Sveisemaskin for polyetylenrør: som er bedre å kjøpe og hvordan du bruker den riktig

Polyetylenrør er lette, enkle å installere og relativt rimelige. For å legge kommunikasjon av denne typen, er det nødvendig med en sveisemaskin for polyetylenrør. Riktig bruk av utstyr og overholdelse av arbeidsteknologien gjør at du kan få en pålitelig, nesten monolitisk forbindelse som vil vare i mange år.
Vi vil snakke om hvordan du riktig velger en enhet for dannelse av holdbare og tette ledd. I vår artikkel er funksjonene til sveiseseksjoner av en polyetylenrørledning beskrevet i detalj. De som ønsker å utføre arbeid på egen hånd, vil finne nyttige anbefalinger.
Funksjoner av sveisestrukturer laget av polyetylen
En av de nyttige egenskapene til polyetylenrør er en viss designfleksibilitet. Sveising lar deg lagre denne eiendommen i krysset mellom individuelle deler av motorveien, noe som sikrer ensartede egenskaper langs hele lengden.
Slike rør tilberedes både for grøft og grøfteløs legginghvis stål eller glassfiberrør brukes som viktigste "tilfelle".
Oftest brukes to typer sveising for å koble sammen polyetylenstrukturer: rumpe og elektrofusjon (det er også termistor). Før du velger riktig utstyr, bør du bli kjent med sveiseteknologisom skal overholdes når du kobler til.
Når du arbeider med rør laget av polyetylen, blir strukturene ender først oppvarmet til smeltetemperaturen, deretter blir de koblet sammen og komprimert under trykk. Det høres enkelt ut, men for å få en sveis i kvalitet trenger du gode faglige ferdigheter.

Det er nødvendig å bestemme tidspunktet for hvert trinn riktig, så vel som arbeidstrykket som skal utøves på arbeidsflaten under oppvarming og tilkobling. Det anbefales å utføre arbeid ved omgivelsestemperatur i området -15 ... + 45 grader. Denne metoden er ikke egnet for konstruksjoner med en tykkelse på under 4,5 mm.

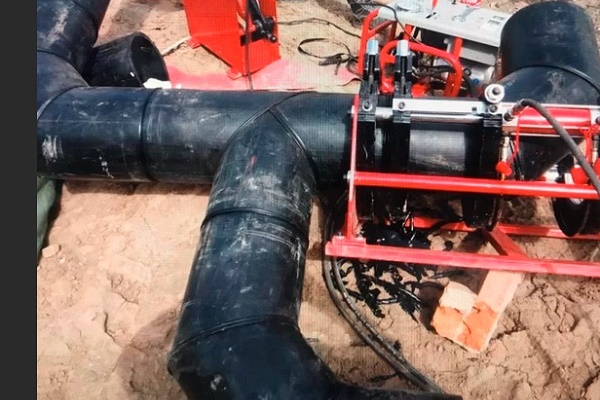
Butt sveising kan utføres av to spesialister, mens tungt utstyr ikke er nødvendig. Arbeidstid og energikostnader for implementering i dette tilfellet vil være svært moderat.
Mer detaljert er driftsplanen for baksveising som følger:
- Endene av kommunikasjonen på tilkoblingspunktene skal kuttes for å være rene for forurensning og eliminere ujevnheter.
- Etter dette blir endene av rørene oppvarmet ved hjelp av en sveisemaskin for å danne den primære burr.
- Oppvarmingen fortsettes i noen tid for å nå smeltepunktet for polyetylen.
- Nå fjernes sveisemaskinen, og de varme endene av rørene er pent koblet sammen, og danner etterbehandlingen.
- Det gjenstår å vente på at strukturen blir avkjølt og sjekker sveisens kvalitet.
For å trimme endene ved hjelp av et spesialverktøy - elektrisk trimmer. Denne enheten lar deg kutte strengt vinkelrett på konstruksjonens akse.
Trimming utføres av mikrolag inntil et kontinuerlig polyetylentape oppnås ved kuttpunktet. Temperaturen og tidspunktet for eksponering av varmeapparatet til endene av rørene bestemmes under hensyntagen til materialets kvalitet.

Det er veldig viktig at forholdet mellom disse indikatorene, så vel som trykket på arbeidsflaten, opprettholdes med maksimal nøyaktighet. Dette er det avgjørende øyeblikket for en kvalitetssveis.
Ved slutten av oppvarmingstrinnet er det nødvendig å ta hurtigvarmeren og enheten forsiktig til siden for ikke å krenke arbeidsflatenes integritet og for å unngå forurensning ved et uhell.
Når du kobler endene oppvarmet til nødvendig nivå HDPE-rør det er nødvendig å tilveiebringe samme trykk som ved oppvarming av overflater. Sveisekjøling bør også utføres veldig nøye. De tilkoblede rørene må ikke fjernes før den oppvarmede polyetylen legger seg.

Hvis alle operasjoner utføres riktig, dannes en pen, symmetrisk krage i krysset mellom elementene. Hvis sømmen ser ujevn eller rotete ut, betyr det at det ble gjort alvorlige feil under sveiseprosessen. Styrken til en slik forbindelse vil være meget tvilsom.

Hvis det er nødvendig å koble rør med tynne vegger (mindre enn 4 mm), anbefales det å foretrekke elektrofusjonssveising, som også kalles termistorsveising. Dette alternativet lar deg også opprette en forbindelse av høy kvalitet, mens prosessen med å utføre arbeid er enda enklere enn å bruke rumpemetoden.
Følgende trinn skal utføres for å utføre sveising av denne typen:
- For å fjerne overflaten på endene og delen av røret som skal være under koblingen, med god margin for å fjerne.
- Avfett arbeidsflater.
- Fjern oksydlaget.
- Monter koblingen på arbeidsflater.
- Sentrer designet.
- Utfør oppvarming og sveising av skjøten.
- Vent til sveisepunktet er helt avkjølt.
Alt forberedende arbeid bør utføres med stor omhu, siden tilstedeværelsen av selv de minste forurensningene kan svekke forbindelsens kvalitet betydelig. Hvis fremmede stoffer tilfeldigvis faller på overflaten etter fjerning av oksydlaget, bør rengjøringen gjentas.
Kjøleprosessen har de samme kravene som når du bruker rumpemetoden. Enhver endring i rørets stilling i løpet av denne perioden kan være dødelig for sveisen. Elektrofusjonssveising utføres ved hjelp av beslag, der metallvarmespiraler legges i fremstillingen.
For å starte prosessen, bør du installere beslaget i krysset og feste det til sveisemaskinen, som vil utføre oppvarmingen.Under sveiseprosessen utvides tilpasningsmaterialet og gir nødvendig trykk og tilstrekkelig tetning. På slutten av arbeidet er strømmen koblet fra, og beslaget forblir i krysset.
En annen interessant metode for sveising av polyetylenrør - stikkontakten. Dette er det minst populære alternativet, som i motsetning til teknologiene beskrevet over bare kan brukes til å legge intern kommunikasjon. Det er også en ganske enkel metode, teknisk sett veldig lik prosessen med lodding av rør fra polypropylen.

Sveising av stikkontakter kan anbefales i rom der rørledningens utforming er kompleks, fylt med skråninger og svinger. For å utføre operasjoner av denne typen brukes nesten det samme loddejern som for polypropylenstrukturer, og utstyrsinnstillingene er ikke veldig forskjellige.
Hvordan lage polyetylen?
Basert på informasjon om funksjonene i sveisestrukturer laget av polyetylen, kan du bestemme hovedpunktene som bør tas i betraktning når du velger passende utstyr:
- røregenskaper: polyetylen kvalitet, diameter, veggtykkelse osv .;
- funksjoner i konfigurasjonen av rørledningen;
- sted for å legge rør (innendørs eller utendørs);
- akseptabel grad av prosessautomatisering;
- egnet sveiseteknologi, etc.
For å sveise bakrør, bruk spesialutstyr.
Til disposisjon for mestrene er det enheter som du kan utføre sveising i manuell, automatisk og halvautomatisk modus. Den enkleste måten å mestre arbeidet med en håndholdt enhet, men det er kun beregnet på rør med liten diameter.

Parametere må bestemmes fra tabellene. Nøyaktigheten av sveising på håndholdt utstyr er ikke alltid høy nok til å lykkes med disse typer enheter, noe erfaring er nødvendig. Halvautomatiske enheter er mye mer praktisk, de er utstyrt med hydraulikk: en stasjon og en sentralisator, noe som i stor grad forenkler manipulasjonen.

Disse enhetene brukes til å koble til rør med større diameter enn når du arbeider med manuelt utstyr. Selv om bevegelsen til elementene i enheten blir automatisert ved hjelp av hydrauliske enheter, må sveiseparametrene fortsatt stilles i henhold til tabellene.

Her kontrolleres prosessen fullstendig av datamaskinprosessoren. Veiviseren trenger bare å oppgi nødvendige parametere, for eksempel materialet som røret er laget av, konstruksjonens diameter, SDR, etc.
Når du bruker tabeller, fungerer sveisere med konsepter som:
- rør veggtykkelse;
- varmeapparatets driftstemperatur;
- diameter på strukturen;
- sluttvarme tid;
- størrelse på burr;
- sveisetrykk og forvarming;
- oppvarming og omstillingstid;
- på tide å skape press på stadiet av strukturen;
- kjøletid.
Temperaturen på varmeren avhenger hovedsakelig av egenskapene til materialet som rørene er laget av. For å bestemme denne parameteren brukes ikke bare tabeller, men også grafer.
Høy kvalitet skiller rumpe-sveiseutstyr fra den sveitsiske produsenten “Georg Fischer”. Sortimentet er veldig mangfoldig, preget av europeisk kvalitet og med rette høye priser. Relativt billig er KL Line og Weld Line linjal modeller.
De lar deg lage design med en diameter på 630 mm eller mindre, er preget av en forenklet design, noe som gir økt pålitelighet av enheten. Egnet for montering av vannrør og avløp, inkl. Mva. og press.
GF Line sveisemaskiner fra samme produsent har en mer kompleks enhet og er dyrere. Dette er automatiske enheter som bruker SUVI-teknologi. Slike enheter brukes ofte når du legger gassrørledninger, de er egnet for arbeid med rør med en diameter på 160-1200 mm.
For elektrofusjonssveising kan også enheter som automatiserer prosessen i ulik grad brukes. Kvaliteten på sveising avhenger ikke bare av apparattypen, men også av kvaliteten på ytelsen, så vel som av driftsforholdene.
Profesjonelle rørlag foretrekker å bruke enheter for arbeid. De er utstyrt med en skanner som skanner strekkoden som leveres av rørprodusenten.

Den krypterer en komplett blokk med informasjon om funksjonene i dette materialet. Etter skanning blir alle nødvendige innstillinger angitt. Hvis rørene er rene og forberedte, kan du umiddelbart begynne å lodde. Gode enheter for elektrofusjonssveising styrer ikke bare hvert trinn i sveisearbeidet, men gir også en advarsel i tilfelle en feil.
Når du velger apparattype, bør følgende trekk ved sveiseutstyret tas i betraktning. Termistoranordninger er egnet for arbeid med rør med nesten hvilken som helst diameter, siden oppvarming utføres gjennom en kobling av passende størrelse. Men apparater for rumpesveising må tas for en spesifikk diameter på strukturen.

Thermistor-enheter for sveising har i tillegg en veldig rimelig pris sammenlignet med analoger for rumpesveising. Men det må huskes at når de brukes, må elektrokoblinger betale separat. For rør med små diametre er koblingene ikke så dyre, men når du arbeider med store konstruksjoner, kan prisforskjellen bli merkbar.
Fakta er at polyetylenrør med små diametre (110 mm og mindre) blir levert i bukter. På denne måten kan man oppnå sømløs og fleksibel kommunikasjon opp til 200 meter lang.
For installasjon av en slik design vil et minimum antall kontakter være nødvendig. Men når det gjelder rør med en diameter på mer enn 110 mm, er kjøperen ikke utstyrt med bukter, men stykker med en lengde på bare 12 mm eller mindre.

For installasjon av en slik rørledning vil det tydeligvis være behov for et betydelig antall elektriske koblinger for å koble sammen mange 12-meters seksjoner. Elektrofusjonssveiseutstyr er kompakt i størrelse.
Hvis arbeidet må utføres under trange forhold, kan dette alternativet bli det eneste mulige. Minste diameter på konstruksjoner som bruker elektrofusjonssveising kan også være nesten hva som helst, fra 20 mm.
Man bør også være oppmerksom på muligheten for å reparere rørledningen hvis et slikt behov oppstår. Selv de geologiske trekkene på nettstedet der bokmerket blir laget er relevante avløpsledning eller vannlinjer. For eksempel, i seismisk farlige områder, er rissveising uakseptabelt, termistormetoden er obligatorisk for bruk.
Når du velger sveiseutstyr, bør du være nøye med på spørsmål som tilgjengeligheten av garantiforpliktelser, tilgang til ettersalgsservice, muligheten for regelmessig sertifisering av enheten, etc. En pålitelig selger må ha tillatelser for utstyr som vanligvis produseres i utlandet.
Konklusjoner og nyttig video om emnet
Sammenligning og nyttige tips for valg av sveisemaskiner:
Denne videoen demonstrerer trinn-for-trinn-prosessen med å sette sammen en sveiser for pp-rør med egne hender:
Det er ikke så vanskelig å velge en passende sveisemaskin for rør laget av polyetylen. Det er bedre å foretrekke produkter fra kjente produsenter i en akseptabel priskategori. Med presis overholdelse av sveiseteknologi, kan du få en pålitelig forbindelse.
Fortell oss om hvordan du valgte en sveisemaskin for montering av en polymerrørledning hjemme eller i landet. Del argumentene som bestemte valget ditt. Legg igjen kommentarer i blokken nedenfor, legg ut et bilde om emnet for artikkelen, still spørsmål.
 Hvordan rumpesveising av polyetylenrør utføres: orientering om arbeidet
Hvordan rumpesveising av polyetylenrør utføres: orientering om arbeidet  Loddetemperatur på polypropylenrør: hovedtrinnene i selvsveising + verdistabell
Loddetemperatur på polypropylenrør: hovedtrinnene i selvsveising + verdistabell  Gassbrenner for lodding av kobberrør: hovedtyper av brennere + tips for potensielle kjøpere
Gassbrenner for lodding av kobberrør: hovedtyper av brennere + tips for potensielle kjøpere  Elektrisk sveising for nybegynnere: nyansene av sveising og analyse av grunnleggende feil
Elektrisk sveising for nybegynnere: nyansene av sveising og analyse av grunnleggende feil  Hvordan lage vertikale og horisontale sømmer med elektrisk sveising: trinnvise instruksjoner
Hvordan lage vertikale og horisontale sømmer med elektrisk sveising: trinnvise instruksjoner  Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel
Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel  De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips
De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips  Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov
Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov  Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav
Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Kan du si noe om sveisemaskinen for Protva PE-rør? De tilbød for mistenkelig lite penger. Jeg tviler på om jeg skal ta det.