Tlakové zkoušky kovově-plastových trubek: pořadí a nuance práce

Úspěšnou alternativou k tradičním ocelovým trubkám jsou technologické výrobky vyrobené z kovového plastu. To bylo obzvláště populární v instalatérském průmyslu. Plast se používá při montáži a opravách tlakových komunikací, beztlakových okruhů zásobování horkou a studenou vodou, jakož i topných systémů.
Při tvorbě sloučenin se používá jednoduchý a cenově dostupný způsob - krimpování kovových plastových trubek. Řekneme vám, jak se tato práce provádí, jaký nástroj bude nezávislý instalatér potřebovat k vytváření nebo obnově systémů. Naše doporučení pomohou dosáhnout nejvyšší kvality výsledku.
Obsah článku:
Krimpování: pojem v širokém slova smyslu
Samotný pojem „krimpování“, jak je aplikován na kovové plastové rukávy, by měl být posuzován v širším slova smyslu. Například se krimpováním rozumí standardní zkoušky prováděné hydraulicky nebo pneumaticky.
Moderní praxe však ukazuje, že termín „krimpování“ také logicky přistupuje k postupu pro připojení fitinku a kovově plastové trubky. Tento typ připojení se provádí pomocí technologie lisování síly pomocí speciálního nástroje (lisovací kleště).

Bez ohledu na podmínky instalace a použité technologie je instalace vodovodního potrubí nebo jiné komunikace založené na plastových trubkách doprovázena zkouškami těsnosti a pevnosti.

Obecně testovací proces provádí se hydraulicky.Není však vyloučena možnost provádět testy pneumatickou metodou.
Metody lisování kovových plastů
Hydraulická metoda spočívá v naplnění kovoplastových trubek vodou a následném zvýšení tlaku na nastavené hodnoty. Testy mohou ovlivnit celý připojený kmen nebo pouze jeho jednotlivé části.
Pneumatická metoda zahrnuje použití stlačeného vzduchu místo vody. Tato metoda krimpování je považována za méně účinnou a nebezpečnější než hydraulická verze. A na tom nezáleží, jsou testovány kovové trubky nebo kovové plastové trubky.
Možnost č. 1: hydraulická
Proces se neliší od standardní verze, která se používá na ocelových vodovodech. Jedinou výhradou je, že pracovní tlaky pro plastové trubky mají nižší hodnoty než ty, které se používají pro kovové výrobky.
Podle toho se zkušební tlak vypočítá s ohledem na standardní nastavení provozního tlaku pro plasty podle vzorce:
Ri = Rrp * 1,5,
V tom je Ri tlak testu; RRP - pracovní tlak plastové trubky.
Teplota vody uvnitř potrubí je povolena v hodnotách plus 5 - 40ºС.
Postup postupu:
- Připravte testovací místo (vložte jeřáby, zástrčky).
- Nainstalujte 2 měřidla v různých bodech na lince.
- Namontujte větrací otvor na horní úroveň vedení.
- Na spodní úrovni vedení připojte vodní čerpadlo.
- Naplňte potrubí přívodem vody od spodní do horní úrovně.
- Otevřete větrací otvor pro odvádění vzduchu ze systému.
Uvnitř dálnice od plastové trubky nahromaděný tlak by měl být pomalý, bez náhlých skoků. Takové tlakové podmínky jsou zajištěny ručním hydraulickým lisem.

Dokud tlak nedosáhne provozní úrovně, doporučuje se pravidelně vizuálně kontrolovat oblasti možného úniku.
Tyto stránky jsou obvykle:
- připojení potrubí-potrubí;
- potrubí a montážní kontakt;
- instalační body pro kohouty a zátky.
Zvýšení tlaku uvnitř kov-plastových trubek na hodnotu překračující provozní parametr 1,5krát je povoleno pouze za nepřítomnosti lidí v blízkosti zkušebního potrubí.
Stanovený zkušební tlak uvnitř potrubí musí být udržován po určitou dobu. Pro přívod vody z kov-plastových trubek určených pro provoz v domácích podmínkách se přijímá minimální doba expozice 5 minut.
Během přijatelné minimální hodnoty zkušební doby není dovolen pokles tlaku v bodech instalace kontrolních tlakoměrů. Pokud jsou na kontrolních zařízeních pozorovány změny mínus, tento stav naznačuje neúplnou těsnost systému.
Je nutné uvolnit tlak na provozní hodnotu a pečlivě zkontrolovat místa možného úniku přes celou část plastových trubek. Zjistěte všechny závady a opakujte postup zkoušky.

Únikové zkoušky se absolvují, pokud splňují následující podmínky:
- vizuálně nebyly detekovány žádné netěsnosti;
- žádné vizuální zlomy ve stěnách potrubí;
- po pěti minutách nedošlo ke změně tlaku na kontrolních měřidlech;
- žádné viditelné deformace potrubí.
Mezitím je nutné objasnit: pokud doba expozice přesáhne pětiminutový interval, je povolen mírný pokles zkušebního tlaku v důsledku přirozené změny teploty vody uvnitř kov-plastových trubek.
Možnost č. 2: pneumatická
V případě nemožnosti hydraulického lisování z jakéhokoli důvodu je povolena alternativa - pneumatická zkouška.
Pneumatická zkušební metoda se liší mírně odlišným způsobem kontroly těsnosti, ale obecně se opakuje hydraulická metoda. Tato technologie se nepoužívá tak často na potrubí, ale široce se používá pro krimpování jednotlivých zařízení, jako jsou expanzní nádrže, kotle, výměníky tepla atd.

K detekci netěsností při testování pneumatickým tlakem se zpravidla používá mýdlový roztok. Instalovaná linka je naplněna vzduchem pod tlakem Ри = Ррп * 1,15 a místa potenciálního úniku jsou zavlažována mýdlovou vodou. Výstup vzduchu je určen nafukováním bublin.
Tato ověřovací technika umožňuje vizuální detekci i drobných úniků. Pro inspektora je však docela obtížné sledovat úniky na místech, která jsou pro vizuální pozorování obtížně přístupná.
Pneumatická zkušební metoda je velmi vhodná pro testování těsnosti plastové tvarovky nebo podle schématu „potrubí v potrubí“. Pokud je však třeba vyzkoušet pevnost potrubí, není tato metoda zjevně nejlepší. Zde se musíte podívat na hydraulické testování.
Krimpování jako metoda připojení
Praxe montáže kov-plastových trubek je známa pomocí několika metod vhodných pro vytvoření všech druhů připojení:
- pájení;
- klíč;
- krimpovat.
Poslední metodou z těchto tří je pouze krimpování kovově plastové trubky v oblasti jejího kloubu s tvarovkou.

Technika takového krimpování se vyznačuje jednoduchými akcemi, které jsou k dispozici pro provedení i neprofesionálním instalatérům. Jediná námitka - pro práci vyžaduje tzv lisovací kleště - speciální nástroj, díky kterému je vytvořeno spolehlivé krimpovací spojení.
Obecně je pro provádění práce pomocí krimpovací techniky vyžadována následující sada nástrojů:
- Řezačka trubek na plastové trubky;
- kalibrátor, expandér, zkosení;
- lisovací kleště.
Řezačka trubek zajišťuje rovnoměrné odříznutí pro danou velikost, bez deformace trubky a v pravém úhlu.S kalibrátorem a zkosením je konec kovového plastového pouzdra připraven pro následné kloubové spojení s kováním.
Někdy je pro provoz také vyžadován expandér. Lisovací kleště v tomto procesu zaujímají zvláštní místo. S pomocí tohoto nástroje se připravená směs lisuje.
Krimpovací a kompresní (jsou také závitové) tvarovky se používají při montáži potrubí z kovu a plastu, kroky jejich instalace jsou do značné míry podobné:
Jak zalisovat plastovou trubku
Postup lisování týkající se spojení kov-plastové trubky s tvarovkou poskytuje následující sled akcí:
- Řezání plastových trubek na požadovanou velikost.
- Proveďte kalibraci jeho koncových částí.
- Zkosení vnitřního poloměru.
Poté je na konec trubky namontována krimpovací objímka.

Po těchto akcích se montážní část kování zasune do kovové plastové trubky od konce, kde je umístěna krimpovací objímka. Posuňte krimpovací pouzdro přes tělo trubky a nastavte jej rovnoběžně s tvarovkou. Pokyny pro práci s lisovacími kováními při montáži potrubí z plastu dáno zde Doporučujeme si přečíst užitečné informace.
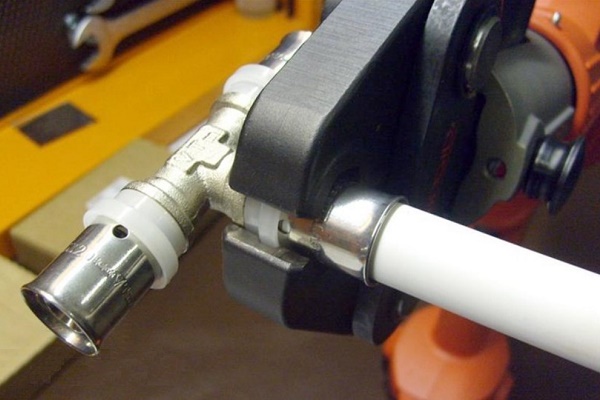
Na spojovací plochu umístěte lisovací kleště doplněné o příslušenství odpovídající velikosti průměru zpracovávaného potrubí. Stiskněte rukojeti nástroje úplně.

Takové akce jsou typické pro krimpování pomocí ručního nástroje. Mezitím kromě ručního lisování existují elektrická, hydraulická a pneumatická zařízení.
Tyto možnosti designu se obvykle používají jen zřídka v každodenním životě. Jejich účelem je průmyslová výroba. Konfigurací se také velmi liší od manuálních modelů.
Při práci s lisovacími kleštěmi je třeba poznamenat některé funkce.Vždy je povoleno pouze jednorázové lisování. Pokud z nějakého důvodu nebylo možné provést kvalitní krimpování poprvé, nepokoušejte se akci opakovat. Vadné krimpování musí být odstraněno a krimpování musí být provedeno jako první.
Výhody a nevýhody krimpování
Vyhodnocování připojení plastových trubekvyrobeno pomocí lisovacích kleští, je nemožné nevšimnout si výhod a nevýhod.

Jeden i druhý určují podmínky, ve kterých je tato metoda vhodná.
Seznam známých výhod je následující:
- je vytvořeno bezobslužné připojení;
- výpočet vysokých pracovních tlaků;
- vysoká mechanická pevnost;
- dlouhá životnost;
- Snadná a rychlá instalace.
Z pohledu stávajících nedostatků odborníci také identifikují některé faktory a obvykle je spojují s kritérii pro údržbu nebo instalaci:
- je vytvořeno neoddělitelné spojení;
- je nutný speciální nástroj (lisovací kleště).
Nevýhodou je, že každá chyba krimpování snižuje veškerou práci na nulu.

Kromě těchto nedostatků můžete přidat vysoké náklady na hlavní nástroj - lisování klíšťat.
Je pravda, že ruční přizpůsobení domácím podmínkám nemá cenu tak vysokou jako automatické návrhy. Ale i v tomto případě není nákup výhodný, protože potřeba nástroje je ve skutečnosti jednorázová.
Závěry a užitečné video na toto téma
Z videa se můžete dozvědět o tom, jak pracovat s lisovacími kleštěmi mechanického typu, konkrétně jak krimpovat tvarovky z plastových trubek.
Instalace kovoplastových trubek krimpováním se doporučuje provádět v okolních podmínkách s teplotou nejméně + 10 ° C. Je vhodné vydržet zakoupený materiál (potrubí) v nových podmínkách po dobu nejméně 24 hodin a teprve poté zahájit instalaci.
Instalovaný instalační systém musí být zkoušen na těsnost a pevnost pomocí hydraulických a pneumatických zkoušek.
Máte zkušenosti s prací s plastovými trubkami a se zařízením jejich připojení? Vlastníte technologické jemnosti výroby této práce, které nejsou obsaženy v článku? Prosím, napište komentáře do blokového formuláře níže, klást otázky, zveřejňovat fotografie.
 Lisovací tvarovky pro plastové trubky: typy, označení, účel + příklad instalace
Lisovací tvarovky pro plastové trubky: typy, označení, účel + příklad instalace  Řezání trubek pod úhlem: výhody a nevýhody různých metod + příklad práce
Řezání trubek pod úhlem: výhody a nevýhody různých metod + příklad práce  Jak se ohýbají kovové trubky: technologické jemnosti pracovního výkonu
Jak se ohýbají kovové trubky: technologické jemnosti pracovního výkonu  Samostatná instalace plastových trubek: technologie připojení a příklady zapojení
Samostatná instalace plastových trubek: technologie připojení a příklady zapojení  Pájení polypropylenových trubek: pracovní pravidla a analýza možných chyb
Pájení polypropylenových trubek: pracovní pravidla a analýza možných chyb  Výměna koupelnových zkumavek: Podrobný průvodce prací
Výměna koupelnových zkumavek: Podrobný průvodce prací  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
V přítomnosti potřebného nástroje (speciální řezačka trubek a lisovací kleště) není krimpování kovových plastových trubek velkým problémem a je celkem jednoduché provést ho sami. Pokud něco není jasné, stačí se podívat na několik videí, která jsou v síti plná. Další věc je, že ne každý má nástroj, ale stojí to hodně.
Ano, a není důvod je kupovat, pokud to profesionálně neděláte. Právě jsem si pronajal tyto tiskové kleště, nyní existuje spousta společností, kde se to dá udělat.
Ahoj. Je třeba při výrobě trubek v místě řezu zkosit?