Maskin för att böja ett profilrör: hur man bygger en rörbockningsmaskin med dina egna händer

I hushållen används inte en profilrörsbockningsmaskin så ofta för att köpa dyra fabrikstillverkade utrustningar.
När ett sådant behov uppstår kan en enkel rörbockning göras privat, sedan man tidigare har bestämt vilken typ av denna design som är lämplig för uppgiften.
I denna artikel analyseras olika maskiner för böjningsrör i detalj, principerna för deras funktion och konstruktionsmetoder beskrivs.
Artikelens innehåll:
Typer av maskiner för att böja ett profilrör
Det finns många modifieringar av utrustning för att ändra konfigurationen av profilrör. Detta beror på minsta böjradie. Om denna viktiga parameter försummas inträffar en förändring i styrkans egenskaper hos materialet till det värsta på böjplatsen. Du måste också känna till några tekniska finesser. böjande metallrör och ta hänsyn till dem under arbetet.
När du väljer en design för att ta hänsyn till materialet i arbetsstycket, diameter, väggtjocklek.
Klassificering av bockningsmaskiner efter drivtyp
Beroende på typ av drivenhet är maskiner konstruerade för att böja eventuella rör manuella, elektromekaniska och hydrauliska.
Manual. Dessa är extremt enkla mekanismer som är tillgängliga för oberoende tillverkning även för en person som inte är dedikerad till komplikationerna med att arbeta med metall.

Elektro. En sådan maskin har en drivenhet i form av en elektrisk motor - en steg eller konventionell, ansluten genom en lägre växel. Den senare lösningen ger böjning av hög kvalitet på grund av korrekt spänningsfördelning.
Enheten är inte lätt att tillverka, den kräver speciell kunskap och åtminstone lite professionalism.

Hydraulic. Enheten i denna modell är manuell. Till skillnad från en enkel manuell konstruktion ingår en hydraulcylinder i kretsen, vilket avsevärt minskar den muskulära ansträngning som appliceras under böjningen.
Rullarna ger chansen att böja ett profilrör i alla nödvändiga riktningar. Den manuella profilegiben med hydraulik med sin lilla vikt kan böja rörsortimentet upp till 10 cm bredt.

Typer av benders efter installationsmetod
Det finns en uppdelning av profilböjningar och beroende på installationsmetod. Skill mellan stationär, bärbar och bärbar utrustning. Stationära maskiner kan ha formen av en enkel betongplatta med stavar eller fast utrustning.
Kompakta bärbara rörbockar har ett stödstativ, men den bärbara modellen har inget stöd, det väljs varje gång du använder utrustningen.
Klassificering av maskiner enligt metod för böjning
Utformningen av profilbockningsmaskinen och dess prestanda kommer att bero på böjningsmetoden. Det finns tre huvudsakliga böjningsmetoder. Den första är extrudering, när profilrörets geometri ändras med en deformerande rulle som fungerar som en stans. Matrisen i detta fall är frånvarande.
För att utföra operationen krävs 2 starka stöd från motsatta sidor av krökningen, som också fungerar som matris. Som sådana stöd använder du svängbara skor eller rullar.
Eftersom kraften ökar gradvis och konstant har en vinkelrätt riktning med avseende på röret gör metoden det möjligt att uppnå ett bra slutresultat. Vi använder metoden endast för arbete i en liten volym.
Den andra är att trycka. För att få en krökning används principen för en bänkskruv - ett rörsegment placeras mellan munstycket och stansen.
Den senare profilerna, för att få böjning av hög kvalitet, måste exakt upprepa geometrin för delen. Och även i beräkningen är det nödvändigt att ta hänsyn till den kvarvarande deformationen av metallen. Hemma är denna metod tillämpbar när stor noggrannhet inte krävs.

Den tredje - rullande - en universell metod som används för att böja både tunnväggiga och tjockväggiga rör. Böjning uppnås genom att dra arbetsstycket mellan rullarna - en roterande och två stödande.
Förutom ovanstående kan rörbockning också utföras med följande metoder:
Oavsett vald design, vid oberoende tillverkning av en maskin för böjning av rör, är det nödvändigt att ta hänsyn till rekommendationerna från specialister. När man väljer material för bädden är det nödvändigt att gå från det faktum att tjockleken på metallen ska vara minst 1/6 av det profilerade rörets bredd.
Så om du måste böja ett rör med ett tvärsnitt med en rektangel med parametrar 50 x 25 mm, måste du ta en kanal eller ett hörn på minst 10 mm tjockt för att undvika deformation av bädden under böjningen. Basplattan och stansen med en dyna bör vara två gånger tjockare.
Rullarnas optimala diameter är ett minimum av trippelsektionsstorlekar. Kanalens hylla och vinkeln som tas för tillverkning av ramen bör vara 2 respektive 3 gånger rörets bredd. Om du måste arbeta med att böja profilrör med rektangulärt tvärsnitt 50 x 25 mm, behöver du en kanal 100 x 10 eller ett hörn 150 x 10.
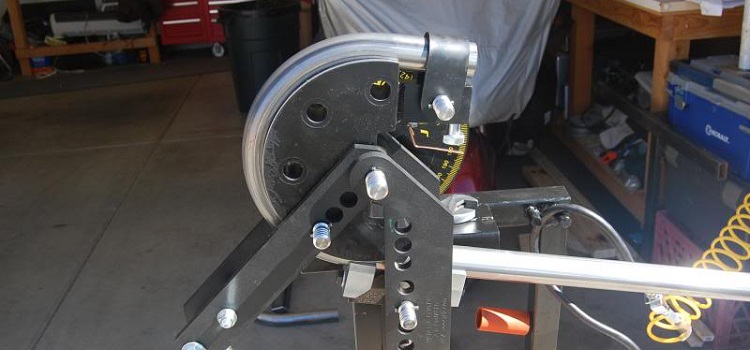
Vi tillverkar en hydraulisk rörbockare
Tänk på ett hydrauliskt maskinverktyg, där böjning sker på grund av att mittröret skjuts genom mitten med en stans fixerad på en stigande stång. Som ett resultat av nära kontakt med arbetsstycket, vilande på två stationära rullar, med en rörlig stans, tar den senare sin form.

För att markera arbetsytan läggs en vertikal axel och på det avstånd som anges på ritningen från kanten och axeln noteras läget för de nedre hålen. Markera sedan platsen för de övre hålen och stöd det önskade avståndet från kanten. De ansluter en rak linje till mitten av dessa hål och lägger lika segment på det.
Mellanhålens axlar kommer att vara i skärningspunkten mellan märkena med den lutande axeln. Hål på arbetsytan behövs för att kontrollera böjningsradie hos profilarbetsstycket. Eftersom arbetsytan består av två speglade delar markeras den andra på samma sätt.
Maskinens höjd bestäms av jackets parametrar och avståndet som anges på ritningen med symbolen "a". För att böja ett profilrör med en bredd av 15 mm bör detta mellanrum i donets drifttillstånd vara ungefär lika med 20 mm.
I denna konstruktion koncentreras kraften som överförs av stansen i dess övre del. Som ett resultat av denna effekt genomgår den yttre radien hos röret spänningar, vilket kan orsaka tunnning av väggen och i vissa fall brott. Därför rekommenderas inte maskinen att användas för deformation av tunnväggiga arbetsstycken.
DIY rörbender
På sådan utrustning tar arbetsstycket en viss form genom att rulla. I en hemverkstad är det lättare att skapa en 3-rullskonstruktion med en manuell enhet. Överväg två alternativ för sådana maskiner.
Alternativ för rotationsplattform
Principen för konstruktion av en sådan maskin för att böja rör med annat tvärsnitt än runda är följande:
- Huvudbädden är ansluten via en ledning till en roterande plattform som ställer in böjvinkeln.
- Plattformen drivs av en domkraft som vilar på den av arbetsstången.
- Profilbroschering utförs genom rotation av handtaget på mellanaxeln.
För tillverkning av maskinens bas och stativ krävs en kanal med en vägghöjd på 150 till 200 mm i en mängd av cirka 3 m. Ett stålrör med en innerdiameter lika med den yttre diametern på lagren, som är uppdelad i 6 korta sektioner, är lämplig som lager för lagren, rullarnas bas.

Från kanalen görs basen och två plattformar. Efter att ha gått av från en sida omkring 0,5 m svetsas ett vertikalt stativ från samma kanal. För att göra detta paras två segment för att göra stativet starkt.
Genom att observera det horisontella läget strikt, monterar de en stationär plattform och det bakre stället svetsas på det. Därefter tar de en sektion av profilröret och ökar begränsarna med en höjd som inte är mindre än profilrörets tjocklek, vars deformation är tänkt att utföras på maskinen som tillverkas.
Styrplattformen är ansluten till huvudramen med hjälp av dörrgångjärn. Lager monteras på de utdragna stoppen och kanterna på båda plattformarna genom att svetsa och förstärka strukturen med hörn. Axlarna sätts in i lagren och ett handtag är fäst i mitten.
En domkraft är monterad under kanten på styrplattformen och fixeras till basen med en bultad anslutning.
Montering av en rörbockare med en roterande plattform utförs i följande sekvens:
Three Roller Rolling Machine
På denna maskin läggs röret på rullar belägna på sidorna. Den övre rörliga rullen sänks ned på produkten ovanifrån och fixar på detta sätt. Vrid sedan handtaget och genom kedjan överför rörelsen till axlarna. Röret sträcker sig och ändrar dess geometri.
Genom att öka trycket gradvis genom att dra åt klämbulten och dra i arbetsstycket uppnår de böjning av röret i önskad vinkel.

För att göra en maskin som arbetar enligt detta schema är det nödvändigt att förbereda en hylla och formade metallprodukter för ramen, axlarna, 4 starka fjädrar, en kedja, lager, fästelement och andra detaljer. För att montera lagren krävs 3 axlar med parametrar som motsvarar kedjehjulen och lagren.
Två axlar är utformade för placering i sidorna, och den tredje (fastspänning) - för upphängning på fjädrar. Dessa föremål måste troligen beställas i verkstaden, och resten kan göras med dina egna händer.
Spännaxelns sammansättning inkluderar lager, kugghjul och ringar. I ringarna skärs tråden under spännbultarna och spår görs. Utför säten under spännaxeln i kanalens hyllor. I det sista stadiet monteras strukturen från och med installationen av ramen.
Därefter upphängs spännaxeln på fjädrarna fästa vid hyllan med hjälp av en nyckelförbindelse.Stödaxlar är installerade på sidorna och en kedja dras mellan dem med ett magnetiskt hörn som hållare.
På en av dem, fixera handtaget med ett roterande rör, utför de sedan installationen av jacket. Fäst den på plattformen med bultar och svetsning.
Vid montering av upphängningsaxeln observeras en viss sekvens: först montera den på hyllan, muttrar under fjädrarna svetsas till den, plattformen vänds och ansluts till fjädrarna. Det bör noteras att med ökande avstånd mellan rullarna minskar krafterna som utövas för böjning.
För att montera en rullande rörbender behöver du:
På vår webbplats finns det flera fler artiklar som i detalj beskriver alternativ för hemmagjorda enheter för att böja profilrör. Vi rekommenderar att du läser:
- Hur man bygger en rörbender för ditt profilrör själv: en översikt över de bästa hemlagade produkterna
- Hur man gör en rörbockare med dina egna händer: exempel på de bästa hemlagade produkterna
Hur böjer man ett profilrör på ett enkelt sätt?
Den mest primitiva anordningen för att ändra formen på ett profilrör är användningen av en trämall. Det kan användas vid böjning av tunnväggiga rör av stål eller aluminium. För att göra en sådan improviserad maskin tar de brädor, fäster dem på något sätt och klipper ut mallen.

Vid kontaktpunkten med röret bör tjockleken på mallen vara större än profilrörets tvärsnittshöjd med flera centimeter. Kanten på mallen utförs med en lutning, annars kan röret glida.
Konstruktionen är utrustad med ett stopp och fäst vid en viss stabil bas. Röret placeras mellan mallen och stoppet och materialet börjar böjas, med början från rörets kant. Om du startar bockningsprocessen från mitten kan det tunnväggiga röret plattas ut.
Du kan sätta in en metallstång i röret med en diameter som är lika med rörets borrning, eller så kan du helt enkelt ta en bit rör och sätta den på arbetsstyckets häst. I alla fall kommer det att vara mer praktiskt.
Läs mer om du vill böja ett profilrör utan specialutrustning det här.
Enligt samma princip tillverkas kraftfullare maskiner. I detta fall skapas kraften med en vinsch och röret fixeras starkare så att det inte går sönder.
Slutsatser och användbar video om ämnet
De grundläggande reglerna för tillverkning av en maskin för bearbetning av formade rör:
Rörbockningsmaskin, nära fabriksdesign:
Av alla alternativ för rullformningsmaskiner bör den design som är mest lämpad för dess användning väljas. Ibland räcker den enklaste mekanismen för att förse dig med den nödvändiga mängden böjd profil utan några speciella finansiella kostnader.
Har du personlig erfarenhet av att bygga en rörbockningsmaskin? Kanske kan du ge användbar information om ämnet för artikeln och lägga upp ett foto av den gjorda enheten? Lämna kommentarer, dela erfarenheter, ställ frågor i blocket nedan.
 Hur man böjer ett profilrör med egna händer utan specialverktyg
Hur man böjer ett profilrör med egna händer utan specialverktyg  DIY-installation av HDPE-rör: svetsinstruktioner + hur man böjer eller räter ut sådana rör
DIY-installation av HDPE-rör: svetsinstruktioner + hur man böjer eller räter ut sådana rör  DIY-hantverk från propylenrör: gör det själv hemlagade alternativ
DIY-hantverk från propylenrör: gör det själv hemlagade alternativ  Hur man gör en stol av polypropylenrör med dina egna händer: steg-för-steg-anvisningar för tillverkning
Hur man gör en stol av polypropylenrör med dina egna händer: steg-för-steg-anvisningar för tillverkning  DIY kopparrörsinstallation: kopparrörsinstallationsteknik
DIY kopparrörsinstallation: kopparrörsinstallationsteknik  DIY svetsningsteknik för polypropylenrör: en översikt över metoder och nyanser
DIY svetsningsteknik för polypropylenrör: en översikt över metoder och nyanser  Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen
Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen  De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips
De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips  Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov
Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov  Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav
Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}