Инсталација бакарних цеви: технологија уградње бакрених цеви

Домаћа водоводна мрежа састављена од елемената бакрене цијеви сматра се једном од најпоузданијих. Наравно, уређење таквог аутопута није јефтино. Међутим, високи трошкови водовода исплаћују се његова дуготрајност и друге значајне предности.
Да бисте некако уштедјели буџет за водоснабдијевање, можете извршити уградњу бакрених цијеви властитим рукама, претходно проучите технологију рада. Сумњате у своје способности?
Рећи ћемо вам које алате морате да припремите, опишите корак по корак процесе састављања бакреног цевовода лемљењем, као и коришћење пресованих фитинга. Горе наведена фото упутства и практични савети помоћи ће да избегнете грешке и опреми поуздану инжењерску мрежу.
Садржај чланка:
Бакар као материјал за производњу цеви
Бакар је оптималан материјал који обезбеђује рад система на високим притисцима и температурама. Стога се бакрена цев користи не само за постављање цеви за топлу воду за домаћинство или грејне мреже, већ и за друге сврхе.
За поређење можете узети полипропиленске цеви и бакар. Први су у стању да издрже температуру само до + 95ºС при притисцима који не прелазе 25 АТИ. Други могу радити при Т = 250ºС и притисцима до 300 МПа.

Бакар је главни материјал од којег Французи, Британци, Аустралци и Швеђани више воле да монтирају водоводне и грејне системе. Висока механичка чврстоћа, једноставна обрада - ова својства учинила су бешавне бакарне цеви популарним у изградњи разних врста комуникација.
Савремена производња таквих производа укључује наношење заштитног полимерног слоја на површину цеви, елиминишући појаву сланих струја у зонама магнетних поља.
Нијансе уградње бакарних водова
Водоинсталатери са скупом алата и искуством у раду са бакром изводе бројне радње током уградње бакарних цевовода:
- скидање, калибрација, сечење;
- обликовање;
- компресија, лемљење, веза.
Сваки власник стана или приватне куће може исте радње обављати властитим рукама.

Главна ствар је научити нијансе технологије и тајне производње таквих дела. Свака акција захтева одговарајући алат.
Обично сет алата укључује:
- резач за бакарне цеви или тестера;
- датотеке, брусни папир, крпе;
- кључеви за обраду метала;
- гасни кључ бр. 1;
- ручни калибратор, савијач цеви;
- гасни горионик, флукс, лем, трака.
Почетку инсталационих радова увек претходе активности усмерене на прорачун и састављање шеме дистрибуције воде или систем грејања.

На основу њихових схема израчунава се потребни број бакарних цеви, њихова дужина, пречник, као и број додатних монтажних делова.
Начини спајања бакарних цеви
У пракси се користи једна од две методе састављања бакарних цевовода - лемљењем или механичким пресовањем.
Тајне лемљења гасом
Приликом одабира методе лемљења за монтирање система, потребно је узети у обзир следеће: све везе на овај начин су једноделне.Лемљење даје висок проценат гаранције на густину, али намеће одређена ограничења у одржавању. Надоградња система често није могућа без додатне сложености.
Дакле, ако је потребно заменити неки део водоводног система (систем грејања), на пример, због увођења нове опреме, могу се појавити потешкоће. Морате поново да користите гасни пламеник и технику лемљења како бисте могли да уградите спојницу, чај или други део у систем.
Стога се лемљени спојеви користе у пројектима водовода са зидовима или подовима.

Процес лемљења нераскидиво је повезан са радом гасног горионика (отворени пламен и производи изгарања). Због тога таква техника није увек погодна за уградњу, посебно у просторијама у којима је претходно изведен фини завршни слој.
Корак по корак поступак лемљења:
- Две цеви сече по величини. Завршно подручје очишћено је од проврта.
- Крајњи део једне од цеви је проширен калибатором - израђено је звоно.
- Металном четком и папиром од смираја чисте мјеста лемљења до сјаја.
- Очишћене површине су третиране раствором флукса.
- Обрађени делови се убацују један у други.
- Спој се загрева гориоником до талишта лемљења (350-500ºС).
- Крај шипке за лемљење додирује доњи руб утичнице.
Под утицајем високе температуре, лемљење се топи и жури у јаз између зидова цеви и утичнице због капиларног ефекта створеног испаравањем флукса. То резултира уредним и висококвалитетним спојем лемљења. Ово је само један пример лемљења цеви у цеви.
На исти начин се изводи лемљење фитинга и других елемената.
Детаљна упутства за лемљење бакарних цеви, као и техничке нијансе посла су дате овај чланак.
Цримп фитинги
Уградња бакрених цеви властитим рукама је много једноставнија и лакша ако користите другу широко кориштену технологију - механичко пресовање. У овом случају се користе посебни фитинзи за стварање везе бакарних цеви.
Отприлике исти елементи се користе у раду са полипропиленским цевима. Али за бакар је направљен нешто другачији дизајн притезног прстена - чврст, без реза.

Цримп фитинги су направљени од месинга. Судећи по степену пластичности материјала, ове вредности за бакар и месинг готово су исте. Важна карактеристика месинганог и бакреног упаривања је готово потпуно непостојање галванске везе између материјала.
Овај фактор гарантује чистоћу једињења током рада - одсуство оксида, корозије итд.
С алуминијумом је ситуација потпуно другачија. Овај метал, за разлику од месинга, галвански се веже за бакар. У условима када је вода из славине засићена солима, односно, то је активни електролит, ствара се повољно окружење за настанак електрохемијске реакције.
Под утицајем такве реакције, алуминијум се уништава. Због тога је директно повезивање бакарних цеви и алуминијумских радијатора (или других алуминијумских уређаја) непожељно. На пример, треба користити челичне прелазе.
Инсталација пресова:
- Завршна област цеви је скинута.
- На крају цеви се налази матица, прстен за прешање.
- С кључем до жељене величине, причвршћивање се држи у једном положају.
- Помоћу другог кључа матица је завртња навијена на навој спојнице.
Густина везе се постиже равномерним стезањем пресованог прстена дуж пречника бакрене цеви. При затезању матице не препоручује се екстремна сила. Од места иницијалног заустављања довољно је испружити матицу за 1-2 окрета.

Предности притисните конектор апликације - по потреби се могу раставити и поново саставити. Али истовремено, на квалитет сабијања таквих једињења утичу и промене температуре спољне и унутрашње средине.
Често, због температурних промена, цурења из пресова цурења. Такав квар се елиминише једноставно и брзо - затезањем матице.
Међутим, за скривену инсталацију водовода, техника пресовања спојних спојница бакарних цеви очигледно није погодна.
Алати за уградњу елемената
Није увек могуће пресећи цев без пробијања зидне конструкције. Дебљина зида бакрених цеви до пречника 28 мм износи само 1 мм. Чак и употреба диска резач цеви за бакарне цеви не даје пуне гаранције за равномерност сечења. Ако се примете поремећаји на зиду, користите калибратор. Овим алатом цев и утичница се калибрирају (поравнају).
Резачи цеви се производе ручно, електрично, пнеуматско, хидраулично. Конструктивно, резач цеви је механичка спона, где два ваљка делују као носећи елементи. Један од ваљка има оштрицу.
Процес сечења се врши секвенцијалним притискањем и помицањем резача цеви око осе цеви. Што се глађе и чешће врши прешање, то је бољи профил цеви.

Радови на инсталацији су често праћени савијањем бакарних цеви. Квалитетно глатко савијање било ког радијуса помаже у стварању алата који се назива савијач цеви. Постоје две врсте савијача бакарних цеви - опружна и механичка.
Први алат има једноставан, али ефикасан дизајн. Предвиђено за савијање цеви малог пречника. Друга врста укључује неколико структурних сорти.
Пролећни савијач је направљен у облику дугог кућишта које се носи на бакарној цеви. Један крај таквог кућишта је мало проширен ради веће једноставности употребе. Бакрена цев постављена у такав опружни омотач савија се ручно, без опасности да се заглави на завоју.
Недостаци - радијус савијања мора бити верификован оком, за одређени пречник цеви потребан је ваш опружни савијач.

Механички савијачи цеви (полуга, сегмент, самострел, хидраулични) омогућавају савијање цеви различитих пречника (од 10 до 125 мм). Бакрене цеви великог пречника обично су савијене сегментирано и савијач хидрауличне цеви. Угао савијања код рада са таквим уређајима може бити 180 °.
Спецификације водоводног бакра
Дуговјечност бакрене водоводне цеви донекле, због чињенице да хлор садржан у води у реакцији с бакром потиче стварање танког оксидног филма на унутрашњој површини. Овај филм додатно штити зид цеви од негативног утицаја испумпане подлоге.
Такође, бакар се сматра оптималним материјалом према резултатима санитарно-бактериолошких испитивања. Овај метал има бактериолошки ефекат, на пример, против вируса стафилокока.

Бакар има висок коефицијент топлотне проводљивости.Овај тренутак присиљава да предузме мере чији је циљ изолација цеви од спољашњег окружења.
Неизолирано снабдевање водом хладне воде током летњег периода може створити озбиљан проблем за прикупљање и уклањање кондензата. Примјећени су значајни топлотни губици на неизолираним цијевима топле воде. Изводећи инсталацију мрежа бакарних цеви властитим рукама, ове тачке треба узети у обзир.
Закључци и корисни видео о овој теми
О томе како инсталирати бакарни водовод можете сазнати из следећег видеа:
Квалитет, поузданост, трајност - систем за воду и грејање обдарен тим својствима често одушевљава власнике станова и кућа ако се за инсталационе радове користи бакар.
Заиста, када постоји сигурност да нема пропуштања и да се не предвиди у будућности, да налети не треба бити оштре током зиме, то значи да је у кући уграђен систем бакарних цеви.
Постоји ли нешто што можете допунити или имате питања у вези са технологијом уградње бакарних цеви? Молимо оставите коментаре и учествујте у расправама о публикацији. Образац за контакт налази се у доњем блоку.
 Уградња сопствених полипропиленских цеви: технологија рада са ПП цевима
Уградња сопствених полипропиленских цеви: технологија рада са ПП цевима  Уградите сами пластичне цеви: технологија повезивања и примери ожичења
Уградите сами пластичне цеви: технологија повезивања и примери ожичења  ДИИ технологија заваривања полипропиленских цеви: преглед метода и нијанси
ДИИ технологија заваривања полипропиленских цеви: преглед метода и нијанси  Учините самостално уградњу ХДПЕ цеви: упутства за заваривање + како савити или исправити такве цеви
Учините самостално уградњу ХДПЕ цеви: упутства за заваривање + како савити или исправити такве цеви  Повезивање бакарних цеви: упутства и поређење различитих технологија уградње
Повезивање бакарних цеви: упутства и поређење различитих технологија уградње 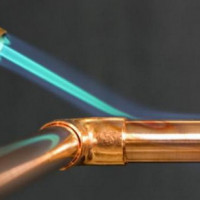 Лемљење бакарних цеви: корак по корак анализа рада и практични примери
Лемљење бакарних цеви: корак по корак анализа рада и практични примери  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}