Лемљење бакарних цеви: корак по корак анализа рада и практични примери

Домаћи занатлије покушавају самостално да изводе грађевинске и поправне радове, што омогућава не само уштеду породичног буџета, већ и да буду потпуно сигурни у квалитетан резултат. Стога морају савладати нове методе и технологије - попут лемљења бакарних цеви.
Рећи ћемо вам како да саставите и повежете комуникације са бакарним цевима. Овде ћете сазнати који ће потрошни материјал и алати извођачу требати. Корисне вештине, чак и у свакодневном животу, омогућиће самостално састављање цевовода са одличним оперативним карактеристикама.
Садржај чланка:
Лемљење бакра: зашто бисте га требали научити
Бакрени цевоводи се ретко користе у пракси. Разлог за то су прилично високе цијене материјала. Међутим, бакарни цевоводи с правом се сматрају најбољим.
Овај метал надмашује све остале материјале по отпорности на топлоту, флексибилност и дуготрајност. Грејање бакарних цеви након монтаже може се сипати у бетон, сакрити у зидове, итд. За време рада, неће им се ништа десити.

Ово треба узети у обзир при избору материјала за уређење грејања или снабдевања водом. Рачунајући на дугорочно пословање, виши трошкови се у потпуности надокнађују. Поред одличних перформанси које има бакар, прилично је једноставна за уградњу. „Страшне приче“ о потешкоћама у лемљењу често су преувеличане.
Бакар је довољно једноставан за лемљење. Његова површина не захтева употребу агресивних средстава за чишћење.Многи метали са ниским топљењем имају високу адхезију са њим, што поједностављује избор лемљења.
Скупи бакарни токови нису потребни јер се током топљења метала не јављају насилне реакције са кисеоником. У процесу лемљења цеви се не деформишу, облик и димензије остају непромењени. Настали шав се по потреби може распакирати.
Начини лемљења бакарних делова
Лемљење се сматра најбољом методом спајања бакарних делова. Током рада, истопљени лемник испуњава мали размак између елемената, формирајући поуздану везу.
Две методе за припрему таквих једињења су најчешће. Ово је капиларно лемљење високе и ниске температуре. Да видимо како се међусобно разликују.
Значајке високе температуре
У овом случају, процес повезивања елемената из бакра одвија се на температури која прелази +450 степени. За лемљење су одабрана једињења, чија су основа прилично ватростални метали: сребро или бакар.
Дају јак шав, отпоран на механичка оштећења и високе температуре. Такво једињење се назива чврсто.

Карактеристика такозваног чврстог лемљења је паљење метала, што доводи до његовог омекшавања. Стога, да би се минимизирали губици у карактеристикама чврстоће бакра, потребно је хлађење готовог споја само природним путем, без употребе вештачког пухања или спуштања дела у хладну воду.
Чврсти спој се користи за цеви пречника од 12 до 159 мм. Високотемпературно лемљење користи се за повезивање цеви за гас.
У водоводним инсталацијама користи се у поступку састављања водоводних цеви за монолитно спајање делова чији пречник прелази 28 мм. Поред тога, таква веза се користи у случајевима када температура течности која циркулише у цевима може прећи +120 степени.
Лемљење високе температуре користи се и за монтажу грејних система. Његова предност се сматра могућношћу уређења утичнице из претходно монтираног система без претходног демонтаже.
Детаљно лемљење ниске температуре
Мекано или нискотемпературно лемљење односи се на спајање бакарних делова током којих се користи температура испод + 450 ° Ц. У овом случају су мека лемљива метала, на пример, коситар или олово, изабрана као лемљење.
Ширина шава формираног таквим лемљењем може варирати од 7 до 50 мм. Добијено једињење се назива меким. Мање је издржљив од чврстог, али има низ значајних предности.

Главна разлика је у томе што се током поступка лемљења не долази до жарења метала. Према томе, његова снага остаје иста.
Поред тога, температура током лемљења на ниским температурама није толико висока као код високотемпературног лемљења. Стога се сматра сигурнијим. Такозвани мекани спојеви користе се за састављање цеви малог пречника: од 6 до 108 мм.
У водоводним прикључцима ниске температуре бакрене цеви Користе се за постављање водовода и грејних мрежа, али под условом да је течност која циркулише у њима нижа од +130 степени. За гасоводе је употреба ове врсте везе строго забрањена.
Шта је потребно у том процесу?
Да бисте направили висококвалитетне спојеве, требат ће вам посебни материјали и алати. Пре свега, потребан је флукс за обраду претходно очишћене површине делова. Уклања оксиде из базе, побољшава ширење растопљеног лемљења и смањује површинску напетост.
Поред тога, требат ће вам и лемљење за рад са бакром. За заваривање на високој температури одабире се материјал који не садржи олово. Паковање треба да буде означено са „без олова“ или „без олова“.
За лемљење на ниским температурама изабрано је лемљење са ниским талиштем у коме могу бити присутни калај, бакар, бизмут, сребро. Тип нискотемпературног лемљења је доступан у облику жице од 3 мм.

За рад ће вам требати алати. Пре свега, секач цеви. Помоћу ње моћи ћете изрезати детаље жељене величине. Важно је одабрати висококвалитетни алат како мекани материјал, који је бакар, не заглави.
Такође је потребна преграда за уклањање проврта. У супротном, немогуће је убацити један део у други. За чишћење унутрашње површине цеви користи се и четка или четкица.

За загревање бакарних елемената помоћу различитих алата. Најчешће, за лемљење на ниским температурама бирајте гасни горионикимају уски пламен.
Плинска опрема у овом случају ради из цилиндра са мешавином пропана и бутана или са чистим бутаном. Једно долијевање горива је довољно за 3-4 стотине спојева.
Уређај делује ефикасно, када се загрева гориоником, цев се загрева за неколико секунди. Лемљење на високој температури врши се коришћењем гасних смеша пропана-кисеоника или ацетилена-ваздуха.
Поред тога, лемљење се може извести посебним електричним лемилицом, дизајнираним за рад са деловима од бакра. Уређај је способан за рад са тврдим и меким продавцима. Лемљење је повезано на мрежу и користи се тамо где је немогуће радити са отвореном ватром. Уређај је опремљен клијештима за стезање и уклоњивим електродама.
Поред ових алата за постављање цевовода требаће вам маркер или оловка, трака, чекић и ниво конструкције.
Технологија лемљења
Након припреме алата и материјала, можете започети поступак лемљења. Све операције обављамо у следећем редоследу:
Одрежите део потребне дужине
За сечење бакарних цеви могу се користити различити алати. Најчешће се користи ручни секач цеви. Да би рез био уједначен, цев држимо само окомито на алат.
Стезамо део између ваљка и сечива и око њега закретамо резач цеви. Након сваке револуције, не заборавите да причврстите вијак за подешавање за отприлике трећину окретаја. Када користите секач за цев, рез ће бити уједначен, а бодовање ће се појавити само унутар цеви.

Али у исто време ће се и пречник производа мало смањити, што је непожељно. Деформацију дела можете избећи ако га режете ножом. Али у овом случају, биће пуно грицкалица које ћете морати да одложите, а ви ћете морати да користите предложак да бисте смањили посекотину посекотине.
Дробљење или овализација пресека цеви ће довести до непријатних последица, јер ће они нужно променити величину носача за уградњу. Његова вредност треба да буде у распону 0,02-0,4 мм. Ако је зазор мањи, лемљење неће моћи да се убаци у њега. Са повећањем јаза, капиларни ефекат се не може показати.
Као резултат сечења треба добити део строго цилиндричног краја са минималним одсеченим резом. Обавезно уклоните пераје са дела, очистите његову унутрашњу површину четком и одмастите. Слично томе, обрезујемо други фрагмент цеви. Узмемо цевни експандер и уз помоћ чекића повећавамо пречник друге цеви.

Провјеравамо како се дијелови међусобно уклапају, провјеравамо димензије резултирајућег уградног јаза. Мора тачно одговарати норми. Други део очистимо и одмашћујемо. Операција се изводи преко целог попречног пресека цеви, имајте на уму да дужина везе мора бити једнака пречнику дела.
Нанесите флукс на површину цеви
Према правилима технологије лемљење бакарних цевинанети слој флукса на делове. Узимамо састав и лагано га наносимо четком на спољну површину цеви, која ће бити унутар везе.
Вршимо пажљиво операцију.Трудимо се да сакупимо минималну количину раствора и потпуно га дистрибуирамо по делу. Вишак флукса не сме остати на површини.
Спајамо делове пре лемљења
Једном када се флукс нанесе на делове, они се морају повезати. То се мора учинити довољно брзо да честице контаминације не би доспеле на влажну површину. Ако радимо са оковом или звоном, правимо потпуну везу елемената.
Да бисте то учинили, окрените их до краја. У процесу ротације, делови се не само „ускоче“ на место, већ и ток дистрибуирају што је могуће равномерније преко носача за уградњу.

Остављање флукса на деловима је забрањено, јер је агресиван хемијски састав.
Лемљење славине са прикључком на основу компресионог прстена врши се следећим редоследом:
Формирање једињења при лемљењу на ниским температурама
Приликом израде меког зглоба, лемљиви лем и нискотемпературни ток су обавезни. За грејање можете узети стандардни или мали гасни горионик, који се пуни мешавином пропана са ваздухом или пропаном са бутаном и ваздухом. Можете узети посебно електрично лемљење.
Узимамо пламеник, укључујемо га и усмјеравамо пламен на спој цеви. Контактно место између пламена и дела мора се непрестано померати. То је неопходно како би се елементи равномерно загревали. Узимамо лем и повремено га додирујемо причврсним размаком. Са довољно загревања, лемљење се почиње топити.

Чим се то догоди, одводимо горионик у страну како бисмо омогућили лемилу да потпуно попуни капиларни јаз. Ако лемљење још није почело да се топи, наставите са загревањем. Карактеристика лемљења на ниским температурама је то што лемљење није посебно загревано. Треба да се растопи од топлоте загрејаних елемената једињења.
Након што лемљење потпуно попуни капиларни отвор, мора се оставити да се охлади, по могућности у природним условима. Мора се запамтити да резултирајући мекани спој има малу чврстоћу, па је забрањено додиривати га у врућем облику.
Још једна важна тачка. У процесу лемљења изузетно је важно да се бакар не прегрева. У супротном, флукс таложен на металу ће се срушити и, сходно томе, неће моћи да се раствара и уклања оксиде, што ће оштро негативно утицати на квалитету једињења.
Због тога је препоручљиво користити флукс са прашком за лемљење. Када је температура дела довољна за загревање лемљења, прах ће се растопити и видеће се како капљице талине сијају унутар флукса.
Ако је употреба пламена из било којег разлога неприхватљива, користе се уређаји за лемљење који се напајају електричном енергијом. Таква опрема је скуп напајања, електричних квачица и лемилице.
Поступак загревања и накнадног формирања једињења лемилицом се не разликује од горе описаног. Једино упозорење: може да потраје мање времена да се делови потпуно загреју, него када се загрева гориоником.
Формирање шава при лемљењу типа високе температуре
У процесу таквог лемљења користи се и гасни горионик за загревање делова. Пуни се мешавином пропана са кисеоником или ацетилена са ваздухом. Могуће је користити мешавину ацетилен-кисеоник.
Мајстори препоручују да се делови равномерно и брзо загреју. Односно, процес загревања би требало да буде кратак. Паљење гаса у уређају требало би да произведе јарко плави пламен ниског интензитета.

Гладно померамо пламеник дуж будућег прикључка тако да грејање буде што равномерније. Када се бакар загреје на око 750Ц, он ће добити тамну боју трешње. У овом тренутку послужите лемљење.
Да бисте га боље загрејали, можете га мало загрејати гориоником. Али мора се имати на уму да се лемљење треба растопити из грејних делова везе, а не из горионика. У идеалном случају потребно је обезбедити везу са минималним загревањем, при чему ће се лемљење први пут растопити и попунити инсталациони јаз први пут.
Можда то неће успјети одмах, али како се искуство скупља, резултат ће се побољшавати. Након што се јаз потпуно напуни лемљењем, оставите везу да се охлади. Додирнивање се тренутно не препоручује. Пажљиво обришемо охлађени шав да бисмо се решили остатака флукса.
Детаљна анализа технологије лемљења бакарних цевовода помоћу гасног горионика дат у чланкучији садржај саветујемо да прочитате.
Безбедност бакарних цеви
Новајлија мајсторе занима како правилно лемити бакарне цеви, али истовремено заборављају на сигурност. То се не може учинити. Морате схватити да бакар карактерише висока топлотна проводљивост, тако да не можете да држите делове у рукама без икакве заштите.
Безбрижност и непажња монтажа бакарних цеви може резултирати термичким сагоревањем. Мали предмети дужине до 0,3 м узимају се само са заштитним рукавицама или се држе кљештама.
Потребан је и опрез при раду са флуксом. Ово је изузетно агресиван састав. Ако се током лемљења нађе на кожу, одмах треба престати с радом и испрати ток с коже с пуно сапунасте воде. У супротном, на кожи се може појавити не само термичка, већ и хемијска опекотина.

Одјећа за рад такође мора бити правилно одабрана. Синтетичке тканине апсолутно нису погодне. Вештачка влакна су врло осетљива на високе температуре. Лако се топи и светли, па је за рад најбоље одабрати густу одећу од природног памука.
Још једна важна тачка. Када се делови загреју, флукс почиње да гори. Његови парови су опасни за људе. Из тог разлога, просторија у којој се врши лемљење бакарних цеви треба добро проветрити.
Искусни занатлије саветују оне који су први пут започели лемљење да вежбају обрезивање цеви. Пракса показује да је након три или четири независно изведене везе већ могуће започети постављање цевовода. У овом случају, препоручљиво је саставити систем на поду и тек потом наставити лемљење.
Готов цевовод се мора добро испрати чистом врућом водом да би се уклонило лемљење и струја из унутрашњости делова.
Главне грешке код лемљења
Процес лемљења бакарних цеви је прилично једноставан, али захтева одређено искуство. Почетници често раде грешке у раду.
Размотримо главне:
- Присутност оштећења на површини повезаних делова.Такви недостаци могу се појавити у току сечења цеви. Ако се лемљење врши преко оштећења, шав ће бити крхак.
- Загађење на месту спајања елемената. Делови се морају одмастити након сечења и чишћења.
- Недовољна ширина носача за уградњу. Према правилима, за делове са пресеком од 6 до 108 мм димензије зазора треба да буду од 7 до 50 мм.
- Неадекватно загревање делова. У том случају лемљење се неће моћи правилно стопити са базом. Такав шав ће се лако срушити чак и при лаганом оптерећењу.
- Флукс не покрива целокупну површину цеви. Оксиди остају на површини дела, што негативно утиче на квалитет шава.
- Прегревање прикључног дела. Доводи до сагоревања флукса и стварања оксида и скале. Као резултат тога, квалитет везе нагло се погоршава.
- Проверите хладну везу. Пре провере квалитета шава, морате да се уверите да се цев охладила. У супротном, зглоб ће се неминовно деформисати и изгубити снагу.
- Занемаривање сигурносних правила. Лемљење се врши на високим температурама и употребом агресивних хемикалија. Обавезна је заштитна одећа, маска и рукавице.
Можда ће почетнику-мајстору бити тешко да самостално одреди степен загревања делова, тада је вредно позвати стручњака и направити прве везе под његовим вођством.
Увести ће методе конструкције кругова грејања из бакарних цеви следећи чланакса којима препоручујемо да се упознате.
Закључци и корисни видео о овој теми
Још занимљивијих информација о лемљењу бакарних цеви можете сазнати из следећих видео записа.
Видео број 1. Карактеристике лемљења бакра високе температуре:
Видео бр. 2 Како лемити бакарне фитинге:
Видео # 3. Шта су токови за лемљење:
Лемљење бакарних цеви сами је корисна вештина која ће засигурно добро доћи домаћем мајстору. Цевоводи направљени од бакра врло су дуги и без проблема. С обзиром на прилично високу цену таквих делова, само-монтажа може значајно уштедети и добити висококвалитетни цевовод по веома повољној цени.
Да ли имате лично искуство у повезивању бакарних цеви лемљењем? Можда имате сазнања о нијансама дела? Молимо, напишите коментаре у доњи блок, поставите питања, поделите своје мишљење и фотографије о теми чланка.
 Лемљење полипропиленских цеви: правила рада и анализа могућих грешака
Лемљење полипропиленских цеви: правила рада и анализа могућих грешака  Лемљење бакарних цеви са гасним гориоником: корисни савети и кораци за само лемљење
Лемљење бакарних цеви са гасним гориоником: корисни савети и кораци за само лемљење  Инсталација бакарних цеви: технологија уградње бакрених цеви
Инсталација бакарних цеви: технологија уградње бакрених цеви  Повезивање бакарних цеви: упутства и поређење различитих технологија уградње
Повезивање бакарних цеви: упутства и поређење различитих технологија уградње  Како се срушити на пластичну цев: карактеристике рада и анализе свих важних нијанси
Како се срушити на пластичну цев: карактеристике рада и анализе свих важних нијанси  Вјешалица за ПВЦ цијев: популарне опције + детаљна упутства
Вјешалица за ПВЦ цијев: популарне опције + детаљна упутства  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви 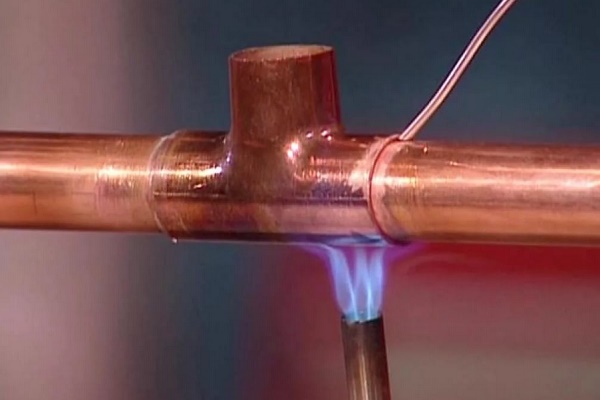{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Врло ретко се морам суочити са бакарним цевима, стварно је мало оних који их користе, преферирајући јефтинију и употребнију пластику. Али такве цеви сам видео у кућама које тврде да су елитне. Одлично се уклапају у унутрашњост. А имао сам и прилику да их лемим. Из личног искуства могу рећи да је обављање овог посла истовремено и једноставно и постоје нијансе.
Бакар је одзиван метал, сам по себи неће вам правити проблеме. Али ако и сами погрешите, након неког времена место лемљења ће тећи. Свима који изненада нађу потребу за лемљењем бакарне цеви, пре свега ћу рећи - не будите лени и не штедите време за припремне радове! Добар почетак је пола битке.
Лоше одмашћује - тећи ће. Стриппинг лоше је исто. Друго: умерен али довољан проток. Зажалит ћете што ће тећи. Претјерајте - добити ружно мјесто адхезија.Треће: компетентни температурни услови. И прегријавање и подгријавање подједнако су лоши. Уопште, ако ћете први пут лемити, онда је најбоље да нађете негде комад бакрене цеви и вежбате као у нацрту. Истовремено идентификујте своје могуће грешке.