Technológia zvárania pre domácich majstrov pre polypropylénové rúry: prehľad metód a nuancií

Chcete opraviť alebo vymeniť komunikáciu z polymérových rúrok? Súhlasíte s tým, že nie je zlé ušetriť na výzve kapitána tým, že sami zostavíte nový plynovod. Neviete však, ako môžete navzájom prepojiť jednotlivé prvky systému a čo je na to potrebné.
V našom článku je podrobne opísaná technológia zvárania polypropylénových rúr - každý inštalatér ich môže spojiť vlastnými rukami. Povieme vám, čo je potrebné zvážiť, ako použiť spájkovaciu liatinu na dokovanie plastových prvkov. Ukážem vám, v ktorých prípadoch sa používajú iné metódy.
Aby sme pomohli začiatočníkovi, vybrali sme podrobné videoklipy demonštrujúce postupný proces zvárania polypropylénom a fotografické ilustrácie.
Obsah článku:
Rúry a montážne príslušenstvo
Jednou z nesporných výhod polymérnych rúrok je ľahká montáž.
Inštalácia prvkov môže byť vykonaná takmer všade: položená otvorene na stene alebo skrytá pod podlahou.

Polymérne rúry sú dostupné v priemeroch od 20 do 110 mm. Najčastejšie používané výrobky pre domácnosť majú veľkosť 20/25/32/40 mm. Oblasť použitia určuje indikátor menovitého tlaku materiálu.
V označení sa uvádza písmenami «PN»:
- PN 10 - zvoliť vybavenie studenou vodou.
- PN 16 - používa sa na studenú vodu, ale s vyšším tlakom, ako aj na usporiadanie systému „teplá podlaha“.
- PN 20 - výrobky, ktorých jediným obmedzovačom je teplotný režim tekutín prepravovaných cez ne. Nemala by prekročiť 75 ° C.
- PN 25 - univerzálne výrobky používané na usporiadanie „studených“ aj „horúcich“ systémov, ktorých teplota dosahuje 90 ° C.
V predaji nájdete polymérne výrobky vybavené dodatočnou výstužou.

Hlavnou črtou polymérnych rúrok je nemožnosť ich ohýbania.
Preto sa všetky zmeny trajektórie položenej diaľnice vykonávajú iba na priamych úsekoch prepojených pomocnými armatúrami:
- prechody - možnosť vetvenia hlavného toku;
- odpaliska - multiplikátory prúdov;
- spájanie - na pripojenie potrubí v priamom úseku;
- oblúky - pre zmeny smeru plynovodu.
Kovania môžu byť vybavené vstavaným kovovým závitom, ktorý umožňuje spojiť potrubie z polyméru s kovovými prvkami.

Pri výbere pomocných prvkov je potrebné vychádzať z dvoch parametrov: vnútornej časti výrobkov a hrúbky ich stien. Tieto parametre by mali zodpovedať technickým vlastnostiam použitých rúr z polypropylénu.
Metódy spájania polymérnych potrubí
Pri spájaní rúrok vyrobených z polymérnych materiálov sa v závislosti od podmienok inštalácie používa jedna z dvoch metód:
- spájkovanie - zahrieva zahrievanie a spájanie roztavených koncov prvkov.
- Žiadne spájkovanie - zahŕňa spájanie rúr pomocou kompresných tvaroviek alebo zavedením takzvaného „studeného“ zvárania.
Druhý spôsob inštalácie je výhodný v tom zmysle, že na jeho implementáciu nie je potrebné používať špeciálne vybavenie. Celú prácu je možné vykonať pomocou jednoduchého nástroja - krimpovacieho kľúča.
Rúrka z polypropylénu s hrúbkou steny viac ako 4 mm a priemerom viac ako 50 mm je spojená pomocou techniky zvárania na tupo:
Nástroje na pripojenie
Hlavným nástrojom na spájanie plastových rúr je železo na zváranie. Jedná sa o druh spájkovačky napájanej sieťou 220V. Princíp činnosti zariadenia je pomerne jednoduchý. Úlohu vyhrievacieho prvku železa vykonáva zvárací ohrievač umiestnený do kovového puzdra.
Zahrieva sa na vopred stanovenú teplotu, sporák, ktorý ohrieva dýzy. Regulátor teploty je zodpovedný za udržiavanie optimálnej teploty trysiek. Je venované spájkovanie a typické chyby pri spájaní polypropylénových rúrok nasledujúci článok, ktoré vám odporúčame oboznámiť sa.

Súčasťou žehličky sú vykurovacie dýzy štandardných rozmerov. Zahrievaním na určitú teplotu zmäkčujú propylén na viskozitu, ktorá zabezpečí pevné spojenie prvkov.
Trysky sa vyberajú v závislosti od priemeru použitých rúrok:
- Dvadsiate veľkosť - pre rúrky s priemerom pol palca;
- 25th - pre výrobky s priemerom 0,75 palca;
- 40. - pre prvky s prierezom 1,25 palca.
Pretože cena takéhoto zváracieho stroja je pomerne vysoká a nie je potrebné ho používať už tak často, nemá zmysel kupovať vybavenie. Je lepšie si prenajať nástroj na deň alebo dva.
Na kvalitné rezanie a prípravu zváraných profilov je najlepšie použiť špeciálny nástroj určený na tento účel - rezačka rúr, S jeho pomocou môžete získať hladký, hladký a krásny strih.

Kvôli chýbajúcej rezačke rúrok sa môže pracovať s brúskou alebo pílou na kov. Jediná vec - v mieste rezu po takýchto nástrojoch ostávajú strapce. Odstránenie priesvitku z brúsneho papiera však nebude ťažké.
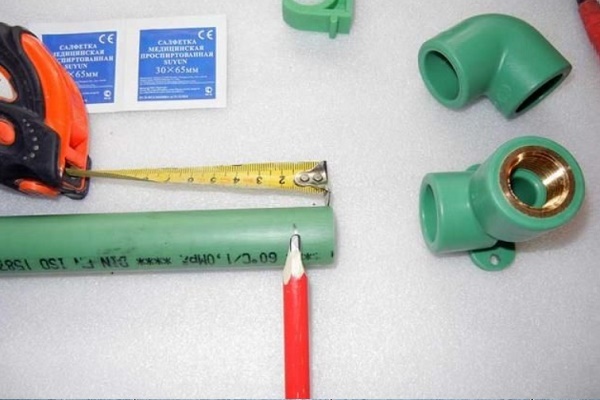
Okrem základných nástrojov pre prácu budete tiež potrebovať:
- štvorec;
- stavebné pásky;
- jednoduchá ceruzka alebo značka.
Pri plánovaní spájania rúrok metódou zvárania za studena je potrebné vopred kúpiť termoaktívne lepidlo vyrobené na báze polyesteru alebo epoxidovej živice alebo jeho termoplastický analóg vyrobený na báze gumy.
Hlavné fázy technológie spájkovania
Kľúčové podmienky pre úspešnú inštaláciu vodovodných alebo inštalatérskych prác vykurovací systém polymérov sú starostlivým výpočtom požadovaného materiálu a kvalitným zváraním prvkov.
Fáza č. 1 - výpočet materiálu a komponentov
Aby ste uľahčili svoju prácu a tým minimalizovali chyby pri inštalácii, musíte najskôr nakresliť schému budúceho systému s uvedením počtu zákrut a vetiev. Pri výpočte počtu potrubí by sa ku každej dĺžke segmentu malo pridať 25 až 40 mm vynaložených na „prienik“.

Ak ste ešte nemuseli zvárať polypropylénové rúry, skúsení odborníci odporúčajú, aby ste si predbežne zaškolili aj niekoľko úsekov rúrok. Takéto náklady budú mať nízku cenu a predídu hrubým chybám počas inštalácie systému.
vlastnosť polypropylénové rúry je zvýšenie koeficientu lineárnej expanzie pod vplyvom vysokých teplôt.
Výsledkom je, že pri zahrievaní alebo zvyšovaní tlaku vo vnútri systému sa potrubia v priebehu času predlžujú a začínajú klesať. Aby sa tomuto javu zabránilo, pri pokladaní úsekov dlhších ako 4 až 5 metrov bude potrebné použiť kompenzátory.

Kompenzátory sú inštalované na vodorovnej aj zvislej časti a upevňujú ich medzi dve pevné podpery. V prípade potreby je možné zakúpiť kompenzátory špeciálnej modifikácie, ktorá môže eliminovať lineárne rozpínanie v uhlových uhloch potrubia.
Dozvieme sa, ako správne zvárať polypropylénové rúry tak, aby nedošlo k únikom v spojoch.
2. fáza - spájkovanie prvkov potrubia
Stručne podstata technológie zvárania polypropylénové rúry spočíva v tom, že pod vplyvom vysokej teploty sú konce vložených prvkov ohrievané a pevným lisovaním proti sebe navzájom spojené.

Pred začatím prác odstránia kúsky rúrok na špecifikovanú dĺžku hrbole a otrepy. Ak je v potrubí umiestnená vrstva vnútornej alebo vonkajšej fólie, musí sa najprv vyčistiť priečnym rezačom vybaveným dobre naostrenými a nastavenými nožmi.
Pri odizolovaní pomocou krížového rezača sa musí rúrka prehlbovať do nástroja, až kým sa nezastaví.
Zváranie plastových rúr pre domácich majstrov sa vykonáva v nasledujúcom poradí:
- connect spájkovačka na PP rúrky na napájanie za účelom zahriatia zariadenia na optimálnu teplotu 260 - 270 ° C.
- Rúrkové segmenty, ktoré sa majú spojiť, sa súčasne nasunú na dýzy, čím sa zabezpečí najrovnomernejší vstup. Táto práca by sa mala vykonať rýchlo a s istotou.
- Po vydržaní času uvedeného v pokynoch, až kým sa armatúry a konce rúrok neroztopia, odstránia prvky z vykurovacích dýz.
- Ukotvte roztavené konce k sebe a jemne stlačte jeden po dobu 15 - 20 sekúnd.
- Lepené časti sa ponechajú v statickej polohe, aby sa spoj úplne ochladil a spoj sa stal monolitickým.
Trvanie ohrevu môžete určiť podľa pokynov dodaných so zariadením alebo pomocou nižšie uvedenej tabuľky.

Nie je možné zanedbať požiadavky na čas zahrievania uvedené v tabuľke. Nedostatočné otepľovanie nie je schopné zabezpečiť spoľahlivé spojenie. Nadmerné prehrievanie spôsobí „vytečenie“ polypropylénu a deformáciu častí.
Výsledkom je, že na vnútornom povrchu zvarov sa vytvárajú výčnelky, čo významne zníži priemer potrubia.

Po dokončení polymerizácie a stuhnutia, ktoré trvá asi 20 sekúnd, je spoj pripravený. Použitím rovnakej technológie sa všetky nasledujúce uzly spájkujú na horký koniec, zatiaľ čo vykurovací systém alebo prívod vody z polypropylénu nebude kompletne zmontovaný.
Parametre teploty spájkovanie PP rúr sú uvedené v článku, s ktorým by sa nezávislí majstri domu mali určite oboznámiť pred začatím práce.
Stručný sprievodca fotografiou na zváranie rúr PP
Nasledujúci výber fotografií krok za krokom pomôže vizualizovať postupnosť prác na zostavení potrubia z polypropylénu a pripojení jeho častí:
Typické chyby pri inštalácii
Hlavné chyby, ktoré začiatočníci robia pri práci s polymérnymi výrobkami:
- Vykurovacie diely, V čase zahrievania by mali byť diely umiestnené v najrovnomernejšej polohe. Najmenší posun môže nepriaznivo ovplyvniť prevádzkové parametre celého inštalatérskeho systému.
- Dokované polymerizované konce, Keď stlačíte roztavené konce prvkov, nemôžete časti otáčať okolo svojej osi. To môže viesť k tomu, že šev nebude dostatočne silný.
- zarovnanie oprava, Pri spájaní prvkov je povolené iba malé nastavenie ich zarovnania, ktorého trvanie nie je dlhšie ako 1 - 2 sekundy.
Ďalší dôležitý bod: pri spájkovaní tvaroviek s príslušenstvom je potrebné zohľadniť umiestnenie ventilov a poskytnúť im voľný plný zdvih.

Ak po spojení prvkov vzniknú akékoľvek pochybnosti o spojoch, je lepšie spoj prerušiť a opakovať.
Je lepšie odstrániť nedostatky vo fáze inštalácie konštrukcie, pretože je oveľa problematickejšie vymeniť netesný spoj v bežiacom systéme.
Montáž prvkov bez spájkovania
Použitie kompresných tvaroviek a moderných lepidiel umožňuje inštaláciu rúr z polypropylénu efektívne, rýchlo as minimálnymi investíciami do materiálu.
Možnosť č. 1 - inštalácia kompresnej spojky
Ak chcete implementovať tento spôsob pripojenia, budete si musieť kúpiť kompresné tvarovky a použiť krimpovací kľúč.

Inštalácia tlakovej spojky zahŕňa tri hlavné stupne:
- Modrá matica sa umiestni na koniec potrubia odrezaného v pravom uhle a odhrotuje sa.Pri umiestňovaní krimpovacieho krúžku na bielo je potrebné dať mu polohu, v ktorej bola zosilnená časť nasmerovaná k chvostu rúry.
- Potrubie sa zasúva do armatúry až na doraz, čím sa zvierací krúžok posúva na maximum.
- Dotiahnite modrú maticu, „návnady“ ju najprv rukou a potom posilnite pomocou kľúča.
Montáž tlakových tvaroviek nevyžaduje špeciálne znalosti a zručnosti. Výrobky sa dodávajú pripravené na inštaláciu na predaj. Ich inštaláciu je možné vykonať za akýchkoľvek teplotných podmienok.
Možnosť č. 2 - lepenie prvkov
Lepiaca metóda sa používa na zostavenie vodovodného systému, pozdĺž ktorého sa plánuje preprava iba studenej vody. Na použitie metódy „zvárania za studena“ budete musieť použiť „agresívne“ lepidlo typu LN-915.

Na ochranu pokožky rúk pred náhodným vniknutím do kompozície a „korodovaním“ jej aktívnych zložiek sa postupy lepenia najlepšie vykonávajú pomocou ochranných rukavíc.
Poradie akcií pri spájaní produktov:
- Skontrolujte zhodu rezných uhlov spojených častí a ceruzkou označte miesta na prilepenie.
- Konce rúr, ktoré sa majú spojiť, sú vyčistené a odmastené.
- Lepiaca vrstva sa nanáša na konce rúrok a na plochu svetlíc tvaroviek v rovnomernej vrstve.
- Do otvorov kovania sa vkladajú odrezky rúrok so zameraním na značky vyrobené ceruzkou. Štruktúra sa udržiava v stálej polohe počas troch minút, potom sa prebytočná kompozícia odstráni vložkou.
- Kombinované prvky sa položia na rovný povrch a nechajú sa 5 až 6 hodín, kým nie sú úplne suché.
Tečúca voda na kontrolu kvality lepenia je možná iba deň po dokončení inštalácie.
Pri vykonávaní tohto inštalačná technológia PP rúr Je dôležité dodržiavať dve základné podmienky: teplotu a vlhkosť. Všetky práce sa musia vykonávať pri teplote vzduchu +5 až +35 ° C. Pri lepení v horúcom počasí by ste mali pracovať čo najrýchlejšie, aby lepidlo nemalo čas na zaschnutie pred dokončením inštalácie.
Závery a užitočné video na túto tému
O zložitosti procesov spájkovania a lepenia rúr sa môžete dozvedieť z nasledujúcich videí:
Video č. 1. Ako spájkovať rúrky:
Video č. 2. Zostava prívodu vody bez spájkovania:
Práca na samonosných polypropylénových rúrkach, a to aj pre začínajúcich majstrov, by nemala spôsobiť osobitné ťažkosti. Je potrebné iba jasne a svedomito dodržiavať všetky technologické normy. A potom sami zostavený plynovod vás poteší bezproblémovou prevádzkou.
Prosím, napíšte komentár do nižšie uvedeného bloku. Pýtajte sa na kontroverzné otázky, zdieľajte informácie, ktoré môžu byť užitočné pre návštevníkov stránok. Zanechajte príspevky s vlastným názorom, uverejnite fotografie k téme článku.
 Inštalácia polypropylénových rúrok pre domácich majstrov: technológia pre prácu s PP potrubiami
Inštalácia polypropylénových rúrok pre domácich majstrov: technológia pre prácu s PP potrubiami  Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom
Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom  Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr
Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr  Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia
Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia  Spojenie plastových rúrok s kovom: analýza najlepších metód a montážnych nuancií
Spojenie plastových rúrok s kovom: analýza najlepších metód a montážnych nuancií  Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať
Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Tento článok bude užitočný pre ľudí, ktorí sa nikdy nezaoberali plastovými rúrkami a ako ich spojiť. Nie som na to nový, ale mám otázku. Vyskytol sa problém s autonómnym vykurovaním. Hriech uniká do systému.Môže sa teda polypropylénová rúra rozšíriť, keď sa systém zahrieva, ale nedochádza k tomu po 30-40 minútach, ale po 3 hodinách? Hovoria, že to môže, ale myslím si, že je to zaistenie výrobcu. Povedz mi to.
ahoj Najprv vám poviem, že musíte použiť zosilnené rúry, ktoré majú oveľa nižší koeficient lineárneho rozťažnosti. Za zmienku tiež stojí skutočnosť, že PP rúrky zmäknú pri + 140 ° C, hoci sa uvádza, že vydržia teploty až do + 170 ° C.
Pre ilustráciu prikladám diagramy a tabuľky:
- s lineárnymi koeficientmi rozťažnosti;
- zmena dĺžky potrubia počas zahrievania z 0 na 60 ° C (rôzne materiály);
- štruktúra vystuženej rúrky PP.
Tieto informácie vám pomôžu vyriešiť váš problém.
Áno, pri pravidelnom závitovom pripojení sa dá skontrolovať vizuálne av prípade netesnosti ho sami utiahnite alebo utiahnite. Ale ako kontrolovať kvalitu zvarov pri prijímaní práce od majstra? Kto by mal podať sťažnosť po prerušení spojenia v neprítomnosti a zaplavení všetkých spodných poschodí? Túto prácu si skutočne musíte urobiť sami.
Preto musí sám kapitán skontrolovať kvalitu vykonanej práce. Aby sa overila spoľahlivosť všetkých spojení a funkčnosť komunikácií, je vykurovací systém krimpovaný. Táto stránka má celý článok o tom.
Podobný postup odporúčam aj po výmene zariadenia, adaptérov, tesnení. Vo všeobecnosti skontrolujte vykurovací systém krimpovaním pred každou sezónou, aby nedošlo k nepríjemným prekvapeniam. Na to bude v zásade stačiť obyčajné automobilové čerpadlo na pumpovanie pneumatík, adaptér a manometer.