančastim prugama ravnomjerno.
Dokument opisuje norme i karakteristike poput otpornosti na konstantan unutarnji tlak, istezanja pri lomu, otpornosti na širenje pukotina, toplinske stabilnosti i zavarivanja.

Označavanje ne bi trebalo utjecati na kvalitetu materijala, odnosno izazivati pukotine, otekline itd.
Slova i brojevi trebaju biti lako čitljivi, čitljivi i razumljivi. Obavezno uključuju:
- zaštitni znak ili ime proizvođača;
- simbol cijevi
- datum proizvodnje;
- nazivni promjer / debljina stijenke;
- imenovanje;
- GOST.
Ostatak podataka - naziv zemlje, broj serije itd. - primjenjuje se po volji.
Na primjer, analizirat ćemo jedan od uzoraka:
Sfera LLC PE 80 SDR 11 - 150x10,5 GAS GOST R 50838-2009
- Sphere LLC - proizvođač
- PE-80 - vrsta polietilenske cijevi
- SDR 11 - standardni omjer veličine
- 150 - promjera
- 10.5 - debljina stijenke
- GAS - imenovanje
- GOST R 50838-2009 - regulatorni dokument
Označavanjem lako je utvrditi jesu li cijevi prikladne za kućnu ili industrijsku upotrebu, jesu li prikladne za svrhu i promjer.
Prednosti i nedostaci polietilena
Zbog prednosti polietilena koristi se za transport tako opasne vrste goriva kao što je prirodni plin.
Glavne prednosti uključuju takve kvalitete kao što su:
- Električna izolacijska svojstva, Polietilen je punopravan dielektrik, ne provodi električne struje. Ugradnja ne zahtijeva uzemljenje.
- Otpornost na agresivne kemikalijekoje se mogu nalaziti u tlu ili na radnom mjestu.
- Nema korozije, mogućnost upotrebe u vlažnom okruženju.
- rastegljivostzbog čega je cjevovod zaštićen od kretanja tla, širenja tijekom smrzavanja, vodeni čekić.
- Akustična pasivna vibracija.
Stupanj otpornosti na habanje je prilično velik - proizvođači modernih PE cijevi za plin daju jamstvo od 30 do 50 godina.

Nedostaci uključuju takvo svojstvo polietilena kao fotodegradacija. To znači da se materijal brzo stara i drobi pod utjecajem ultraljubičastog zračenja. Kako bi se nekako poboljšala otpornost polietilena na sunčevo zračenje, materijalu se dodaje crni pigment kao stabilizirajući agens.
Među ostalim nedostacima - mali raspon radnih temperatura transportirane tvari, propusnost kisika, ovisnost tehničkih karakteristika o vanjskoj temperaturi.
Zbog ovih nedostataka, plinovodi izrađeni od polietilenskih cijevi koriste se samo u zemlji, metalni analozi su instalirani na otvorenim prostorima.
Instalacija cijevi od polietilena za plin
Zabranjeno je samostalno instalirati plinovod u privatnu kuću ili industrijski objekt. To bi trebalo učiniti organizacija koja ima licencu i licencu koja je opravdana licencom za obavljanje ove vrste rada. U budućnosti obavlja i održavanje - obavlja inspekcijske, ispitivačke ili popravne radove.

Prvo, oni dobivaju dozvolu za obavljanje građevinskih radova, izrađuju paket projektne i procjenske dokumentacije i grade geodetsku središnju os. Zatim provode pripremu koja uključuje planiranje ruta, zemljane radove, prijevoz i polaganje cijevi, postavljanje alat za zavarivanje, I tek tada počinju izravno s instalacijskim radovima - polaganjem i zavarivanjem cijevi.
Pregled metoda spajanja cijevi
Polietilen se razlikuje po tome što zagrijavanjem mijenja svoja svojstva i topi se. Ova se kvaliteta koristi za stvaranje trajnih spojeva plinovoda - tj. Za zavarivanje cijevi.
Razlikuju se dvije metode zavarivanja:
- kundak, bez upotrebe oblikovanih elemenata;
- električnopomoću električnih otporničkih spojnica.
Prva se metoda koristi u industrijske svrhe, za zavarivanje cijevi velikog promjera, a druga - za stvaranje kućnih plinskih grana s središnjeg autoputa.
Ako je potrebno odvojivo povezivanje, koristi se treća metoda - kompresija, Krajevi cijevi povezani su steznim spojnicama, koje se po potrebi mogu ukloniti ili zamijeniti.

Prvo razmislite kako izvesti zavarivanje. Pripremni radovi odvijaju se prema jednom planu:
- Odabir i provjera materijala za ugradnju i alata, Grijači, strugači i alati za obrezivanje očiste se, uklonite preostali polietilen i prašinu, obrišite otapalom. Površine i dijelovi trenja podmazuju se. Prikladni u obliku promjera i obujmica promjera.
- Izbor zavarivanja, Program alata, unesite određene parametre u memoriju opreme za grijanje.
- Priprema web mjesta, Krajevi cijevi očišćeni su od pijeska, ljepljive gline, prašine, obrisani. Slobodni krajevi prekriveni su čepovima. Oksidirani krajevi čiste se strugačima.
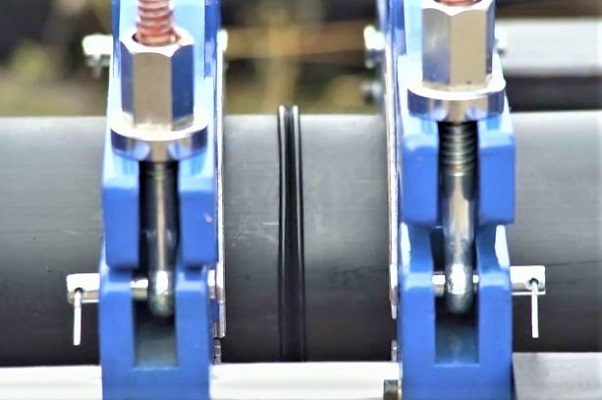
- Cijevi za učvršćivanje i centriranje, Prije zavarivanja potrebno je ukloniti ovalnost, tako da su krajevi cijevi centrirani, a zatim fiksirani u pravom položaju - točno jedan nasuprot drugom.
- Kraj obrade, Na krajevima se odstranjuju čipi debljine 0,1-0,3 mm. Razmak između segmenata spojenih s kraja na kraj ne smije biti veći od 0,3 mm. Nakon čišćenja potrebno je zavarivati kako bi se spriječilo onečišćenje.
Nakon pripremnih radova obavlja se zavarivanje.
Spoj za zavarivanje nastaje zbog "fuzije" rastopljenih krajeva. Taljenje se može postići upotrebom alata za grijanje s radnim elementom na disku.
U postupku zavarivanja važno je uzeti u obzir kriterije poput temperature i vremena ponovnog zagrijavanja, tlačne sile krajeva, trajanja razdoblja uznemiravanja, tlaka tijekom nadmetanja i vremena hlađenja.
Radni nalog:
Znakovi pouzdanog šava su jednolični homogeni ožiljak, nemogućnost odvajanja cijevi upotrebom sile. Zavarivanje topljenjem smatra se vrlo izdržljivim i ne zahtijeva dodatne mjere brtvljenja.
Drugi način je elektrofuzije - karakterizira prisutnost spojnih elemenata - spojnica, adaptera, zavoja, traka. Metalna spirala je učvršćena na unutarnjoj površini armature, koja se zagrijava električnom strujom i rastopi polietilen. Kao rezultat, spojnice se "spajaju" s cijevima, tvoreći jednodijelne spojeve.
Prilikom odabira elemenata za spajanje cijevi za plin iz polietilena, kao i tijekom postupka, važno je uzeti u obzir parametre poput napona, vremena zavarivanja i hlađenja.
Tehnologija je jednostavnija od čeličnog zavarivanja i odvija se sljedećim redoslijedom:
Suvremeni strojevi za zavarivanje opremljeni su upravljačkom pločom s zaslonom.Postupak se izvodi prema odabranom programu, ovisno o vrsti cijevi.
Odvojivi spojevi kada se plinovod koristi izuzetno rijetko. Za to se koriste i fitinzi, ali učvršćeni su mehanički, bez zagrijavanja.
Spojni elementi sastoje se od dva dijela - kompresijskog prstena i kućišta. Uvrtanje navojnih dijelova rezultira čvrstom, ali nestabilnom vezom. Ako je potrebna dodatna pouzdanost, dijelovi okova su uvijeni vijcima i maticama.
Pravila za uređenje PND plinovoda
Tijekom ugradnje i rada polietilenskih cijevi treba se pridržavati mnogih pravila koja osiguravaju i zdravlje plinovoda i opreme, kao i sigurnost korisnika.
Mnogo je zabrana postavljanja autocesta. Na primjer, nemoguće je provoditi plin uz pomoć HDPE cijevi na stjenovitim i jako zaprljanim tlima, kao i na tlima 2. vrste slijeganja. Ako je područje podložno zemljotresima i uočena je seizmičnost iznad 6 točaka, za postavljanje komunikacija potrebno je koristiti drugi materijal.

Ako je dopušteno koristiti HDPE cijevi, moraju biti ispunjeni brojni uvjeti. Na primjer, na strmim padinama potrebno je zaštititi plinovod od moguće erozije rovova i poduzeti dodatne mjere za njihovo jačanje.
Pri prelasku podzemne kanalizacije ili kanala, kanalizacijski ili dalekovodi, bunari, polietilenske cijevi su zatvorene u metalnim kućištima. Udaljenost od površine plinovoda do unutarnjeg zida kućišta je najmanje 10 cm.
Dva ili više plinovoda mogu se postaviti u jedan rov, ali uz pristup svakoj grani radi održavanja ili popravka.
U sjevernim krajevima, gdje temperatura padne ispod -40 ° C, dubina instalacije povećava se na 2,0-3,2 m.
O tome kako položiti plinovod u slučaju ulaska u gasificiranu kuću sljedeći članak, koje savjetujemo svim vlasnicima prigradskih posjeta na čitanje.
Zaključci i korisni video na temu
Pravila elektrofuzijskog zavarivanja:
O značajkama nazubljenog zavarivanja:
Kako se stroj za zavarivanje HDPE cijevi:
Upotreba polietilenskih cijevi za uplinjavanje industrijskih i stambenih objekata postala je tradicija.
HDPE je izdržljiv i pouzdan materijal koji ne izaziva brigu. Ali ugradnju plinovoda trebali bi obavljati isključivo instalatori plinske mreže s iskustvom i znanjem tehnologije zavarivanja polietilena.
Napišite komentare u blok obliku ispod, pošaljite fotografiju na temu članka, postavite pitanja. Podijelite vlastito iskustvo u izgradnji plinovoda od polietilena. Moguće je da će informacije i preporuke koje ste poslali biti korisni posjetiteljima web mjesta.
 Bakrene cijevi za plin: specifičnosti i norme za polaganje bakrenog cjevovoda
Bakrene cijevi za plin: specifičnosti i norme za polaganje bakrenog cjevovoda  Polaganje plinovoda u slučaju kroz zid: specifičnosti uređaja za uvođenje cijevi za plin u kuću
Polaganje plinovoda u slučaju kroz zid: specifičnosti uređaja za uvođenje cijevi za plin u kuću  Ispitivanje tlaka plinovoda: kako se provode ispitivanja nepropusnosti za kontrolu
Ispitivanje tlaka plinovoda: kako se provode ispitivanja nepropusnosti za kontrolu  Izlazak plinovoda iz tla: zahtjevi i značajke rasporeda izlaznog čvora
Izlazak plinovoda iz tla: zahtjevi i značajke rasporeda izlaznog čvora  U kući se mijenjaju plinske cijevi: nijanse zamjene plinskih cijevi u stambenoj zgradi
U kući se mijenjaju plinske cijevi: nijanse zamjene plinskih cijevi u stambenoj zgradi  Kako prenijeti plinsku cijev u stanu: pravila o prijenosu i savjeti za lokaciju
Kako prenijeti plinsku cijev u stanu: pravila o prijenosu i savjeti za lokaciju  Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom
Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom  Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca
Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca  Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama
Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama  Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi
Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}