Ang DIY welding na teknolohiya para sa mga polypropylene pipe: isang pangkalahatang-ideya ng mga pamamaraan at mga nuances

Nais mo bang ayusin o palitan ang mga komunikasyon na gawa sa mga tubo ng polimer? Sumang-ayon na hindi masamang mag-save sa tawag ng master sa pamamagitan ng pag-iipon ng isang bagong pipeline. Ngunit hindi mo alam kung paano mo makakonekta ang mga indibidwal na elemento ng system sa kanilang sarili at kung ano ang kinakailangan para dito.
Sa aming artikulo, ang teknolohiya para sa mga welding polypropylene pipe ay inilarawan nang detalyado - ang anumang mga baguhan na tubero ay maaaring kumonekta sa kanila gamit ang kanilang sariling mga kamay. Sasabihin namin sa iyo kung ano ang dapat isaalang-alang, kung paano gumamit ng isang paghihinang iron upang mag-panty ng mga elemento ng plastik. Hayaan akong ipakita sa iyo kung saan ginagamit ang iba pang mga pamamaraan.
Upang matulungan ang master ng baguhan, napili namin ang detalyadong mga clip ng video na nagpapakita ng hakbang-hakbang na proseso ng pagsasagawa ng hinang polypropylene, at mga guhit sa larawan.
Ang nilalaman ng artikulo:
- Mga accessory ng tubo at pagpupulong
- Mga pamamaraan ng pagsali sa mga tubo ng polimer
- Mga tool sa koneksyon
- Ang pangunahing yugto ng teknolohiya sa paghihinang
- Mabilis na gabay sa larawan para sa mga welding na mga tubo ng PP
- Karaniwang mga error sa pag-install
- Assembly ng mga elemento nang walang paghihinang
- Mga konklusyon at kapaki-pakinabang na video sa paksa
Mga accessory ng tubo at pagpupulong
Ang isa sa hindi maiisip na mga bentahe ng mga tubo ng polimer ay kadalian sa pagpupulong.
Ang pag-install ng mga elemento ay maaaring gawin halos kahit saan: inilatag nang bukas sa mga dingding o inilagay na nakatago sa ilalim ng sahig.

Ang mga tubo ng polimer ay magagamit sa mga diametro mula 20 hanggang 110 mm. Para sa mga layunin ng sambahayan, ang mga produktong madalas na ginagamit ay 20/25/32/40 mm ang laki. Tinukoy ng larangan ng aplikasyon ang tagapagpahiwatig ng nominal pressure ng materyal.
Sa pagmamarka, ipinapahiwatig ito ng mga titik "PN":
- PN 10 - pumili upang magbigay ng kasangkapan sa malamig na supply ng tubig.
- PN 16 - ginamit para sa malamig na tubig, ngunit may isang mas mataas na presyon, pati na rin sa pag-aayos ng sistema ng "mainit na sahig".
- PN 20 - mga produkto, ang tanging limiter ng kung saan ay ang rehimen ng temperatura ng mga likido na ipinadala sa kanila. Hindi ito dapat lumampas sa 75 ° C.
- PN 25 - mga unibersal na produkto na ginagamit para sa pag-aayos ng parehong "cold" at "hot" system, ang temperatura kung saan umabot sa 90 ° С.
Sa pagbebenta maaari kang makahanap ng mga produktong polimer na may kasamang karagdagang pampalakas.

Ang pangunahing tampok ng mga tubo ng polimer ay ang posibilidad ng pagyuko sa kanila.
Samakatuwid, ang lahat ng mga pagbabago sa tilapon ng inilatag na haywey ay isinasagawa lamang mula sa mga tuwid na mga seksyon na magkakaugnay ng mga pandiwang pantulong:
- mga krus - para sa posibilidad ng sumasanga sa pangunahing stream;
- mga tees - Mga multiplier ng stream;
- mga kaisa - para sa pagkonekta ng mga tubo sa isang tuwid na seksyon;
- baluktot - para sa mga pagbabago sa direksyon ng pipeline.
Ang mga kabit ay maaaring nilagyan ng isang naka-embed na thread ng metal, na ginagawang posible upang ikonekta ang polymer pipeline na may mga elemento ng metal.

Kapag pumipili ng mga elemento ng pandiwang pantulong, ang dalawang mga parameter ay dapat gawin bilang batayan: ang panloob na seksyon ng mga produkto at ang kapal ng kanilang mga pader. Ang mga parameter na ito ay dapat na tumutugma sa mga teknikal na katangian ng mga polypropylene pipe na ginamit.
Mga pamamaraan ng pagsali sa mga tubo ng polimer
Kapag sumali sa mga tubo na gawa sa mga materyales na polymeric, depende sa mga kondisyon ng pag-install, ang isa sa dalawang pamamaraan ay ginagamit:
- Soldering - nagsasangkot ng pagpainit at pagsali sa mga tinunaw na dulo ng mga elemento.
- Walang paghihinang - nagsasangkot ng pagkonekta ng mga tubo sa pamamagitan ng mga fittings ng compression o sa pamamagitan ng pagpapatupad ng tinatawag na "cold" welding.
Ang ikalawang paraan ng pag-install ay maginhawa sa kamalayan na para sa pagpapatupad nito ay hindi kailangang gumamit ng mga espesyal na kagamitan. Ang lahat ng trabaho ay maaaring gawin gamit ang isang simpleng tool - isang crimp key.
Ang isang polypropylene pipe na may kapal ng pader na higit sa 4 mm at isang diameter na higit sa 50 mm ay konektado gamit ang peke na pamamaraan ng welding:
Mga tool sa koneksyon
Ang pangunahing tool na ginamit upang ikonekta ang mga plastik na tubo ay isang bakal para sa hinang. Ito ay isang uri ng paghihinang bakal, na pinalakas ng isang 220V network. Ang prinsipyo ng pagpapatakbo ng aparato ay medyo simple. Ang papel na ginagampanan ng elemento ng pag-init ng bakal ay isinasagawa ng isang pampainit ng welding, na inilalagay sa isang pambalot na metal.
Nagpainit ito sa isang paunang natukoy na temperatura sa kalan, na pinapainit ang mga nozzle. Ang temperatura controller ay responsable para sa pagpapanatili ng pinakamabuting kalagayan temperatura ng mga nozzle. Ang paghihinang at karaniwang mga pagkakamali na ginawa kapag sumali sa mga pipa ng polypropylene ay nakatuon sa susunod na artikulona pinapayuhan namin sa iyo na maging pamilyar sa.

Kasama sa bakal ay ang mga nozzle ng pag-init ng mga karaniwang sukat. Ang pag-init hanggang sa isang tiyak na temperatura, pinapalambot nila ang propylene sa isang lagkit na titiyakin ng isang mahigpit na koneksyon ng mga elemento.
Napili ang mga nozzle depende sa diameter ng mga tubo na ginamit:
- Ika-20 laki - para sa mga tubo na may diameter ng kalahating pulgada;
- Ika-25 - para sa mga produkto na may diameter na 0.75 pulgada;
- Ika-40 - para sa mga elemento na may isang seksyon ng cross na 1.25 pulgada.
Dahil ang gastos ng tulad ng isang welding machine ay lubos na mataas, at hindi kinakailangan na gamitin ito nang madalas na, walang saysay na bumili ng kagamitan. Mas mainam na magrenta ng isang tool para sa isang araw o dalawa.
Para sa mataas na kalidad na pagputol at paghahanda ng mga seksyon ng welded, pinakamahusay na gumamit ng isang espesyal na tool na idinisenyo para sa ito - putol na pamutol. Sa tulong nito, makakakuha ka ng isang maayos, makinis at magandang hiwa.

Para sa kakulangan ng isang pamutol ng pipe, ang trabaho ay maaaring gawin sa isang gilingan o isang hacksaw para sa metal. Ang tanging bagay - sa lugar ng hiwa pagkatapos ng naturang mga tool, nananatili ang palawit. Ngunit hindi magiging mahirap tanggalin ito sa pamamagitan ng pagtanggal ng isang guhit na papel de liha.
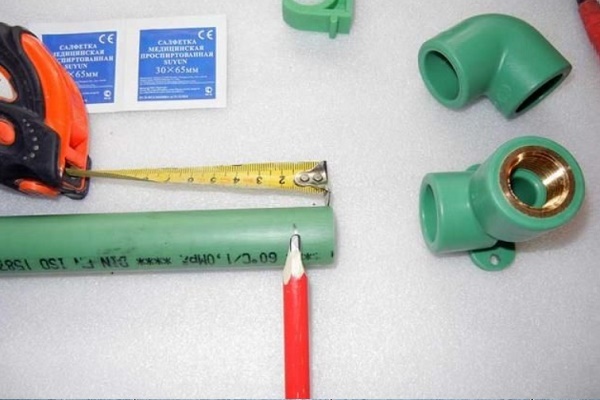
Bilang karagdagan sa mga pangunahing tool para sa trabaho, kakailanganin mo rin:
- parisukat;
- pagbuo ng tape;
- isang simpleng lapis o marker.
Kapag pinaplano na kumonekta ang mga tubo gamit ang malamig na paraan ng hinang, kinakailangan upang bumili ng thermoactive glue na ginawa batay sa polyester o epoxy dagta o ang thermoplastic analogue na ginawa batay sa goma nang maaga.
Ang pangunahing yugto ng teknolohiya sa paghihinang
Ang mga pangunahing kondisyon para sa isang matagumpay na pag-install ng pagtutubero o sistema ng pag-init ng mga polimer ay isang maingat na pagkalkula ng mga kinakailangang materyal at mahusay na hinangin ng mga elemento.
Stage # 1 - pagkalkula ng materyal at mga sangkap
Upang mapadali ang iyong trabaho, sa gayon minamaliit ang mga error sa pag-install, ang unang bagay na kailangan mong gawin ay gumuhit ng isang diagram ng hinaharap na sistema, na nagpapahiwatig ng bilang ng mga liko at mga sanga dito. Kapag kinakalkula ang bilang ng mga tubo, ang 25-40 mm na ginugol sa "pagtagos" ay dapat idagdag sa bawat haba ng segment.

Kung hindi mo pa kailangang maghinang ng mga polypropylene pipes, inirerekumenda ng mga dalubhasang espesyalista na bumili ka rin ng ilang mga seksyon ng pipe para sa paunang pagsasanay. Ang ganitong mga gastos ay darating sa isang mababang presyo at maiiwasan ang mga malalaking error sa pag-install ng system.
Tampok polypropylene pipe ay isang pagtaas sa koepisyent ng linear na pagpapalawak sa ilalim ng impluwensya ng mataas na temperatura.
Bilang isang resulta: kapag ang pagpainit o pagtaas ng presyon sa loob ng system, ang mga tubo ay nagpapatagal at nagsisimulang maglaro sa paglipas ng panahon. Upang maiwasan ang hindi pangkaraniwang bagay na ito, kapag ang paglalagay ng mga seksyon na mas mahaba kaysa sa 4-5 metro, kinakailangan din na gumamit ng mga compensator.

Ang mga compensator ay naka-install kapwa sa pahalang at patayong mga seksyon, na naka-mount sa pagitan ng dalawang nakapirming suporta. Kung kinakailangan, posible na bumili ng mga compensator ng isang espesyal na pagbabago, na maaaring alisin ang linear na pagpapalawak sa angular bends ng pipeline.
Malalaman natin kung paano maayos na mai-weld ang mga polypropylene pipe upang walang mga butas sa mga kasukasuan.
Stage # 2 - mga elemento ng paghihinang pipeline
Maikling ang kakanyahan ng teknolohiya ng hinang polypropylene pipe namamalagi sa katotohanan na sa ilalim ng impluwensya ng mataas na temperatura ang mga dulo ng mga docked elemento ay pinainit at sa pamamagitan ng mahigpit na pagpindot laban sa bawat isa ay konektado.

Bago simulan ang trabaho, ang mga piraso ng mga tubo na gupitin sa tinukoy na haba ay nag-aalis ng mga bugal at burrs. Kung ang isang layer ng panloob o panlabas na foil ay ibinibigay sa pipe, dapat itong malinis muna gamit ang isang crosscutter na nilagyan ng maayos at maayos na mga kutsilyo.
Kapag nagsasagawa ng stripping gamit ang isang crosscutter, ang pipe ay dapat mapalalim sa tool hanggang sa huminto ito.
Ang gawaing plastik pipe ng Do-it-yourself ay isinasagawa sa mga sumusunod na pagkakasunud-sunod:
- Kumonekta paghihinang iron para sa mga tubo ng PP sa suplay ng kuryente upang mapainit ang kagamitan sa pinakamabuting kalagayan na temperatura na 260-270 ° C.
- Ang mga segment ng pipe na sasamahan ay sabay na ilagay sa mga nozzle, tinitiyak ang pinakamaraming pagpasok. Ang gawaing ito ay dapat gawin nang mabilis at may tiwala.
- Ang pagkakaroon ng matatag na oras na tinukoy sa mga tagubilin hanggang sa natapos ang mga kabit at pipe ay natunaw, tinanggal nila ang mga elemento mula sa mga nozzle ng pag-init.
- Dock ang tinunaw na magkasama, malumanay na pinipiga ang bawat isa sa loob ng 15-20 segundo.
- Ang mga nakatali na bahagi ay naiwan sa isang static na posisyon upang ang seam ay lumalamig nang buo at ang kasukasuan ay nagiging monolitik.
Maaari mong matukoy ang tagal ng pag-init mula sa mga tagubiling ibinibigay sa kagamitan o sa pamamagitan ng paggamit ng talahanayan sa ibaba.

Imposibleng huwag pansinin ang mga kinakailangan para sa oras ng pag-init na ipinahiwatig sa talahanayan. Hindi sapat ang pag-init ay hindi makapagbibigay ng isang maaasahang koneksyon. Ang labis na sobrang pag-init ay magiging sanhi ng "leak" at ang mga bahagi ay magbabago.
Bilang isang resulta: ang mga protrusions ay nabuo sa panloob na ibabaw ng mga welds, na makabuluhang bawasan ang diameter ng pipeline.

Matapos makumpleto ang polymerization at solidification, na tumatagal ng halos 20 segundo, handa na ang kasukasuan. Gamit ang parehong teknolohiya, ang lahat ng kasunod na mga node ay ibinebenta sa mapait na pagtatapos, habang ang sistema ng pag-init o suplay ng tubig na polypropylene ay hindi ganap na tipunin.
Mga parameter ng temperatura paghihinang mga tubo ng PP ay ibinibigay sa artikulo, na kung saan ang independiyenteng mga masters ng bahay ay dapat na talagang maging pamilyar sa bago magsimula ng trabaho.
Mabilis na gabay sa larawan para sa mga welding na mga tubo ng PP
Ang sumusunod na pagpili ng mga sunud-sunod na mga larawan ay makakatulong upang mailarawan ang pagkakasunud-sunod ng trabaho sa pag-iipon ng isang polypropylene pipeline at pagkonekta sa mga bahagi nito:
Karaniwang mga error sa pag-install
Ang mga pangunahing pagkakamali na ginagawa ng mga nagsisimula kapag nagtatrabaho sa mga produktong polymer:
- Mga bahagi ng pag-init. Sa oras ng pag-init, ang mga bahagi ay dapat na matatagpuan sa pinaka kahit na posisyon. Ang bahagyang pag-aalis ay maaaring makakaapekto sa pagpapatakbo ng mga parameter ng pagpapatakbo ng buong sistema ng pagtutubero.
- Ang mga natapos na polymerized. Kapag pinindot ang tinunaw na mga dulo ng mga elemento, hindi mo maiikot ang mga bahagi sa paligid ng axis nito. Ito ay maaaring humantong sa seam na hindi sapat na malakas.
- Pag-align. Kapag sumali sa mga elemento, ang isang maliit na pagsasaayos ng kanilang pag-align ay pinahihintulutan, ang tagal ng pamamaraan na kung saan ay hindi hihigit sa 1-2 segundo.
Ang isa pang mahalagang punto: kapag ang paghihinang ng mga fittings na may mga fittings, kinakailangang isaalang-alang ang lokasyon ng mga balbula, na nagbibigay sa kanila ng isang libreng buong stroke.

Kung pagkatapos ng pagsali sa mga elemento tulad ng anumang uri ng mga pag-aalinlangan ng seam ay bumangon, mas mahusay na gupitin ang pinagsamang at muling gawin ito.
Mas mainam na maalis ang mga depekto sa yugto ng pag-install ng istraktura, dahil mas may problemang palitan ang isang magkasanib na kasukasuan sa isang tumatakbo na sistema.
Assembly ng mga elemento nang walang paghihinang
Ang paggamit ng mga fitting ng compression at mga modernong adhesives ay posible upang maisagawa ang pag-install ng mga polypropylene pipes nang maayos, mabilis at may kaunting pamumuhunan sa materyal.
Pagpipilian # 1 - pag-install ng isang angkop na compression
Upang maipatupad ang pamamaraang ito ng koneksyon, kakailanganin mong bumili ng mga kabit ng compression at gumamit ng isang crimp wrench.

Ang pag-install ng fitting compression ay may kasamang tatlong pangunahing yugto:
- Ang isang asul na kulay ng nuwes ay inilalagay sa dulo ng pipe na pinutol sa tamang mga anggulo at bumagsak.Kapag naglalagay ng isang puting crimp singsing, kinakailangan upang bigyan ito ng isang posisyon kung saan ang makapal na bahagi ay nakadirekta patungo sa buntot ng pipe.
- Ang tubo ay ipinasok sa umaangkop hanggang sa huminto ito, itulak ang singsing na clamping hanggang sa maximum.
- Pinahigpitan ang asul na nut, "baiting" muna ito sa pamamagitan ng kamay, at pagkatapos ay tagasunod gamit ang isang susi.
Ang pagpupulong ng mga fittings ng compression ay hindi nangangailangan ng espesyal na kaalaman at kasanayan. Naihatid ang mga produkto para sa pag-install para sa pagbebenta. Ang kanilang pag-install ay maaaring isagawa sa ilalim ng anumang mga kondisyon ng temperatura.
Pagpipilian # 2 - mga elemento ng gluing
Ang pamamaraan ng malagkit ay ginagamit upang mag-ipon ng isang sistema ng supply ng tubig, kasama kung saan ito ay pinlano na magdala lamang ng malamig na tubig. Upang mailapat ang pamamaraan ng "cold" welding, kakailanganin mong gamitin ang "agresibo" na uri ng malagkit na LN-915.

Upang maprotektahan ang balat ng mga kamay mula sa hindi sinasadyang pagpasok ng komposisyon at "pagwawasto" ng mga aktibong sangkap nito, ang mga pamamaraan ng gluing ay pinakamahusay na ginampanan ng mga guwantes na protektado.
Ang pagkakasunud-sunod ng mga pagkilos kapag nagbubuklod ng mga produkto:
- Suriin ang sulat sa mga anggulo ng hiwa ng mga kasamang seksyon at markahan ang mga lugar para sa gluing na may isang lapis.
- Ang mga dulo ng mga tubo na sasamahan ay malinis at mababawas.
- Ang isang malagkit na layer ay inilalapat sa mga dulo ng mga tubo at sa lugar ng mga flares ng mga fittings sa isang kahit na layer.
- Ang mga kubo ng mga tubo ay ipinasok sa mga butas ng agpang, na nakatuon sa mga marka na ginawa sa lapis. Ang istraktura ay itinatago sa isang nakapirming posisyon sa loob ng tatlong minuto, pagkatapos kung saan ang labis na komposisyon ay tinanggal gamit ang isang napkin.
- Ang pinagsamang elemento ay inilatag sa isang patag na ibabaw at naiwan sa loob ng 5-6 na oras hanggang sa ganap na matuyo.
Tumatakbo ang tubig upang suriin ang kalidad ng bonding posible lamang sa isang araw pagkatapos makumpleto ang pag-install.
Kapag ipinatupad ito pag-install ng teknolohiya ng mga tubo ng PP Mahalagang obserbahan ang dalawang pangunahing mga kondisyon: mga kondisyon ng temperatura at halumigmig. Ang lahat ng trabaho ay dapat isagawa sa temperatura ng hangin na +5, +35 ° C. Kapag ang gluing sa mainit na panahon, ang trabaho ay dapat gawin nang mabilis hangga't maaari upang ang kola ay walang oras upang matuyo bago makumpleto ang pag-install.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Maaari mong malaman ang tungkol sa mga masalimuot na proseso ng mga proseso ng paghihinang at gluing pipe mula sa mga sumusunod na video:
Video # 1. Paano ang mga tubo ng panghinang:
Video # 2. Ang pagpupulong ng suplay ng tubig nang walang paghihinang:
Magtrabaho sa self-aligning polypropylene pipe, kahit na para sa isang baguhan master, ay hindi dapat maging sanhi ng mga espesyal na paghihirap. Kinakailangan lamang na malinaw at masigasig na sumunod sa lahat ng mga pamantayang teknolohikal. At pagkatapos ang pipeline na binuo sa pamamagitan ng iyong sarili ay magpapasaya sa iyo sa operasyon na walang problema.
Mangyaring sumulat ng mga puna sa bloke sa ibaba. Magtanong ng mga katanungan tungkol sa mga kontrobersyal na isyu, magbahagi ng impormasyon na maaaring maging kapaki-pakinabang sa mga bisita sa site. Mag-iwan ng mga post gamit ang iyong sariling opinyon, mag-post ng mga larawan sa paksa ng artikulo.
 Ang pag-install ng DIY ng polypropylene pipes: teknolohiya para sa pagtatrabaho sa PP piping
Ang pag-install ng DIY ng polypropylene pipes: teknolohiya para sa pagtatrabaho sa PP piping  Paano makagawa ng isang upuan mula sa mga tubo ng polypropylene gamit ang iyong sariling mga kamay: mga tagubiling hakbang-hakbang para sa pagmamanupaktura
Paano makagawa ng isang upuan mula sa mga tubo ng polypropylene gamit ang iyong sariling mga kamay: mga tagubiling hakbang-hakbang para sa pagmamanupaktura  Ang pag-install ng pipe ng DIY tanso: teknolohiya ng pag-install ng pipe ng tanso
Ang pag-install ng pipe ng DIY tanso: teknolohiya ng pag-install ng pipe ng tanso  Ang pag-install ng Do-it-yourself ng mga plastik na tubo: teknolohiya ng koneksyon at mga halimbawa ng mga kable
Ang pag-install ng Do-it-yourself ng mga plastik na tubo: teknolohiya ng koneksyon at mga halimbawa ng mga kable  Ang koneksyon ng mga plastik na tubo na may metal: isang pagsusuri ng pinakamahusay na pamamaraan at pag-mount ng mga nuances
Ang koneksyon ng mga plastik na tubo na may metal: isang pagsusuri ng pinakamahusay na pamamaraan at pag-mount ng mga nuances  Ang pag-install ng DIY ng mga tubo ng HDPE: mga tagubilin sa welding + kung paano yumuko o ituwid ang mga naturang tubo
Ang pag-install ng DIY ng mga tubo ng HDPE: mga tagubilin sa welding + kung paano yumuko o ituwid ang mga naturang tubo  Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina
Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina  Ang pinakamahusay na mga washing machine na may dryer: rating ng modelo at mga tip sa customer
Ang pinakamahusay na mga washing machine na may dryer: rating ng modelo at mga tip sa customer  Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan
Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan  Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan
Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ang artikulong ito ay magiging kapaki-pakinabang para sa mga taong hindi pa nakikitungo sa mga plastik na tubo at kung paano ikonekta ang mga ito. Hindi ako bago sa ito, ngunit mayroon akong isang katanungan. Nagkaroon ng problema sa pag-init ng awtonomous. Kasalanan na tumagas sa system.Kaya, maaari bang mapalawak ang isang polypropylene pipe kapag nag-iinit ang system, ngunit nangyari ito hindi pagkatapos ng 30-40 minuto, ngunit pagkatapos ng 3 oras? Sinabi nila na maaari ito, ngunit sa palagay ko ito ay isang muling pagsiguro ng tagagawa. Sabihin mo sa akin.
Kumusta Una sa lahat, sasabihin ko sa iyo na kailangan mong gumamit ng mga pinahusay na tubo, na mayroong mas mababang koepisyent ng linear na koepisyent ng pagpapalawak. Ito ay nagkakahalaga din na isasaalang-alang ang katotohanan na ang mga tubo ng PP ay lumambot sa + 140 * C, bagaman ipinapahiwatig na maaari silang makatiis ng mga temperatura hanggang sa + 170 * C.
Para sa isang halimbawang halimbawa, ilalagay ko ang mga diagram at mga talahanayan:
- sa mga linear na pagpapalawak ng koepisyent;
- pagbabago sa haba ng pipe sa panahon ng pag-init mula 0 hanggang 60 * C (iba't ibang mga materyales);
- istraktura ng reinforced PP pipe.
Ang impormasyong ito ay makakatulong sa iyo sa paglutas ng iyong isyu.
Oo, sa isang regular na sinulid na koneksyon, maaari itong suriin nang biswal at, kung sakaling may isang tumagas, higpitan o higpitan ito mismo. Ngunit paano makontrol ang kalidad ng mga weld kapag tumatanggap ng trabaho mula sa isang master? Sino ang dapat gumawa ng isang reklamo matapos na masira ang koneksyon sa iyong kawalan at pagbaha sa lahat ng mas mababang palapag? Ang ganitong gawain ay talagang dapat gawin ng iyong sarili.
Kaya ang master mismo ay dapat suriin ang kalidad ng gawaing tapos na. Upang mapatunayan ang pagiging maaasahan ng lahat ng mga koneksyon at ang kakayahang magamit ng mga komunikasyon, ang isang sistema ng pag-init ay crimped. Ang site ay buong artikulo tungkol dito.
Gayundin, inirerekumenda ko ang isang katulad na pamamaraan pagkatapos ng pagpapalit ng mga kagamitan, adapter, seal. At sa pangkalahatan, suriin ang sistema ng pag-init sa pamamagitan ng pag-crimp bago ang bawat panahon upang walang mga hindi kasiya-siyang sorpresa. Sa prinsipyo, ang isang ordinaryong sasakyan ng bomba para sa pumping gulong, isang adaptor at isang manometro ay magiging sapat para dito.