Metal-plastik boruların basınç testi: işin sırası ve nüansları

Geleneksel çelik borulara başarılı bir alternatif, metal plastikten yapılmış teknolojik ürünlerdir. Özellikle sıhhi tesisat endüstrisinde popülerdi. Plastik, basınç iletişiminin, sıcak ve soğuk su tedarikinin basınçsız devrelerinin yanı sıra ısıtma sistemlerinin montajında ve onarımında kullanılır.
Bileşiklerin oluşumunda, basit ve uygun fiyatlı bir yöntem kullanılır - metal plastik boruları kıvırma. Bu çalışmanın nasıl yapıldığını, bağımsız bir tesisatçının sistemleri kurmak veya geri yüklemek için hangi araca ihtiyaç duyacağını size anlatacağız. Önerilerimiz, en yüksek kalitede sonuca ulaşmanıza yardımcı olacaktır.
Makalenin içeriği:
Sıkma: geniş anlamda bir kavram
Metal-plastik manşonlara uygulandığı şekliyle "kıvırma" kavramı kelimenin tam anlamıyla düşünülmelidir. Örneğin, kıvırma genellikle hidrolik veya pnömatik olarak yapılan standart testler anlamına gelir.
Ancak modern uygulama, "kıvırma" teriminin bir manşon ve metal-plastik boru bağlama prosedürüne oldukça mantıklı yaklaştığını göstermektedir. Bu tip bağlantı, özel bir alet (pres pensesi) kullanılarak kuvvet sıkma teknolojisi kullanılarak gerçekleştirilir.

Kurulum koşulları ve uygulanan teknolojiler ne olursa olsun, plastik borulara dayalı sıhhi tesisat veya diğer iletişim kurulumlarına sızdırmazlık ve mukavemet testleri eşlik eder.

Kural olarak, test süreci hidrolik olarak gerçekleştirilir.Ancak pnömatik yöntemle test yapma olasılığı göz ardı edilmez.
Metal plastiği kıvırma yöntemleri
Hidrolik yöntem, metal-plastik boruların su ile doldurulmasını ve ardından değerleri ayarlamak için basınçta bir artışı içerir. Testler, monte edilen tüm gövdeyi veya sadece bireysel bölümlerini etkileyebilir.
Pnömatik yöntem su yerine basınçlı hava kullanımını içerir. Bu sıkma yönteminin hidrolik versiyondan daha az verimli ve daha tehlikeli olduğu düşünülmektedir. Ve önemli değil, metal borular veya metal-plastik olanlar test edilir.
Seçenek # 1: Hidrolik
Proses, çelik su şebekesinde kullanılan standart versiyondan farklı değildir. Tek uyarı, plastik borular için çalışma basınçlarının metal ürünler için kabul edilenlerden daha düşük değerlere sahip olmasıdır.
Buna göre, test basıncı, aşağıdaki formüle göre plastik için standart çalışma basıncı ayarları dikkate alınarak hesaplanır:
Ri = Rrp * 1,5,
İçinde Ri, testin basıncıdır; RRP - plastik bir borunun çalışma basıncı.
Boru hattının içindeki su sıcaklığına 5 - 40ºС artı değerleri dahilinde izin verilir.
Prosedür ilerlemesi:
- Test bölgesini hazırlayın (vinçler, tapalar takın).
- Hattaki farklı noktalara 2 ölçü takın.
- Hattın üst seviyesine bir hava deliği takın.
- Hattın alt seviyesinde bir su pompası bağlayın.
- Hattı alttan üst seviyeye kadar su beslemesi ile doldurun.
- Sistemden hava almak için hava menfezini açın.
Karayolunun içinden plastik borular birikme basıncı ani sıçramalar hariç yavaş olmalıdır. Bu basınç koşulları manuel hidrolik pres ile sağlanır.

Basınç çalışma seviyesine ulaşıncaya kadar, olası sızıntı alanlarını periyodik olarak kontrol etmeniz önerilir.
Bu siteler genellikle:
- boru-boru bağlantıları;
- boru ve bağlantı kontağı;
- musluklar ve fişler için montaj noktaları.
Metal-plastik borular içindeki basınçta, çalışma parametresini 1.5 katını aşan bir değere yükselmeye sadece test hattının yakınında kişilerin yokluğunda izin verilir.
Boru hattında yerleşik test basıncı belirli bir süre muhafaza edilmelidir. Ev koşullarında çalışmak üzere tasarlanan metal plastik borulardan su temini için, minimum beş dakikalık maruz kalma süresi kabul edilir.
Test süresinin kabul edilen minimum değeri sırasında, kontrol basınç göstergelerinin montaj noktalarında basınç düşüşüne izin verilmez. Kontrol cihazlarında eksi değişimler gözlemlendiğinde, bu durum sistemin eksikliğini gösterir.
Çalışma değerine basıncı boşaltmak ve plastik boruların tüm bölümü üzerinde olası sızıntı yerlerini dikkatlice kontrol etmek gerekir. Herhangi bir kusuru tespit edin ve test prosedürünü tekrarlayın.

Sızıntı testleri aşağıdaki koşulları sağladıklarında geçirilir:
- görsel olarak hiçbir sızıntı tespit edilmedi;
- boruların duvarlarında görsel kırılma yok;
- beş dakika, kontrol göstergeleri üzerindeki basınçta bir değişiklik olmamıştır;
- görünür boru deformasyonu yoktur.
Bu arada, açıklığa kavuşturmak gerekir: maruz kalma süresi beş dakikalık bir aralığı aşarsa, metal plastik borulardaki suyun sıcaklığındaki doğal bir değişiklik nedeniyle test basıncında hafif bir düşüşe izin verilir.
Seçenek # 2: Pnömatik
Hidrolik sıkma işleminin herhangi bir nedenle imkansızlığı durumunda, bir alternatife izin verilir - pnömatik test.
Pnömatik test yöntemi sızıntıları kontrol etmek için biraz farklı bir şekilde farklılık gösterir, ancak genel olarak hidrolik yöntemi pratik olarak tekrarlar. Bu teknoloji borularda çok sık kullanılmaz, ancak münferit cihazları, örneğin genleşme tanklarını, kazanları, ısı eşanjörlerini vb. Sıkmak için yaygın olarak kullanılır.

Pnömatik basınç testi altında sızıntıları tespit etmek için kural olarak sabun çözeltisi kullanılır. Kurulan hat, Ри = Ррп * 1.15 basınç altında hava ile doldurulur ve potansiyel sızıntıların yerleri sabunlu suyla sulanır. Hava çıkışı kabarcıkların şişmesi ile belirlenir.
Bu doğrulama tekniği küçük kaçakları bile görsel olarak tespit etmenizi sağlar. Ancak bir müfettişin görsel gözlem için erişilmesi zor yerlerde sızıntıları izlemesi oldukça zordur.
Pnömatik test yöntemi sızıntı testi için çok uygundur plastik boru bağlantı parçaları veya "boru içi boru" şemasına göre. Ancak boru sisteminin mukavemet açısından test edilmesi gerektiğinde, bu yöntem açıkça en iyisi değildir. Burada hidrolik testlere başvurmanız gerekir.
Bir bağlantı yöntemi olarak sıkma
Metal-plastik boruların montajı uygulaması, her türlü bağlantıyı yapmak için uygun çeşitli yöntemler kullanılarak not edilir:
- lehimleme;
- koparıp;
- kıvrım.
Üçünün son yöntemi, metal-plastik boruyu armatür ile artikülasyon alanında kıvırmaktır.

Bu tür sıkma tekniği, profesyonel olmayan tesisatçılar için bile uygulanabilecek basit eylemlerle ayırt edilir. Tek uyarı - iş için sözde gerektirir basın pensesi - güvenilir bir sıkma bağlantısının oluşturulduğu özel bir alet.
Genel olarak, sıkma tekniğini kullanarak işin yürütülmesi için aşağıdaki araç kiti gereklidir:
- plastik borular için boru kesici;
- kalibratör, genişletici, pah;
- pense basın.
Boru kesici, borunun deformasyonu olmadan ve dik açıyla belirli bir boyut için eşit bir kesim yapar.Kalibratör ve pah ile, metal-plastik manşonun ucu, armatür ile daha sonra artikülasyon için hazırlanır.
Bazen çalışma için bir genişletici de gereklidir. Süreçteki basın maşaları özel bir yer kaplar. Bu aracın yardımıyla hazırlanan eklem kıvrılır.
Metal plastik boru hatlarının montajında kıvrım ve sıkıştırma (ayrıca dişlidir) bağlantı parçaları kullanılır, kurulum aşamaları büyük ölçüde benzerdir:
Plastik boru nasıl kıvrılır
Bir metal plastik borunun bir bağlantı parçasına bağlanmasıyla ilgili sıkma prosedürü aşağıdaki eylem sırasını sağlar:
- Plastik boruların boyutuna göre kesilmesi.
- Uç bölümlerinin kalibrasyonunu gerçekleştirin.
- İç yarıçapı pah kırma.
Ardından, kıvrım kovanı borunun ucuna monte edilir.

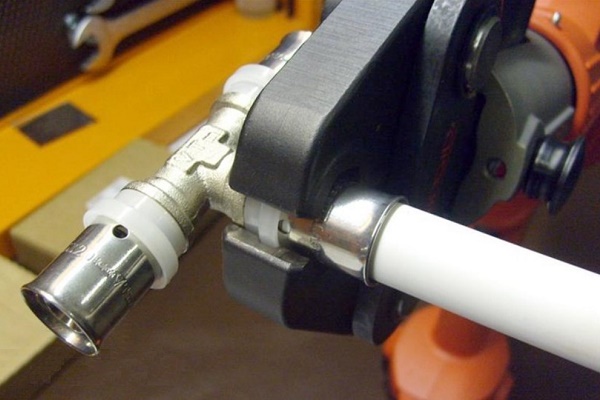
Bu işlemlerden sonra, bağlantı parçasının bağlantı parçası, kıvrım manşonunun bulunduğu uçtan metal-plastik boruya sokulur. Kıvrım manşonunu boru gövdesi üzerinde hareket ettirin, bağlantı parçasına paralel olarak ayarlayın. Metal-plastik boru hattının montajında pres bağlantı parçaları ile çalışma yönergeleri burada verildi Yararlı bilgileri okumanızı öneririz.
İşlenen boru hattının çapının boyutuna karşılık gelen aksesuarlarla desteklenen bağlantı alanı pres maşalarına dayayın. Takım tutamaçlarını sonuna kadar sıkın.

Bu tür eylemler, bir el aleti kullanarak sıkma için tipiktir. Bu arada, manuel sıkma işlemine ek olarak, elektrikli, hidrolik, pnömatik cihazlar da vardır.
Bu tasarım seçenekleri genellikle günlük hayatta nadiren kullanılır. Amaçları endüstriyel üretimdir. Konfigürasyon ile, manuel modellerden de çok farklıdırlar.
Pres penseleri ile çalışırken bazı özelliklere dikkat edilmelidir.Her zaman sadece bir defalık sıkmaya izin verilir. Herhangi bir nedenle ilk kez yüksek kaliteli bir kıvrım yapmak mümkün değilse, eylemi tekrarlamaya çalışmayın. Hatalı sıkma işlemi çıkarılmalı ve önce sıkma prosedürü gerçekleştirilmelidir.
Kıvrımın avantajları ve dezavantajları
Değerlendirme plastik boru bağlantısıbasın maşaları yardımıyla yapılan, avantajları ve dezavantajları not etmek mümkün değildir.

Hem biri hem de diğeri bu yöntemin uygun olduğu koşulları belirler.
Belirtilen faydaların listesi aşağıdaki gibidir:
- katılımsız bir bağlantı oluşturulur;
- yüksek çalışma basınçları için hesaplama;
- yüksek mekanik mukavemet;
- uzun hizmet ömrü;
- Kolay kolay ve hızlı kurulum.
Mevcut eksiklikler açısından, uzmanlar ayrıca bazı faktörleri tanımlar ve genellikle bunları bakım veya kurulum kriterleriyle ilişkilendirir:
- ayrılamaz bir bağlantı oluşturulur;
- özel alet gerekir (pense).
Dezavantajı, her sıkma hatasının tüm işleri sıfıra indirmesidir.

Bu eksikliklere ek olarak, ana aletin yüksek maliyetini de ekleyebilirsiniz - bir kene presi.
Gerçek, ev koşullarına manuel adaptasyonun otomatik tasarımlar kadar yüksek bir fiyatı yoktur. Ancak bu durumda bile, satın alma karlı değildir, çünkü aracın ihtiyacı aslında bir kereliktir.
Konu hakkında sonuçlar ve faydalı video
Videodan mekanik tip pres maşalarıyla nasıl çalışılacağı, yani metal plastik boru bağlantı parçalarının nasıl kıvrıldığı hakkında bilgi edinebilirsiniz.
Metal-plastik boruların kıvrımla montajının, en az + 10 ° C sıcaklıkta ortam koşullarında yapılması tavsiye edilir. Satın alınan malzemeye (borulara) yeni koşullarda en az 24 saat dayanması ve ancak daha sonra kuruluma başlanması tavsiye edilir.
Kurulu tesisat sistemi, hidrolik ve pnömatik testlerle sızıntı ve mukavemet açısından test edilmelidir.
Plastik borularla ve bağlantı cihazlarında çalışma deneyiminiz var mı? Makalede ele alınmayan bu çalışmanın üretiminin teknolojik inceliklerine sahip misiniz? Lütfen aşağıdaki blok formuna yorum yazın, soru sorun, fotoğraf gönderin.
 Plastik borular için pres bağlantı parçaları: tipleri, işaretleme, amaç + kurulum örneği
Plastik borular için pres bağlantı parçaları: tipleri, işaretleme, amaç + kurulum örneği  Açılı boru kesme: farklı yöntemlerin avantajları ve dezavantajları + çalışma örneği
Açılı boru kesme: farklı yöntemlerin avantajları ve dezavantajları + çalışma örneği  Metal borular nasıl bükülür: iş performansının teknolojik incelikleri
Metal borular nasıl bükülür: iş performansının teknolojik incelikleri  Plastik boruların kendin yap kurulumu: bağlantı teknolojisi ve kablolama örnekleri
Plastik boruların kendin yap kurulumu: bağlantı teknolojisi ve kablolama örnekleri  Lehimleme polipropilen boruları: çalışma kuralları ve olası hataların analizi
Lehimleme polipropilen boruları: çalışma kuralları ve olası hataların analizi  Banyo Tüplerinin Değiştirilmesi: Çalışmak için Adım Adım Bir Kılavuz
Banyo Tüplerinin Değiştirilmesi: Çalışmak için Adım Adım Bir Kılavuz  Gazın özel bir eve bağlanması ne kadara mal olur: gaz tedarikini organize etme fiyatı
Gazın özel bir eve bağlanması ne kadara mal olur: gaz tedarikini organize etme fiyatı  Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları
Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları  Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir
Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir  Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler
Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Gerekli aletin (özel bir boru kesici ve pres maşası) varlığında, metal plastik boruların kıvrılması büyük bir sorun değildir ve kendi başınıza yapmak oldukça kolaydır. Bir şey net değilse, ağda dolu birkaç video izleyin. Başka bir şey, herkesin bir aracı olmadığı, ancak çok pahalıya mal olduğu.
Evet ve profesyonel olarak yapmıyorsanız bunları satın almak için bir neden yoktur. Bu basın maşalarını yeni kiraladım, şimdi bunun yapılabileceği birçok şirket var.
Merhaba Kesim yerine boru üretirken pah kırmak gerekli mi?