Instalacija bakrenih cijevi: Napravite bakrene cijevi

Mreža vode u domaćinstvu sastavljena od elemenata bakrene cijevi smatra se jednom od najpouzdanijih. Naravno, uređenje takve autoceste nije jeftino. Međutim, visoki troškovi vodovoda isplaćuju se njegova dugotrajnost i druge značajne prednosti.
Da biste nekako uštedjeli proračun opskrbe vodom, možete napraviti instalaciju bakrenih cijevi vlastitim rukama, prethodno proučite tehnologiju rada. Dvojite u vlastitim sposobnostima?
Reći ćemo vam koje alate trebate pripremiti, opisati postupne postupke za sastavljanje bakrenog cjevovoda lemljenjem, kao i korištenje presova. Gore navedene foto upute i praktični savjeti pomoći će u izbjegavanju pogrešaka i opremanju pouzdane inženjerske mreže.
Sadržaj članka:
Bakar kao materijal za proizvodnju cijevi
Bakar je optimalan materijal koji osigurava rad sustava na visokim pritiscima i temperaturama. Stoga se bakrena cijev koristi ne samo za postavljanje cijevi kućne tople vode ili grijaćih mreža, već i za druge svrhe.
Za usporedbu možete uzeti polipropilenske cijevi i bakra. Prvi su u stanju podnijeti temperaturu samo do + 95ºS pri pritiscima koji ne prelaze 25 ATI. Drugi mogu raditi pri T = 250ºS i pritiscima do 300 MPa.

Bakar je glavni materijal od kojeg Francuzi, Britanci, Australci i Šveđani radije montiraju vodovodne i grijanje. Visoka mehanička čvrstoća, jednostavna obrada - ova svojstva učinila su bešavne bakrene cijevi popularnima u izgradnji raznih vrsta komunikacija.
Suvremena proizvodnja takvih proizvoda uključuje primjenu zaštitnog polimernog sloja na površini cijevi, eliminirajući pojavu zalutalih struja u zonama magnetskog polja.
Nijanse ugradnje bakrenih cijevi
Vodoinstalateri s nizom alata i iskustvom rada s bakrom izvode brojne radnje tijekom ugradnje bakrenih cjevovoda:
- skidanje, umjeravanje, rezanje;
- daje željeni oblik;
- kompresija, lemljenje, spajanje.
Svaki vlasnik stana ili privatne kuće može iste radnje obavljati vlastitim rukama.

Glavna stvar je naučiti nijanse tehnologije i tajne proizvodnje takvih djela. Svaka radnja zahtijeva odgovarajući alat.
Skup alata obično uključuje:
- rezač za bakrene cijevi ili sjeckalica;
- datoteke, brusni papir, krpe;
- ključevi za obradu metala;
- plinski ključ br. 1;
- ručni kalibrator, savijač cijevi;
- plinski plamenik, fluks, lem, traka.
Početku instalacijskih radova uvijek prethode aktivnosti usmjerene na proračun i izradu sheme distribucije vode ili sustav grijanja.

Na temelju njihovih shema izračunava se potrebni broj bakrenih cijevi, njihova duljina, promjer, kao i broj dodatnih dijelova za ugradnju.
Načini spajanja bakrenih cijevi
U praksi se koristi jedna od dvije metode sastavljanja bakrenih cjevovoda - lemljenjem ili mehaničkim prešanje.
Tajne plinskog lemljenja
Prilikom odabira metode lemljenja za ugradnju sustava, potrebno je uzeti u obzir sljedeće: svi spojevi izvedeni na ovaj način su jednodijelni.Lemljenje pruža visoki postotak garancije gustoće, ali nameće određena ograničenja u održavanju. Nadogradnja sustava često nije moguća bez dodatne složenosti.
Dakle, ako je potrebno promijeniti neki dio vodoopskrbnog sustava (sustav grijanja), na primjer, zbog uvođenja nove opreme mogu se pojaviti poteškoće. Plinski plamenik i tehniku lemljenja morat ćete ponovo upotrijebiti samo kako biste mogli uključiti spojnicu, vod ili drugi dio u sustav.
Stoga se lemljeni zglobovi koriste u projektima skrivenih vodovodnih cijevi zidanih u zidovima ili podovima.

Postupak lemljenja neraskidivo je povezan s radom plinskog plamenika (otvoreni plamen i proizvodi izgaranja). Stoga takva tehnika nije uvijek prikladna za ugradnju, posebno u prostorijama u kojima je prethodno izveden fini završni sloj.
Postupak lemljenja korak po korak:
- Dvije cijevi su izrezane po veličini. Završno područje očišćeno je od izbočina.
- Završni dio jedne od cijevi proširen je kalibatorom - izrađuje se zvono.
- Metalnom četkom i papirom od smiraja očiste mjesta lemljenja do sjaja.
- Očišćene površine obrađuju se otopinom fluksa.
- Obrađeni dijelovi se ubacuju jedan u drugi.
- Spoj se zagrijava plamenikom do tališta lemljenja (350-500ºS).
- Kraj šipke za lemljenje dodiruje donji rub utičnice.
Pod utjecajem visoke temperature, lemljenje se topi i žuri u jaz između zidova cijevi i utičnice zbog kapilarnog učinka stvorenog para fluksa. Rezultat je čist i kvalitetan spoj za lemljenje. Ovo je samo jedan primjer lemljenja cijevi u cijevi.
Na isti se način provodi lemljenje armatura i drugih elemenata.
Korak po korak, upute za lemljenje bakrenih cijevi, kao i tehničke nijanse posla date su u ovaj članak.
Crimp fitingi
Mnogo je jednostavnije i lakše izvesti bakrene cijevi vlastitim rukama, ako koristite drugu široko korištenu tehnologiju - mehaničko prešanje. U ovom se slučaju koriste posebni fitinzi za stvaranje veze bakrenih cijevi.
Otprilike isti elementi koriste se u radu s polipropilenskim cijevima. No, za bakar se izrađuje nešto drugačiji dizajn prstenastog prstena - čvrst, bez reza.

Crimp fitingi izrađeni su od mesinga. Sudeći prema stupnju plastičnosti materijala, ove vrijednosti za bakar i mesing gotovo su iste. Važna značajka uparenja od mesinga i bakra je gotovo potpuna odsutnost galvanske veze između materijala.
Ovaj faktor jamči čistoću spoja tijekom rada - odsutnost oksida, korozije itd.
S aluminijom je situacija potpuno drugačija. Ovaj se metal, za razliku od mjedi, galvanski veže na bakar. U uvjetima kada je voda iz slavine zasićena solima, to jest aktivnim elektrolitom, stvara se povoljno okruženje za nastanak elektrokemijske reakcije.
Pod utjecajem takve reakcije aluminij se uništava. Stoga je izravno spajanje bakrenih cijevi i aluminijskih radijatora (ili drugih aluminijskih uređaja) nepoželjno. Primjerice treba koristiti čelične prijelaze.
Ugradnja ugradnje:
- Završno područje cijevi se uklanja.
- Na kraju cijevi nalazi se matica, prsten za prešanje.
- Ključem do željene veličine, pričvršćenje se drži u jednom položaju.
- Pomoću drugog ključa matica je pričvršćena na navoj cijevi.
Gustoća veze postiže se ravnomjernim stezanjem presovanog prstena duž promjera bakrene cijevi. Pri zatezanju matice ne preporučuje se ekstremna sila. Od mjesta početnog zaustavljanja dovoljno je ispružiti maticu 1-2 okreta.

Prednosti pritisnite konektor aplikacije - prema potrebi se mogu rastaviti i ponovo sastaviti. Ali istodobno, na kvalitetu zbijanja takvih spojeva utječu promjene temperature vanjskog i unutarnjeg okoliša.
Često, zbog temperaturnih promjena, curenja prešanih veza propuštaju. Takav se kvar uklanja jednostavno i brzo - zatezanjem matice.
Međutim, za skrivenu instalaciju vodoopskrbnog sustava, tehnika prešanja spojnih spojeva bakrenih cijevi očito nije prikladna.
Alati za ugradnju elemenata
Nije uvijek moguće prerezati cijev bez probijanja zidne strukture. Debljina stijenke bakrenih cijevi do promjera 28 mm iznosi samo 1 mm. Čak i upotreba diska rezač cijevi za bakrene cijevi ne daje puna jamstva za ravnomjernost rezanja. Ako se uoče poremećaji na zidu, koristite kalibrator. Pomoću ovog alata cijev i utičnica se kalibriraju (poravnaju).
Rezači cijevi proizvode se ručno, električno, pneumatski, hidraulično. Konstruktivno, rezač cijevi je mehanička stezaljka, gdje dva valjka djeluju kao potporni elementi. Jedan od valjka ima oštricu.
Postupak rezanja provodi se uzastopnim pritiskanjem i pomicanjem rezača cijevi oko osi cijevi. Što se glađe i češće vrši prešanje, to je bolji dio cijevi.

Instalacijski radovi često su praćeni savijanjem bakrenih cijevi. Kvalitetno glatko savijanje bilo kojeg radijusa pomaže u stvaranju alata koji se naziva savijač cijevi. Postoje dvije vrste savijača bakrenih cijevi - opružna i mehanička.
Prvi alat ima jednostavan, ali učinkovit dizajn. Namijenjeni za savijanje cijevi malog promjera. Druga vrsta uključuje nekoliko strukturnih sorti.
Proljetni savijač izrađen je u obliku dugog kućišta, koji se nosi na bakrenoj cijevi. Jedan kraj takvog kućišta malo je proširen za veću jednostavnost uporabe. Bakrena cijev postavljena u takav opružni omotač savijena je ručno, bez opasnosti da se zaglavi na zavoju.
Nedostaci - radijus savijanja mora biti provjeren očima, za određeni promjer cijevi trebate svoj vlačni opružni savijač.

Mehanički savijači cijevi (poluga, segment, samostrel, hidraulika) omogućuju savijanje cijevi različitog promjera (od 10 do 125 mm). Bakrene cijevi velikog promjera obično su savijene segmentirano i savijač hidraulične cijevi, Kut savijanja pri radu s takvim uređajima može biti 180 °.
Specifikacije bakrenog vodovoda
trajnost bakrene cijevi za vodu donekle, zbog činjenice da klor sadržan u vodi u reakciji s bakrom potiče stvaranje tankog oksidnog filma na unutarnjoj površini. Ovaj film dodatno štiti zid cijevi od negativnog utjecaja pumpanog medija.
Također, bakar se smatra optimalnim materijalom prema rezultatima sanitarno-bakterioloških ispitivanja. Ovaj metal ima bakteriološki učinak, na primjer, protiv virusa stafilokoka.

Bakar ima visoki koeficijent toplinske vodljivosti.Ovaj trenutak prisiljava se na poduzimanje mjera usmjerenih na izolaciju cijevi od vanjskog okruženja.
Neizolirana opskrba vodom hladnom vodom tijekom ljetnog razdoblja može stvoriti ozbiljan problem za prikupljanje i uklanjanje kondenzata. Primjećeni su značajni gubici topline na neizoliranim cijevima tople vode. Provodeći instalaciju mreža bakrenih cijevi vlastitim rukama, ove točke treba uzeti u obzir.
Zaključci i korisni video na temu
O instaliranju bakrenog vodovoda možete saznati iz sljedećeg videozapisa:
Kvaliteta, pouzdanost, trajnost - sustavi vode i grijanja obdareni ovim svojstvima često oduševljavaju vlasnike stanova i kuća ako se bakar koristi za instalacijske radove.
Doista, kad postoji povjerenje da nema propuštanja i da to ne predviđa u budućnosti, da naleti ne bi trebali biti oštri zimi, to znači da je u kuću instaliran sustav bakrenih cijevi.
Postoji li nešto za nadopuniti ili imate pitanja o tehnologiji ugradnje bakrenih cijevi? Molimo ostavite komentare i sudjelujte u raspravama o publikaciji. Kontaktni obrazac nalazi se u donjem bloku.
 Učinite samostalno ugradnju polipropilenskih cijevi: tehnologija rada s PP cijevima
Učinite samostalno ugradnju polipropilenskih cijevi: tehnologija rada s PP cijevima  Ugradite sami plastične cijevi: tehnologija povezivanja i primjeri ožičenja
Ugradite sami plastične cijevi: tehnologija povezivanja i primjeri ožičenja  Napravite uradi sam tehnologiju zavarivanja polipropilenskih cijevi: pregled metoda i nijansi
Napravite uradi sam tehnologiju zavarivanja polipropilenskih cijevi: pregled metoda i nijansi  Učinite samostalno ugradnju HDPE cijevi: upute za zavarivanje + kako saviti ili ispraviti takve cijevi
Učinite samostalno ugradnju HDPE cijevi: upute za zavarivanje + kako saviti ili ispraviti takve cijevi  Spajanje bakrenih cijevi: upute i usporedba različitih tehnologija ugradnje
Spajanje bakrenih cijevi: upute i usporedba različitih tehnologija ugradnje 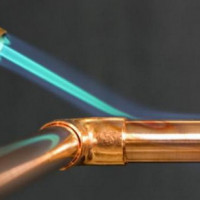 Lemljenje bakrenih cijevi: detaljna analiza rada i praktični primjeri
Lemljenje bakrenih cijevi: detaljna analiza rada i praktični primjeri  Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom
Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom  Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca
Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca  Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama
Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama  Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi
Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}