Pematerian paip tembaga: analisis langkah demi langkah kerja dan contoh praktikal

Tuan rumah berusaha melaksanakan sendiri kerja-kerja pembinaan dan pembaikan, yang bukan sahaja memungkinkan untuk menjimatkan anggaran keluarga, tetapi juga benar-benar yakin akan hasil yang berkualiti. Oleh itu, mereka harus menguasai kaedah dan teknologi baru - seperti paip tembaga pematerian.
Kami akan memberitahu anda cara memasang dan menghubungkan komunikasi dari paip tembaga. Di sini anda akan mengetahui bahan habis pakai dan alat yang diperlukan oleh pelaku. Kemahiran yang berguna, bahkan dalam kehidupan sehari-hari, memungkinkan untuk memasang saluran paip secara bebas dengan ciri operasi yang sangat baik.
Kandungan artikel:
Soldering Copper: Mengapa Anda Perlu Mempelajarinya
Saluran paip tembaga jarang digunakan dalam praktik. Sebabnya adalah kos bahan yang agak tinggi. Walau bagaimanapun, saluran paip tembaga dianggap sebagai yang terbaik.
Logam ini mengatasi semua bahan lain dalam ketahanan panas, kelenturan dan ketahanan. Paip tembaga pemanasan selepas pemasangan, ia boleh dicurahkan ke dalam konkrit, tersembunyi di dinding, dll. Semasa operasi, tiada apa yang akan berlaku kepada mereka.

Perkara ini harus diambil kira semasa memilih bahan untuk mengatur pemanasan atau bekalan air. Dengan bergantung pada operasi jangka panjang, kos yang lebih tinggi akan dikembalikan sepenuhnya. Sebagai tambahan kepada prestasi yang sangat baik yang dimiliki tembaga, ia cukup mudah dipasang. "Kisah Menakutkan" tentang kesulitan dalam pematerian sering dibesar-besarkan.
Tembaga cukup sederhana untuk disolder. Permukaannya tidak memerlukan penggunaan agen pembersih yang agresif.Banyak logam lebur rendah mempunyai lekatan yang tinggi dengannya, yang memudahkan pemilihan pateri.
Fluks tembaga yang mahal tidak diperlukan, kerana tidak berlaku tindak balas kekerasan dengan oksigen semasa pencairan logam. Dalam proses pematerian, paip tidak berubah bentuk, bentuk dan dimensinya tetap tidak berubah. Jahitan yang dihasilkan dapat dizip jika perlu.
Cara pematerian bahagian tembaga
Pematerian dianggap kaedah terbaik untuk menggabungkan bahagian tembaga. Semasa operasi, solder lebur mengisi jurang kecil antara unsur-unsur, membentuk sambungan yang boleh dipercayai.
Dua kaedah untuk menyediakan sebatian tersebut adalah yang paling biasa. Ini adalah pematerian kapilari suhu tinggi dan rendah. Mari kita lihat bagaimana mereka berbeza antara satu sama lain.
Ciri Suhu Tinggi
Dalam kes ini, proses penyambungan unsur dari tembaga berlaku pada suhu melebihi +450 darjah. Pateri adalah sebatian terpilih, yang asasnya adalah logam tahan api: perak atau tembaga.
Mereka memberikan jahitan yang kuat, tahan terhadap kerosakan mekanikal dan suhu tinggi. Sebatian seperti itu dipanggil pepejal.

Ciri yang disebut pematerian pepejal adalah penyepuhlindapan logam, ini menyebabkan pelunakannya. Oleh itu, untuk mengurangkan kerugian pada ciri kekuatan tembaga, perlu menyejukkan sendi yang sudah siap hanya secara semula jadi, tanpa menggunakan tiupan buatan atau menurunkan bahagian ke dalam air sejuk.
Sambungan padat digunakan untuk paip dengan diameter 12 hingga 159 mm. Memateri suhu tinggi digunakan untuk menyambungkan paip gas.
Dalam paip, ia digunakan dalam proses pemasangan paip air untuk penyambungan monolitik bahagian yang diameternya melebihi 28 mm. Di samping itu, sambungan seperti ini digunakan dalam keadaan di mana suhu cecair yang beredar di dalam paip boleh melebihi +120 darjah.
Pematerian suhu tinggi juga digunakan untuk pemasangan sistem pemanasan. Kelebihannya dianggap sebagai kemungkinan mengatur saluran keluar dari sistem yang dipasang sebelumnya tanpa pembongkaran awalnya.
Pematerian suhu rendah secara terperinci
Pematerian suhu lembut atau rendah merujuk kepada penyambungan bahagian tembaga, di mana suhu di bawah + 450 ° C digunakan. Dalam kes ini, logam lembut yang boleh dileburkan, misalnya, timah atau plumbum, dipilih sebagai solder.
Lebar jahitan yang dibentuk oleh pematerian sedemikian boleh bervariasi dari 7 hingga 50 mm. Sebatian yang dihasilkan disebut lembut. Ia kurang tahan lama daripada padat, tetapi mempunyai sejumlah kelebihan yang ketara.

Perbezaan utama adalah bahawa semasa proses pematerian, penyepuhlindapan logam tidak berlaku. Oleh itu, kekuatannya tetap sama.
Selain itu, suhu semasa pematerian suhu rendah tidak setinggi suhu semasa pematerian suhu tinggi. Oleh itu, ia dianggap lebih selamat. Sambungan lembut yang disebut digunakan untuk memasang paip berdiameter kecil: dari 6 hingga 108 mm.
Dalam sambungan suhu rendah paip paip tembaga digunakan untuk pemasangan rangkaian air dan pemanasan, tetapi dengan syarat suhu cecair yang beredar di dalamnya kurang dari +130 darjah. Untuk saluran paip gas, penggunaan sambungan jenis ini dilarang sama sekali.
Apa yang diperlukan dalam proses itu?
Untuk membuat sambungan berkualiti tinggi, anda memerlukan bahan dan alat khas. Pertama sekali, fluks diperlukan untuk memproses permukaan bahagian yang sebelumnya telah dibersihkan. Ia mengeluarkan oksida dari dasar, meningkatkan kebolehmebaran pateri lebur dan mengurangkan ketegangan permukaan.
Di samping itu, anda juga akan memerlukan pateri untuk bekerja dengan tembaga. Untuk pengelasan suhu tinggi, bahan dipilih yang tidak termasuk plumbum. Pembungkusan harus dilabel "bebas plumbum" atau "bebas plumbum".
Untuk pematerian suhu rendah, solder rendah lebur dipilih, di mana timah, tembaga, bismut, perak dapat hadir. Jenis suhu rendah pateri boleh didapati dalam bentuk wayar 3 mm.

Untuk bekerja, anda memerlukan alat. Pertama sekali, pemotong paip. Dengan itu, mungkin untuk memotong butiran ukuran yang diinginkan. Penting untuk memilih alat berkualiti tinggi agar bahan lembut, yang merupakan tembaga, tidak macet.
Ia juga memerlukan chamfer untuk menghilangkan burr. Jika tidak, mustahil untuk memasukkan satu bahagian ke bahagian yang lain. Untuk membersihkan permukaan dalaman paip, sikat atau sikat juga digunakan.

Untuk memanaskan unsur kuprum menggunakan alat yang berbeza. Selalunya, untuk pematerian suhu rendah pilih pembakar gasmempunyai api yang sempit.
Peralatan gas dalam kes ini berfungsi dari silinder dengan campuran propana dan butana atau dengan butana tulen. Satu pengisian bahan bakar seperti itu cukup untuk 3-4 ratus sendi.
Peranti berfungsi dengan cekap, apabila dipanaskan oleh pembakar, paip akan memanas dalam beberapa saat. Pematerian suhu tinggi dilakukan menggunakan campuran gas propana-oksigen atau asetilena-udara.
Selain itu, pematerian boleh dilakukan dengan menggunakan besi pematerian khas, yang dirancang untuk bekerja dengan bahagian yang diperbuat daripada tembaga. Peranti ini mampu bekerja dengan penjual keras dan lembut. Pateri disambungkan ke rangkaian dan digunakan di mana mustahil untuk bekerja dengan api terbuka. Peranti ini dilengkapi dengan penjepit tang dan elektrod yang boleh ditanggalkan.
Sebagai tambahan kepada alat ini untuk pemasangan saluran paip, anda memerlukan penanda atau pensil, ukuran pita, tukul dan tahap pembinaan.
Teknologi Brazing
Setelah menyediakan alat dan bahan, anda boleh memulakan proses pematerian. Kami melakukan semua operasi mengikut urutan berikut:
Potong bahagian panjang yang diperlukan
Pelbagai alat boleh digunakan untuk memotong paip tembaga. Pemotong paip manual yang paling biasa digunakan. Untuk membuat pemotongan yang sekata, kami memegang paip hanya tegak lurus dengan alat.
Kami menjepit bahagian antara roller dan bilah dan memutar pemotong paip di sekelilingnya. Selepas setiap revolusi, jangan lupa untuk mengetatkan baut penyesuaian sekitar sepertiga revolusi. Semasa menggunakan pemotong paip, pemotongan akan menjadi rata, pemarkahan akan muncul hanya di dalam paip.

Tetapi pada masa yang sama, diameter produk akan sedikit menurun, yang tidak diingini. Anda boleh mengelakkan ubah bentuk bahagian jika memotongnya dengan gergaji besi. Tetapi dalam kes ini, akan ada banyak duri, yang perlu dilupuskan, dan anda perlu menggunakan templat untuk mengurangkan potongan potongan.
Penghancuran atau ovalisasi pemotongan paip akan membawa kepada akibat yang tidak menyenangkan, kerana ia semestinya akan mengubah ukuran jurang pemasangan. Nilainya mestilah dalam lingkungan 0,02-0,4 mm. Sekiranya jurang kurang, solder tidak akan dapat masuk ke dalamnya. Dengan peningkatan jurang, kesan kapilari tidak dapat menampakkan dirinya.
Sebagai hasil pemotongan, bahagian harus diperoleh dengan hujung silinder yang ketat dengan potongan minimum. Pastikan untuk mengeluarkan duri dari bahagian tersebut, bersihkan permukaan dalamannya dengan berus dan lekapkan. Begitu juga, kita memotong bahagian kedua paip. Kami mengambil pengembang paip dan dengan bantuan tukul kami meningkatkan diameter paip kedua.

Kami memeriksa bagaimana bahagian-bahagian itu sesuai satu sama lain, kami memeriksa dimensi jurang pemasangan yang dihasilkan. Ia mesti betul-betul sesuai dengan norma. Kami membersihkan dan membersihkan bahagian kedua. Operasi dilakukan di seluruh keratan rentas paip, ingat bahawa panjang sambungan harus sama dengan diameter bahagian.
Sapukan fluks ke permukaan paip
Mengikut peraturan teknologi paip tembaga pematerian, sapukan lapisan fluks pada bahagian. Kami mengambil komposisi dan dengan berus perlahan-lahan menerapkannya ke permukaan luar paip, yang akan berada di dalam sambungan.
Kami menjalankan operasi dengan sangat berhati-hati.Kami cuba mengumpulkan jumlah penyelesaian minimum dan menyebarkannya sepenuhnya. Fluks berlebihan tidak boleh kekal di permukaan.
Kami menyambungkan bahagian sebelum pematerian
Setelah fluks diterapkan ke bahagian, mereka mesti disambungkan. Ini mesti dilakukan dengan cepat agar zarah pencemaran tidak masuk ke permukaan yang lembap. Sekiranya kita bekerja dengan pemasangan atau loceng, kita membuat sambungan lengkap elemen.
Untuk melakukan ini, putar semuanya. Dalam proses putaran, bagian-bagian tidak hanya "terpasang" ke tempatnya, tetapi juga fluks diedarkan secara merata mungkin di celah pemasangan.

Melepaskan fluks pada bahagian dilarang, kerana ia adalah komposisi kimia yang agresif.
Memateri paip dengan pemasangan berdasarkan cincin pemampatan dilakukan dengan urutan berikut:
Pembentukan sebatian pada pematerian suhu rendah
Semasa membuat sambungan lembut, solder yang boleh dileburkan dan fluks suhu rendah adalah wajib. Untuk pemanasan, anda boleh menggunakan pembakar gas standard atau kecil, yang diisi dengan campuran propana dengan udara atau propana dengan butana dan udara. Anda boleh menggunakan seterika elektrik khas.
Kami mengambil pembakar, menyalakannya dan mengarahkan api ke sendi paip. Titik hubungan antara nyalaan dan bahagian mesti digerakkan secara berterusan. Ini perlu supaya elemen dipanaskan secara merata. Kami mengambil solder dan dari semasa ke semasa kami menyentuhnya dengan jurang pemasangan. Dengan pemanasan yang mencukupi, solder mula mencair.

Sebaik sahaja ini berlaku, kita membuang pembakar untuk membiarkan pateri mengisi celah kapilari sepenuhnya. Sekiranya pateri belum mula mencair, teruskan pemanasan. Ciri pematerian suhu rendah adalah bahawa pateri tidak dipanaskan khas. Ia harus mencair dari panas unsur-unsur yang dipanaskan dari sebatian.
Selepas pateri mengisi jurang kapilari sepenuhnya, ia mesti dibiarkan sejuk, lebih baik dalam keadaan semula jadi. Perlu diingat bahawa sendi lembut yang dihasilkan mempunyai kekuatan yang rendah, sehingga dilarang menyentuhnya dalam bentuk panas.
Perkara penting lain. Dalam proses pematerian sangat penting untuk tidak terlalu panas tembaga. Jika tidak, fluks yang tersimpan pada logam akan runtuh, dan, dengan demikian, tidak akan dapat melarutkan dan mengeluarkan oksida, yang akan memberi kesan buruk kepada kualiti sebatian tersebut.
Oleh itu, disarankan untuk menggunakan fluks dengan serbuk pateri. Apabila suhu bahagian mencukupi untuk memanaskan pateri, serbuk akan mencair dan akan dapat dilihat bagaimana titisan lebur itu bersinar di dalam fluks.
Sekiranya penggunaan nyalaan dengan alasan apa pun tidak dapat diterima, alat pemateri yang dikuasakan oleh elektrik akan digunakan. Peralatan tersebut adalah satu set bekalan kuasa, tong elektrik dan besi pematerian.
Prosedur pemanasan dan pembentukan sebatian selanjutnya dengan besi pematerian tidak berbeza dengan yang di atas. Satu-satunya peringatan: memerlukan lebih sedikit masa untuk memanaskan bahagian sepenuhnya daripada ketika memanaskan dengan pembakar.
Pembentukan jahitan ketika memateri jenis suhu tinggi
Dalam proses pematerian seperti itu, pembakar gas juga digunakan untuk memanaskan bahagian-bahagiannya. Ia diisi dengan campuran propana dengan oksigen atau asetilena dengan udara. Ada kemungkinan menggunakan campuran asetilena-oksigen.
Tuan mengesyorkan memanaskan bahagian secara merata dan cepat. Maksudnya, proses pemanasan harus singkat. Pembakaran gas dalam peranti harus menghasilkan api biru terang dengan intensiti rendah.

Kami menggerakkan pembakar dengan lancar sepanjang sambungan masa depan supaya pemanasan seragam mungkin. Apabila tembaga memanaskan hingga sekitar 750C, ia akan memperoleh warna ceri gelap. Pada ketika ini, sajikan pateri.
Untuk menjadikannya lebih panas, anda boleh memanaskannya sedikit dengan pembakar. Tetapi mesti diingat bahawa pateri harus meleleh dari bahagian sambungan yang dipanaskan, dan bukan dari pembakar. Sebaik-baiknya, penyambungan perlu dilakukan dengan pemanasan minimum, di mana solder akan segera mencair dan mengisi jurang pemasangan pada kali pertama.
Mungkin ini tidak akan berfungsi dengan segera, tetapi apabila pengalaman terkumpul, hasilnya akan bertambah baik. Setelah celah diisi sepenuhnya dengan pateri, biarkan sambungan menjadi sejuk. Menyentuhnya tidak digalakkan buat masa ini. Kami dengan berhati-hati mengelap jahitan yang disejukkan untuk menghilangkan sisa fluks.
Analisis terperinci mengenai teknologi saluran paip tembaga dengan menggunakan pembakar gas diberikan dalam artikel, kandungan yang kami cadangkan agar anda membaca.
Keselamatan Tiub Tembaga
Tuan baru berminat untuk menyolder paip tembaga dengan betul, tetapi pada masa yang sama melupakan keselamatan. Ini tidak dapat dilakukan. Anda perlu memahami bahawa tembaga dicirikan oleh kekonduksian terma yang tinggi, jadi anda tidak boleh memegang bahagian di tangan anda tanpa perlindungan.
Kecuaian dan kecuaian dengan pemasangan paip tembaga boleh mengakibatkan pembakaran haba. Barang-barang kecil hingga 0.3 m diambil hanya dengan sarung tangan pelindung atau dipegang dengan penjepit.
Perhatian juga diperlukan semasa bekerja dengan fluks. Ini adalah komposisi yang sangat agresif. Sekiranya semasa pematerian terkena pada kulit, anda harus segera berhenti bekerja dan mencuci fluks dari kulit dengan air sabun yang banyak. Jika tidak, bukan sahaja haba, tetapi juga luka bakar kimia dapat muncul pada kulit.

Pakaian untuk bekerja juga perlu dipilih dengan betul. Kain sintetik sama sekali tidak sesuai. Serat buatan sangat sensitif terhadap suhu tinggi. Ia mudah mencair dan menyala, jadi untuk bekerja lebih baik memilih pakaian padat yang terbuat dari kapas semula jadi.
Perkara penting lain. Apabila bahagian dipanaskan, fluks mula terbakar. Pasangannya berbahaya bagi manusia. Atas sebab ini, ruangan di mana pematerian paip tembaga sedang dilakukan harus berventilasi dengan baik.
Pengrajin yang berpengalaman menasihati mereka yang pertama kali melakukan pematerian untuk melakukan latihan pemangkasan paip terlebih dahulu. Amalan menunjukkan bahawa setelah tiga atau empat sambungan dibuat secara bebas, pemasangan saluran paip sudah mungkin dilakukan. Dalam kes ini, disarankan untuk memasang sistem di lantai dan hanya kemudian meneruskan pematerian.
Saluran paip yang sudah siap mesti dibilas dengan baik dengan air panas bersih untuk menghilangkan pateri dan fluks dari bahagian dalam bahagian.
Kesalahan utama yang dilakukan semasa pematerian
Proses pematerian paip tembaga agak mudah, tetapi memerlukan sedikit pengalaman. Pemula sering melakukan kesalahan dalam pekerjaan.
Pertimbangkan yang utama:
- Kehadiran kecacatan pada permukaan bahagian yang bersambung.Kekurangan seperti itu mungkin muncul dalam proses memotong paip. Sekiranya pematerian dilakukan atas kecacatan, jahitannya akan rapuh.
- Pencemaran di persimpangan unsur. Bahagian mesti dilenyapkan setelah memotong dan membersihkan.
- Lebar jurang pemasangan tidak mencukupi. Menurut peraturan, untuk bahagian dengan keratan rentas dari 6 hingga 108 mm, dimensi jurang harus dari 7 hingga 50 mm.
- Pemanasan bahagian yang tidak mencukupi. Dalam kes ini, pateri tidak dapat menyatu dengan asas. Jahitan seperti itu akan mudah runtuh walaupun di bawah beban ringan.
- Fluks tidak menutup seluruh permukaan paip. Oksida kekal di permukaan bahagian, yang mempengaruhi kualiti jahitan secara negatif.
- Terlalu panas bahagian sambungan. Ia membawa kepada pembakaran fluks dan pembentukan oksida dan skala. Akibatnya, kualiti sambungan merosot dengan mendadak.
- Periksa sambungan sejuk. Sebelum memeriksa kualiti jahitan, anda perlu memastikan bahawa paip telah sejuk. Jika tidak, sendi pasti akan cacat dan kehilangan kekuatan.
- Mengabaikan peraturan keselamatan. Pematerian dilakukan pada suhu tinggi dan menggunakan bahan kimia agresif. Pakaian pelindung, topeng dan sarung tangan diperlukan.
Mungkin sukar bagi master pemula untuk menentukan tahap pemanasan bahagian secara bebas, maka perlu dijemput seorang profesional dan membuat hubungan pertama di bawah bimbingannya.
Dia akan memperkenalkan kaedah membina litar pemanasan dari paip tembaga artikel seterusnyayang kami cadangkan agar anda membiasakannya.
Kesimpulan dan video berguna mengenai topik tersebut
Anda boleh mendapatkan maklumat yang lebih menarik lagi mengenai pematerian paip tembaga dari video berikut.
Video # 1. Ciri-ciri tembaga mematri suhu tinggi:
Video # 2. Cara pematerian kelengkapan tembaga:
Video # 3. Apakah fluks pematerian:
Memateri paip tembaga sendiri adalah kemahiran berguna yang pasti akan berguna untuk tuan rumah. Saluran paip yang diperbuat daripada tembaga sangat panjang dan bebas masalah. Memandangkan kos alat ganti yang agak tinggi, pemasangan sendiri dapat menjimatkan dan mendapatkan saluran paip berkualiti tinggi dengan harga yang sangat berpatutan.
Adakah anda mempunyai pengalaman peribadi dalam menghubungkan paip tembaga dengan pematerian? Mungkin anda mempunyai pengetahuan tentang nuansa karya? Sila tulis komen di blok di bawah, ajukan soalan, kongsi pendapat dan foto anda mengenai topik artikel.
 Paip polipropilena pematerian: peraturan kerja dan analisis kemungkinan kesalahan
Paip polipropilena pematerian: peraturan kerja dan analisis kemungkinan kesalahan  Tiub tembaga pematerian dengan pembakar gas: petua dan langkah berguna untuk pematerian sendiri
Tiub tembaga pematerian dengan pembakar gas: petua dan langkah berguna untuk pematerian sendiri  Pemasangan paip tembaga DIY: teknologi pemasangan paip tembaga
Pemasangan paip tembaga DIY: teknologi pemasangan paip tembaga  Menyambungkan paip tembaga: arahan dan perbandingan pelbagai teknologi pemasangan
Menyambungkan paip tembaga: arahan dan perbandingan pelbagai teknologi pemasangan  Cara menabrak paip plastik: ciri kerja dan analisis semua nuansa penting
Cara menabrak paip plastik: ciri kerja dan analisis semua nuansa penting  Penyangkut paip PVC: pilihan popular + arahan langkah demi langkah
Penyangkut paip PVC: pilihan popular + arahan langkah demi langkah  Berapa kos untuk menyambungkan gas ke rumah persendirian: harga mengatur bekalan gas
Berapa kos untuk menyambungkan gas ke rumah persendirian: harga mengatur bekalan gas  Mesin basuh terbaik dengan pengering: penilaian model dan petua pelanggan
Mesin basuh terbaik dengan pengering: penilaian model dan petua pelanggan  Berapakah suhu warna cahaya dan nuansa memilih suhu lampu yang sesuai dengan keperluan anda
Berapakah suhu warna cahaya dan nuansa memilih suhu lampu yang sesuai dengan keperluan anda  Penggantian geyser di apartmen: penggantian kertas kerja + norma dan syarat asas
Penggantian geyser di apartmen: penggantian kertas kerja + norma dan syarat asas 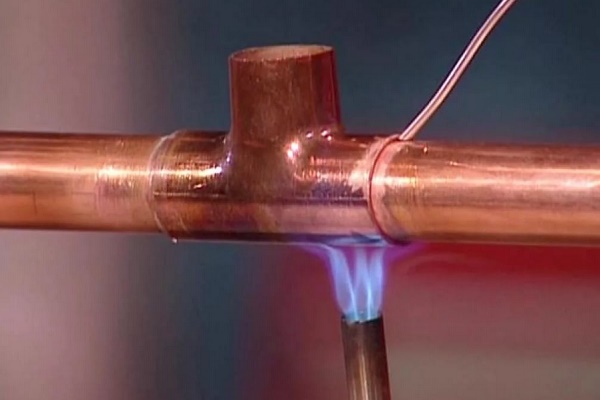{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Saya sangat jarang berurusan dengan paip tembaga, ada sedikit yang menggunakannya, lebih suka plastik yang lebih murah dan lebih berguna. Tetapi saya melihat paip seperti itu di rumah yang mengaku elit. Ia sesuai dengan bahagian dalam. Dan saya juga berpeluang menyoldernya. Saya dapat mengatakan dari pengalaman peribadi bahawa untuk melaksanakan kerja ini tidak rumit dan ada nuansa.
Tembaga adalah logam responsif; dengan sendirinya ia tidak akan menimbulkan masalah kepada anda. Tetapi jika anda sendiri melakukan kesalahan, maka setelah beberapa waktu tempat pematerian anda akan mengalir. Kepada semua orang yang tiba-tiba menghadapi keperluan untuk memateri paip tembaga, pertama sekali saya akan katakan - jangan malas dan jangan meluangkan masa untuk persediaan! Permulaan yang baik adalah separuh pertempuran.
Kerosakan teruk - ia akan mengalir. Melucutkan dengan teruk adalah sama. Kedua: fluks sederhana tetapi mencukupi. Anda akan menyesal ia akan mengalir. Terlalu berlebihan - dapatkan lekatan yang buruk.Ketiga: keadaan suhu yang kompeten. Kedua-dua terlalu panas dan kurang panas sama buruknya. Secara umum, jika anda akan menyolder untuk pertama kalinya, yang terbaik adalah mencari sebatang paip tembaga dan praktikkan seperti dalam draf. Pada masa yang sama, kenal pasti kemungkinan kesalahan anda.