Stroj za zavarivanje polietilenskih cijevi: što je bolje kupiti i kako ga pravilno koristiti

Polietilenske cijevi su lagane, jednostavne za ugradnju i relativno jeftine. Za postavljanje komunikacija ove vrste potreban je stroj za zavarivanje polietilenskih cijevi. Ispravna upotreba opreme i usklađenost s tehnologijom rada omogućuje vam pouzdanu, gotovo monolitnu vezu koja će trajati mnogo godina.
Razgovarat ćemo o tome kako pravilno odabrati uređaj za formiranje izdržljivih i tijesnih spojeva. U našem članku detaljno su opisane značajke zavarivanja presjeka polietilenskog cjevovoda. Oni koji žele samostalno raditi posao pronaći će korisne preporuke.
Značajke konstrukcija za zavarivanje izrađene od polietilena
Jedna od korisnih karakteristika polietilenskih cijevi je određena fleksibilnost dizajna. Zavarivanje vam omogućuje spremanje ovog svojstva na spoju pojedinih segmenata autoceste, što osigurava ujednačene karakteristike po cijeloj njegovoj duljini.
Takve se cijevi kuhaju i za rov i za polaganje bez rovaako se cijev od čelika ili stakloplastike koristi kao glavni "slučaj".
Najčešće se koriste dvije vrste zavarivanja za povezivanje polietilenskih struktura: kundaka i elektrofuzija (također je termistor). Prije nego što odaberete pravu opremu, trebali biste se upoznati tehnologija zavarivanjašto se treba primijetiti pri uspostavljanju veza.
Pri radu s cijevima izrađenim od polietilena, krajevi konstrukcija prvo se zagrijavaju do temperature taljenja, a zatim se spajaju i komprimiraju pod pritiskom. Zvuči jednostavno, ali u praksi, da biste dobili kvalitetan zavar, trebate dobre profesionalne vještine.

Potrebno je pravilno odrediti vrijeme svakog stupnja, kao i radni tlak koji će se vršiti na radnoj površini tijekom njegovog zagrijavanja i spajanja. Rad se preporučuje izvoditi na sobnoj temperaturi u rasponu od -15 ... + 45 stupnjeva. Ova metoda nije prikladna za strukture s debljinom stijenke manjom od 4,5 mm.

Kučno zavarivanje mogu izvesti dva stručnjaka, dok teška oprema nije potrebna. Troškovi radnog vremena i energije za njihovu provedbu u ovom će slučaju biti vrlo umjereni.
Detaljnije, shema rada za kuglasto zavarivanje je sljedeća:
- Krajeve komunikacija na mjestima spajanja potrebno je obrezati kako bi se očistili od onečišćenja i uklonili nasipi.
- Nakon toga, krajevi cijevi zagrijavaju se pomoću aparata za zavarivanje kako bi se formirao primarni proboj.
- Grijanje se nastavlja neko vrijeme kako bi se dostigla talište polietilena.
- Sada se stroj za zavarivanje uklanja, a vrući krajevi cijevi uredno su spojeni, tvoreći završnu obradu.
- Ostaje pričekati da se konstrukcija ohladi i provjeriti kvalitetu zavara.
Za obrezivanje krajeva pomoću posebnog alata - električnog trimera. Ovaj uređaj omogućuje rezanje strogo okomito na os konstrukcije.
Obrezivanje se vrši mikroplastima dok se na mjestu reza ne dobije kontinuirana polietilenska traka. Temperatura i vrijeme izlaganja grijača na krajevima cijevi određuju se uzimajući u obzir vrstu materijala.

Vrlo je važno da se omjer ovih pokazatelja, kao i pritisak na radnoj površini, održavaju s maksimalnom točnošću. Ovo je najvažniji trenutak za kvalitetan zavar.
Na kraju faze grijanja potrebno je vrlo brzo i istodobno pažljivo odvesti grijač uređaja u stranu kako ne bi došlo do narušavanja integriteta radnih površina i kako bi se izbjeglo slučajno onečišćenje.
Prilikom spajanja krajeva zagrijanih do potrebne razine HDPE cijevi potrebno je osigurati isti pritisak kao pri zagrijavanju površina. Hlađenje zavarivanja također se mora obaviti vrlo pažljivo. Povezane cijevi ne smiju se uklanjati dok se grijani polietilen ne slegne.

Ako se sve operacije izvode ispravno, na mjestu spajanja elemenata formira se uredan, simetričan ovratnik. Ako šav izgleda neravnomjerno ili neuredno, to znači da su tijekom postupka zavarivanja napravljene ozbiljne mane. Snaga takvog spoja bit će vrlo upitna.

Ako je potrebno spojiti cijevi s tankim stijenkama (manjim od 4 mm), preporuča se dati prednost elektrofuzijskom zavarivanju, koje se također naziva termičko zavarivanje. Ova vam opcija omogućuje i stvaranje visokokvalitetne veze, dok je postupak izvođenja radova još lakši nego pomoću metode stražnjice.
Za zavarivanje ove vrste treba izvesti sljedeće korake:
- Da biste očistili od onečišćenja površinu krajeva i dio cijevi koji će biti ispod spojnice, s dobrom marginom.
- Odmašćite radne površine.
- Uklonite oksidni sloj.
- Ugradite spojku na radne površine.
- Centrirajte dizajn.
- Izvršite grijanje i zavarivanje spoja.
- Pričekajte da se točka zavarivanja potpuno ohladi.
Sve pripremne radove treba obaviti s velikom pažnjom, jer prisutnost i najmanjih onečišćivača može značajno narušiti kvalitetu veze. Ako strane tvari slučajno padnu na površinu nakon uklanjanja oksidnog sloja, čišćenje treba ponoviti.
Proces hlađenja ima iste zahtjeve kao i kada se koristi metoda guzice. Svaka promjena položaja cijevi tijekom ovog razdoblja može biti pogubna za zavarivanje. Elektrofuzijsko zavarivanje vrši se pomoću armature, u kojoj su u proizvodnji položene metalne spirale za grijanje.
Da biste započeli postupak, trebali biste instalirati spoj na spoj i pričvrstiti ga na zavarivački stroj, koji će obavljati grijanje.Tijekom postupka zavarivanja, materijal za ugradnju širi se, pružajući potrebni pritisak i dovoljno brtvljenje. Na kraju rada, struja se isključuje, a spojnica ostaje na spoju.
Još jedna zanimljivost metoda zavarivanja polietilenskih cijevi - utičnica. Ovo je najmanje popularna opcija, koja se za razliku od gore opisanih tehnologija može koristiti samo za polaganje unutarnjih komunikacija. To je također prilično jednostavna metoda, tehnički vrlo slična procesu lemljenja cijevi iz polipropilena.

Zavarivanje utičnicom može se preporučiti u prostorijama u kojima je raspored cjevovoda složen, prepun nagiba i zavoja. Za obavljanje operacija ove vrste koristi se gotovo isto željezo za lemljenje kao i za polipropilenske konstrukcije, a postavke opreme nisu puno različite.
Kako kuhati polietilen?
Na temelju podataka o značajkama konstrukcija zavarivanja izrađenih od polietilena, možete odrediti glavne točke koje treba uzeti u obzir pri odabiru odgovarajuće opreme:
- karakteristike cijevi: vrsta polietilena, promjer, debljina stijenke itd .;
- značajke konfiguracije cjevovoda;
- mjesto polaganja cijevi (u zatvorenom ili na otvorenom);
- prihvatljiv stupanj automatizacije procesa;
- prikladna tehnologija zavarivanja itd.
Za zavarivanje stražnjih cijevi koristite posebnu opremu.
Na raspolaganju su majstori uređaji s kojima možete obavljati zavarivanje u ručnom, automatskom i poluautomatskom načinu rada. Najlakši način za svladavanje rada ručnih uređaja, ali namijenjen je samo cijevima malog promjera.

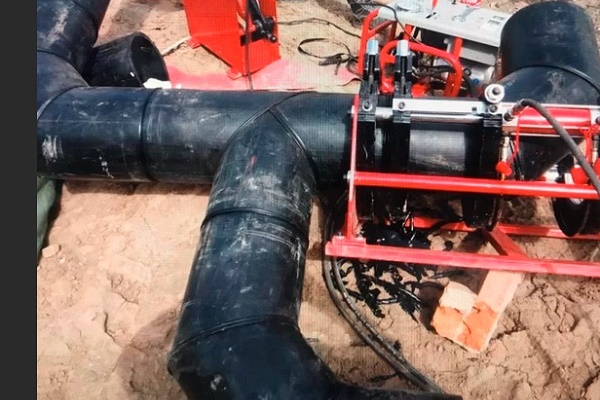
Parametri će se morati odrediti iz tablica. Točnost zavarivanja ručne opreme nije uvijek dovoljno visoka da bi se uspješno radilo s ovim vrstama jedinica, potrebno je neko iskustvo. Poluautomatski uređaji su mnogo praktičniji, opremljeni su hidraulikom: stanica i centralizator, što uvelike pojednostavljuje manipulaciju.

Ovi se uređaji koriste za spajanje cijevi većeg promjera nego kod rada s ručnom opremom. Iako je kretanje elemenata uređaja automatizirano pomoću hidrauličkih uređaja, parametre zavarivanja još uvijek se moraju postaviti prema tablicama.

Ovdje postupak u potpunosti kontrolira računalni procesor. Čarobnjak treba samo unijeti potrebne parametre, na primjer, materijal od kojeg je izrađena cijev, promjer strukture, SDR itd.
Kad koriste tablice, zavarivači djeluju s konceptima kao što su:
- debljina stijenke cijevi;
- radna temperatura grijača;
- promjer strukture;
- krajnje vrijeme grijanja;
- veličina bura;
- pritisak zavarivanja i predgrijavanja;
- vrijeme grijanja i podešavanja;
- vrijeme stvaranja pritiska u fazi naseljavanja građevine;
- vrijeme hlađenja.
Temperatura grijača uglavnom ovisi o karakteristikama materijala od kojeg su izrađene cijevi. Za određivanje ovog parametra koriste se ne samo tablice, već i grafikoni.
Visoka kvaliteta razlikuje opremu za zavarivanje stražnjice švicarskog proizvođača "Georg Fischer". Asortiman je vrlo raznolik, odlikuje se europskom kvalitetom i opravdano visokom cijenom. Relativno su jeftini modeli ravnala KL Line i Weld Line.
Omogućuju vam kuhanje dizajna promjera 630 mm ili manje, karakterizira ih pojednostavljeni dizajn, koji osigurava povećanu pouzdanost jedinice. Prikladno za ugradnju vodovodnih cijevi i kanalizacije, uklj. i pritiska.
Strojevi za zavarivanje GF Line istog proizvođača imaju složeniji uređaj i skuplji su. To su automatski uređaji koji koriste SUVI tehnologiju. Takve se jedinice često koriste pri postavljanju plinovoda, pogodne su za rad s cijevima promjera 160-1200 mm.
Za elektrofuzijsko zavarivanje mogu se koristiti i uređaji koji automatiziraju postupak u različitoj mjeri. Kvaliteta zavarivanja ne ovisi samo o vrsti uređaja, već i o kvaliteti njegove izvedbe, kao i o radnim uvjetima.
Profesionalni slojevi cijevi radije koriste jedinice za rad. Opremljeni su skenerom koji skenira barkod koji je dao proizvođač cijevi.

On šifrira potpuni blok informacija o značajkama ovog materijala. Nakon skeniranja bit će postavljene sve potrebne postavke. Ako su cijevi čiste i pripremljene, možete odmah započeti lemljenje. Dobri uređaji za elektrofuzijsko zavarivanje ne samo da kontroliraju svaku fazu zavarivačkih radova, već i upozoravaju u slučaju pogreške.
Prilikom odabira vrste uređaja treba uzeti u obzir sljedeće značajke opreme za zavarivanje. Termistorski uređaji prikladni su za rad s cijevima gotovo bilo kojeg promjera, jer se zagrijavanje vrši spojnicom odgovarajuće veličine. Ali uređaji za kunsko zavarivanje trebaju se uzeti za određeni promjer konstrukcije.

Termistorski uređaji za zavarivanje, osim toga, imaju vrlo povoljnu cijenu u usporedbi s analogima za nazubljeno zavarivanje. Ali treba imati na umu da će elektro-spojnice kad se koriste, morati plaćati odvojeno. Za cijevi malih promjera, spojnice nisu toliko skupe, ali pri radu s velikim konstrukcijama razlika u cijeni može postati vidljiva.
Činjenica je da se polietilenske cijevi malih promjera (110 mm i manje) isporučuju u ležištima. Na taj se način može dobiti bešavna i fleksibilna komunikacija dugačka do 200 metara.
Za ugradnju takvog dizajna bit će potreban minimalan broj priključaka. Ali kad su u pitanju cijevi promjera više od 110 mm, kupcu nisu osigurane uvale, već komadi dužine samo 12 mm ili manje.

Očito, za postavljanje takvog cjevovoda bit će potreban značajan broj električnih spojeva za spajanje mnogih 12-metarskih dionica. Elektrofuzijska oprema za zavarivanje je kompaktnih veličina.
Ako se radovi trebaju izvoditi u skučenim uvjetima, ova opcija može postati jedina moguća. Minimalni promjer konstrukcija koje koriste elektrofuzijsko zavarivanje također može biti gotovo sve, počevši od 20 mm.
Također treba obratiti pažnju na mogućnost popravljanja cjevovoda ako postoji takva potreba. Čak su i geološke značajke web mjesta na kojem se izrađuje oznaka relevantne kanalizacijski cjevovod ili vodene vodove. Na primjer, u seizmički opasnim područjima neprihvatljivo je zavarivanje, a termistorska metoda obvezna je za upotrebu.
Prilikom odabira opreme za zavarivanje trebali biste pažljivo paziti na pitanja poput dostupnosti jamstvenih obveza, pristupa usluzi nakon prodaje, mogućnosti redovitog certificiranja uređaja itd. Pouzdan prodavač mora imati dozvole za opremu koja se obično proizvodi u inozemstvu.
Zaključci i korisni video na temu
Usporedba i korisni savjeti za odabir aparata za zavarivanje:
Ovaj videozapis pokazuje korak po korak postupak sastavljanja zavarivača za pp cijevi vlastitim rukama:
Odabrati prikladan stroj za zavarivanje cijevi izrađenih od polietilena nije tako teško. Bolje je dati prednost proizvodima poznatih proizvođača u prihvatljivoj cjenovnoj kategoriji. Precizno pridržavanje tehnologije zavarivanja može se dobiti pouzdan spoj.
Recite nam o tome kako ste odabrali stroj za zavarivanje za montažu polimernog cjevovoda kod kuće ili u zemlji. Podijelite argumente koji su odredili vaš izbor. Napišite komentare u donjem bloku, pošaljite fotografiju na temu članka, postavite pitanja.
 Kako se provodi zavarivanje polietilenskih cijevi: upoznavanje s radom
Kako se provodi zavarivanje polietilenskih cijevi: upoznavanje s radom  Temperatura lemljenja polipropilenskih cijevi: glavne faze samozavarivanja + tablica vrijednosti
Temperatura lemljenja polipropilenskih cijevi: glavne faze samozavarivanja + tablica vrijednosti  Plinski plamenik za lemljenje bakrenih cijevi: glavne vrste plamenika + savjeti za potencijalne kupce
Plinski plamenik za lemljenje bakrenih cijevi: glavne vrste plamenika + savjeti za potencijalne kupce  Električno zavarivanje za početnike: nijanse zavarivanja i analiza osnovnih pogrešaka
Električno zavarivanje za početnike: nijanse zavarivanja i analiza osnovnih pogrešaka  Kako kuhati okomite i vodoravne šavove električnim zavarivanjem: upute po korak
Kako kuhati okomite i vodoravne šavove električnim zavarivanjem: upute po korak  Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom
Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom  Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca
Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca  Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama
Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama  Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi
Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Možete li reći nešto o aparatu za zavarivanje Protva PE cijevi? Ponudili su za sumnjivo malo novca. Sumnjam da li da ga uzmem.