Elektrisk sveising for nybegynnere: nyansene av sveising og analyse av grunnleggende feil

En leilighet, enn si et privat hus, trenger regelmessig vedlikeholds- og reparasjonsarbeid. En håndverker i hjemmet må være en generalist og kunne utføre mange forskjellige oppgaver. Derfor ønsker mestrene å mestre så mange teknologier som mulig.
En av de mest etterspurte ferdighetene er evnen til å utføre sveisearbeid. Praksis viser at elektrisk sveising er best for nybegynnere - teknologien er enkel og tilgjengelig for alle som vil lære å bruke den. Før du begynner å mestre metoden, bør du gjøre deg kjent med spørsmålets teoretiske aspekt, enig?
All nødvendig informasjon er detaljert i vår artikkel. Vi beskrev prinsippet om elektrisk sveising og identifiserte hvilken enhet som er best å velge for å jobbe hjemme. I tillegg gir artikkelen en trinn-for-trinn-teknologi for sveising av deler, metoder for å lage sømmer, og lister også opp mulige feil på skjøtene.
Innholdet i artikkelen:
Hva er elektrisk sveising?
Electric kalles en av sveisemetodene når en elektrisk lysbue brukes til oppvarming og etterfølgende smelting av metaller. Sistnevnte temperatur når 7000 ° C, som er mye høyere enn smeltepunktet for de fleste metaller.
Prosessen med elektrisk sveising fortsetter som følger. For dannelse og vedlikehold av en elektrisk lysbue tilføres en strøm fra sveiseinnretningen til elektroden.

Når elektrodestangen berører overflaten som skal sveises, strømmer det en sveisestrøm. Under dens innflytelse og påvirkning fra den elektriske lysbuen begynner elektroden og metallkanten på elementene som blir sveiset.Et sveisepool dannes fra smelten, som sveiserne sier, der den smeltede elektroden blandes med basismetallet.
Smeltet slagg flyter til overflaten av badet, som danner en beskyttende film. Etter å ha slått av buen, avkjøles metallet gradvis og danner en søm dekket med skala. Etter at materialet er avkjølt, blir det renset.
Ikke forbrukbare og forbrukselektroder kan brukes til sveising. I det første tilfellet føres en påfyllingstråd inn i smelten for å danne en sveis, i det andre er dette ikke nødvendig. Spesielt utstyr brukes til dannelse og etterfølgende vedlikehold av den elektriske lysbuen.
Innenlandske sveiserferdigheter kreves for å fullføre et omfattende spekter av oppgaver:
Hva skal til for sveising hjemme?
For arbeid trenger du først en sveisemaskin. Det er flere varianter av det.
Bestem hvilken du vil gi preferanse.
- Sveisegenerator. Et særtrekk er muligheten til å generere elektrisk energi og bruke den til å lage en lysbue. Det vil være nyttig der det ikke er noen gjeldende kilde. Den har imponerende dimensjoner, så den er ikke veldig praktisk å bruke.
- Sveisetransformator. Enheten konverterer vekslingsspenningen som leveres fra nettverket til vekslende spenning med en annen frekvens, som er nødvendig for sveising. Enhetene er enkle å betjene, men de har betydelige dimensjoner og reagerer negativt på mulige strømstøt i nettspenningen.
- Sveise likeretter. En enhet som konverterer spenningen som leveres fra nettverket til likestrøm, som er nødvendig for dannelse av en elektrisk lysbue. Forskjell i kompakthet og høy totalytelse.
For drift hjemme foretrekkes en likeretter av typen inverter. De kalles vanligvis bare omformere. Utstyret har en veldig kompakt størrelse. På jobb henger de ham på skulderen. Prinsippet for drift av enheten er ganske enkelt.
Den konverterer høyfrekvensstrøm til likestrøm. Arbeid med denne typen strøm gir sveisingen av høyeste kvalitet.

Invertere er økonomiske, jobber fra et husholdningsnettverk. I tillegg er det med dem at det er bedre for en nybegynner å jobbe med dem. De er ekstremt enkle å betjene og gir en stabil bue.
Ulempene med vekselrettere inkluderer en høyere kostnad enn andre enheter, følsomhet for støv, fuktighet og strømstøt. Når du velger en omformer for sveising i hjemmet, må du være oppmerksom på omfanget av sveisestrømverdier. Minimumsverdien er 160-200 A.
Ytterligere utstyrsfunksjoner kan gjøre det lettere for en nybegynner.
Av disse hyggelige "bonusene" er det verdt å merke seg:
- Varm start - noe som betyr en økning i den innledende strømmen som tilføres på tidspunktet for tenning av sveisebuen. Takket være denne lysbuen er aktivering mye enklere.
- Anti pinne - reduserer automatisk sveisestrømmen hvis elektrodestangen sitter fast. Dette letter separasjonen.
- Bue kraft - øker sveisestrømmen hvis elektroden føres til produktet for raskt. Å feste seg i dette tilfellet forekommer ikke.
I tillegg til en sveisemaskin av enhver type, er elektroder nødvendig. Deres merke er best valgt i henhold til et spesielt bord, som indikerer hvilken type materiale som er sveiset.
En sveisemaske vil også være nødvendig. Det beste av alt, en som er slitt på hodet. Modellene du trenger å holde i hånden er ekstremt ukomfortable.

Masken kan være et enkelt mørklagt glass eller den såkalte "kameleonen". Det siste alternativet er å foretrekke, siden glasset blir mørkere når lysbuen vises.
Arbeid kun i spesielle klær som beskytter mot sprut og ultrafiolett stråling. Det kan være en tett bomullsoverall, støvler eller høye støvler, presenning eller gummierte hansker.
Elektrisk sveiseteknologi
Det er bedre å lære hvordan man sveiser deler med elektrisk sveising under veiledning av erfarne sveisere. Hvis dette mislykkes av en eller annen grunn, kan du prøve det selv. Først må du organisere arbeidsplassen ordentlig. Dette er veldig viktig, siden sveising refererer til høy temperatur og derfor brannfarlige prosesser.
For arbeid må du velge en arbeidsbenk eller annen base laget av ikke-brennbart materiale. Trebord og lignende produkter er strengt forbudt. Det anbefales at det ikke er brennbare gjenstander i nærheten av stedet der sveisen skal utføres.
Sørg for å plassere en bøtte med vann i nærheten for å eliminere mulige antennelseskilder. I tillegg må du finne et sikkert sted hvor restene av brukte elektroder skal legges opp. Selv den minste av dem kan provosere brann.

For de første uavhengige sømmene, må du forberede et unødvendig stykke metall og plukke opp elektroder til det. Eksperter anbefaler å bruke 3 mm stenger i slike tilfeller. Den mindre diameteren brukes til sveising av tynne ark, som er upraktiske å lære. Elektroder med større diameter krever utstyr med høy effekt.
Vi begynner med å strippe metallseksjonen som sømmen vil være på. Det skal ikke være rust og forurensning.
Etter at delen er klargjort, ta elektroden og sett den inn i klemmen på sveisemaskinen. Så tar vi et klipp "jording" og fikser det ordentlig på delen. Kontroller kabelen igjen. Den må være tukket inn i holderen og være godt isolert.
Nå må du velge driftsstrøm for sveisemaskinen. Det velges i henhold til diameteren til elektroden. Vi setter den valgte strømmen på panelet til sveiseutstyr.
Neste trinn er tenning av lysbuen. For å gjøre dette, må elektroden føres til delen i en vinkel på ca. 60 ° og holdes sakte på basen. Gnister skal vises. Så snart dette skjer, berør elektroden lett til delen og løft den øyeblikkelig til en høyde på ikke mer enn 5 mm.

I dette øyeblikk blinker en lysbue, som må opprettholdes gjennom hele driftstiden. Lengden skal være 3-5 mm. Dette er avstanden mellom enden av elektroden og arbeidsstykket.
Når du holder buen i fungerende tilstand, må du huske at elektroden under drift brenner ut og blir kortere. Hvis elektroden er for nær arbeidsstykket, kan det forekomme klistring. I dette tilfellet må du svinge dem litt til siden. Det er ikke sikkert at lysbuen lyser opp første gang.Kanskje det ikke er nok strøm, da må den økes.
Etter at nybegynneren har lært seg å tenne lysbuen og holde den i fungerende stand, kan du fortsette til fusjonen av rullen. Dette er den enkleste av alle operasjoner. Vi setter lysbuen i brann og begynner å bevege elektroden veldig jevn og nøyaktig langs fremtidig søm.
Samtidig utfører vi svingende bevegelser som ligner en halvmåne med en liten amplitude. Vi “raker” det smeltede metallet til midten av buen. Dermed bør du få en jevn søm som ser ut som en rulle. På den vil være til stede liten bølgende tilstrømning av metall. Etter å ha avkjølt sømmen, må du slå skalaen ned i den.
Buesveiseteknikker - Sveisemetoder
For å få en søm av høy kvalitet, må du lære å vedlikeholde og deretter flytte buen. Spesielt påvirker kvaliteten på lengden på den elektriske lysbuen. Hvis den er mer enn 5 mm, regnes den som lang.
I dette tilfellet skjer nitrering og oksidasjon av det smeltede metallet. Den sprayes med dråper, mens sømmen er porøs og ikke sterk nok. Hvis buen er for kort, kan mangel på fusjon oppstå.

Ulike metoder brukes for å utføre sveising. Vi vurderer i detalj de viktigste.
Alternativ 1: nederste rumpeledd
Den vanligste og enkleste måten å koble deler på. For metalltykkelser opp til 0,8 cm brukes dobbeltsidig sveising. For metallfuger som er tynnere enn 0,4 cm, utføres bare ensidig sveising.
For arbeid velges elektroder hvis diameter er lik tykkelsen på metallet. Hvis den overstiger 8 mm, utføres sveising med skjærekanter. Videre er skjæringsvinkelen omtrent 30 °.
Sveising utføres i flere pasninger. Det anbefales å bruke avtakbare foringer laget av stål eller kobber for å unngå utbrenthet. Den første passering utføres med en elektrode med liten diameter, ikke mer enn 4 mm.
I prosessen med å utføre den første sømmen er dens nøyaktighet og gjennomtrengningsdybde veldig viktig. Etter påføringen skal det ikke være smeltet metall utover kantene.
For andre og alle påfølgende passeringer brukes elektrodestenger med større diameter. De er valgt for høykvalitets fylling av fordypningen dannet mellom kantene.
Elektroden beveges sakte langs sømmen, mens den utfører svingende bevegelser, som om den svinger elektroden fra side til side for å fylle hulrommene fullstendig med smeltet metall.
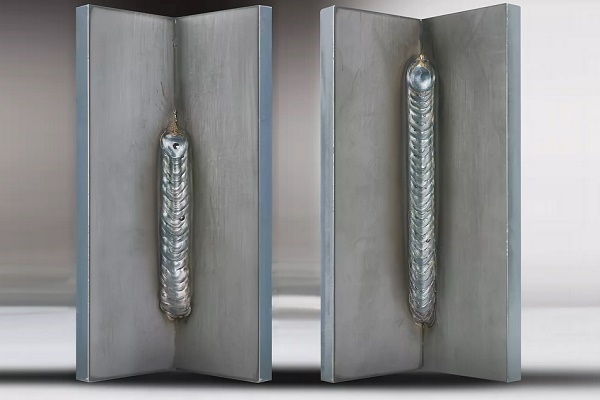
Alternativ 2: nedre hjørneskjøter
Erfarne sveisere hevder at gode resultater kan oppnås ved å sveise hjørner "i en båt." Dette betyr at delene som skal skjøtes installeres i en vinkel på 45 ° eller annet.
Dette sikrer gjennomtrenging av høyeste kvalitet på veggene i produktet, og risikoen for underskjæring og manglende gjennomtrenging reduseres. Denne sveisemetoden tillater overflatesveiser med stort tverrsnitt i ett pass.

Det er to typer "båt" -sveising - symmetrisk og asymmetrisk:
- Deler skråstilt ved 45 °. Sannsynligheten for å henge ned eller undergjøre en av veggene er minimal. Omvendt og direkte polaritetssveising utføres med maksimale strømverdier. Når du utfører omvendt polaritet av sveising, skal lengden på den elektriske lysbuen være minimal.
- Vipp deler i en vinkel på 60 ° eller 30 ° - asymmetrisk "båt". Dette alternativet er veldig praktisk hvis arbeidet utføres på vanskelig tilgjengelige steder, siden amplituden til elektrodebevegelsen er liten. Sveiseren fører buen til selve sømroten, samtidig som den sørger for at den ikke går utover grensene for den fremtidige sømmen. Det er heller ikke lov å sette inn for mye metall i ett pass.
Hjørnefuger kan være av T-type, derfor er det nødvendig å lære seg å sveise metall riktig og feilfritt i flere passeringer.
Bruk av en passering er bare mulig når enkle konstruksjoner er sveiset til sidene, som danner en vinkel på 45 ° ved filettsveisen. Elektrodens diameter kan i dette tilfelle ikke overstige tykkelsen på metallet med mer enn 0,15-0,3 cm.
Standard multi-pass T-sveising utføres som følger. For den første passering tas en elektrode med større diameter enn den som er valgt for etterfølgende passeringer. For eksempel brukes en elektrode, hvis størrelser varierer fra 0,4 til 0,6 cm.

Sveising utføres jevnt, uten tverrgående vibrasjonsbevegelser. Når du utfører de resterende passene, blir de nødvendigvis utført. Det er viktig at amplituden til svingningene er innenfor akseptabel bredde av sømmen.
Et annet viktig poeng. Når du utfører T-sveising av en vinklet skjøt, skal den elektriske lysbuen alltid antennes på en hylle som er horisontalt plassert.
Når du gjør gjør-det-selv-elektrisk sveising av hjørner, kan du bruke en overlappende type tilkobling. I dette tilfellet plasseres delene som skal sveises en på toppen av den andre med en overlapping. Buen med en rett polaritet skal være kort, med en omvendt - så kort som mulig. Rett lysbuen nøyaktig mot roten til krysset.
Under sveiseprosessen er det nødvendig å utføre en liten amplitude-frem- og tilbakegående bevegelse med elektroden. Dermed vil det være mulig å varme opp hele skjøtområdet jevnt. I dette tilfellet er sveisebassenget jevnt fylt, og sømmen vil være konveks og i full størrelse.
Alternativ 3: vertikale sømmer
Sømmer som er rettet vertikalt, utfører bare en kort bue. Arbeidsstrømmen skal være 10% -20% mindre enn når du sveiser deler i nedre stilling. Disse kravene blir lett forklart.
Mindre strøm betyr at det smeltede flytende metallet ikke vil renne ut fra sveisbassenget. En mindre bue er mer praktisk å bruke.

Erfarne sveisere foretrekker å koke vertikale sømmer nedenfra og opp. Buen er satt i brann på det laveste punktet i fremtidens søm. Forbered deretter en liten horisontalt plattform, hvis dimensjoner tilsvarer tverrsnittet av fremtidig søm.
Før så sakte elektrodestangen opp. I dette tilfellet utføres nødvendigvis bevegelser over forbindelsen.
De kan være i form av et juletre, hjørne eller halvmåne. Det siste alternativet er det enkleste å utføre. I tillegg er det viktig å observere riktig elektrodeposisjon.Teoretisk sett gjennomføres penetrering best hvis stangen er vinkelrett på sømmen, dvs. horisontalt.
Butt sveiser er preget av følgende kriterier:
Praksis viser at flytende metall i denne stillingen av elektrodestangen renner nedover sømmen. For å unngå dette velges stangens vinkel i området 45-50 °. Dette er det beste alternativet for vertikal sveising. For å sveise deler i retning fra bunn til topp velges elektroder hvis diameter ikke overstiger 0,4 cm.
Alternativ 4: rørledningsdetaljer
Hjemme må du ofte huske hvordan du sveiser et metallrør med elektrisk sveising. En loddrett søm er vanligvis laget på siden av delen, og en horisontal søm rundt omkretsen. Stålrør rumpesveis. Det er sikkert at alle kanter koker godt.
For å minimere tilstrømningen inne i røret føres elektroden til produktet i en vinkel på ikke mer enn 45 °. Bredden på sømmen skal være 0,6-0,8 cm, høyde - 0,2-0,3 cm.

Før sveising rengjøres delene som skal tilkobles grundig. Endene av røret inspiseres. Hvis de er deformerte, blir de rettet eller kutt ved hjelp av en rørkutter. Deretter glattes kantene på delene til en metallisk glans innvendig og utvendig, minst 1 cm fra kanten. Fortsett deretter å sveise.
Fugen sveises uten avbrudd til den er fullstendig brygget. For ikke-roterende skjøter på rør med vegger opp til 0,6 mm brede, utføres to sveisepasser, for produkter med vegger fra 0,6 til 1,2 cm brede, tre passeringer, for deler med vegger bredere enn 1,9 cm, fire passeringer.
Videre påføres hver etterfølgende søm først etter at skalaen er fjernet fra den forrige.
Det viktigste er kvaliteten på den første sømmen. I prosessen med å implementere det, bør alle stumper og kanter smelte fullstendig. Sprekker, selv ikke de minste, skal det ikke være. Hvis de er det, smeltes de eller kuttes ned. Så brygges fragmentet igjen. På samme måte utføres sveising av rotasjonsrør.
Mulige feil i sveisefuger og sømmer
Elektrisk sveising er en kompleks prosess, og ikke alltid går alt greit.
Som et resultat av feil i arbeidet kan sømmene og leddene ha forskjellige feil, blant dem:
- Kratere. Små fordypninger i sveisperlen. Kan vises som et resultat av lysbue eller feil i utførelsen av det endelige fragmentet av sømmen.
- Porene. Sveisesømmen blir porøs som et resultat av forurensning av kantene på delene med rust, olje, etc. I tillegg kan porøsitet vises når sømmen blir avkjølt for raskt, med høy sveisehastighet og når du arbeider med ikke-tørkede elektroder.
- Undersnitt. De ser ut som små fordypninger på begge sider av suturperlen. Vises når elektrodene forskyves i retning av den vertikale veggen når du sveiser hjørneskjøter.I tillegg dannes underskår når du arbeider med en lang lysbue eller hvis verdiene til sveisestrømmen er for høye.
- Inkluderinger av slagg. Inne i sveisepæren er det stykker slagg. Dette kan skje når kantene er skitne, sveisehastigheten er høy, eller hvis sveisestrømmen er for lav.
Dette er de vanligste sveisefeilene, men det kan være andre.
Tilleggsinformasjon om sveising av vertikale og horisontale sømmer med elektrisk sveising er presentert i denne artikkelen.
Konklusjoner og nyttig video om emnet
Funksjoner ved rørsveising:
Hvordan velge en sveiseomformer:
Om ønskelig kan enhver hjemmemester lære det grunnleggende om sveising. Det er ikke så vanskelig. Det vil ta tålmodighet, nøyaktighet og selvfølgelig nøyaktig utførelse av alle instruksjoner. Alt vil være mye enklere hvis prosessen med å mestre en ny ferdighet holdes under veiledning av en erfaren spesialist.
Har du personlig erfaring med å slå sammen deler ved hjelp av elektrisk sveising? Vil du dele kunnskapen din eller stille spørsmål om emnet? Legg igjen kommentarer og delta i diskusjoner - tilbakemeldingsskjemaet ligger nedenfor.
 Hvordan rumpesveising av polyetylenrør utføres: orientering om arbeidet
Hvordan rumpesveising av polyetylenrør utføres: orientering om arbeidet  Sveisemaskin for polyetylenrør: som er bedre å kjøpe og hvordan du bruker den riktig
Sveisemaskin for polyetylenrør: som er bedre å kjøpe og hvordan du bruker den riktig  Loddetemperatur på polypropylenrør: hovedtrinnene i selvsveising + verdistabell
Loddetemperatur på polypropylenrør: hovedtrinnene i selvsveising + verdistabell  Hvordan lage vertikale og horisontale sømmer med elektrisk sveising: trinnvise instruksjoner
Hvordan lage vertikale og horisontale sømmer med elektrisk sveising: trinnvise instruksjoner  Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel
Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel  De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips
De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips  Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov
Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov  Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav
Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Takk skal du ha! Jeg lærte mye nyttige ting for meg selv. Hvordan sveise firkantede rør i en vinkel på 90?
Nyttig video, etter min mening, spesielt for delitanter.
Takk skal du ha! Det var veldig interessant å lese.
Takk for informasjonen.