Jak se ohýbají kovové trubky: technologické jemnosti pracovního výkonu

Trubky ohnuté pod úhlem našli uplatnění v ropném a chemickém průmyslu, strojírenství a strojírenství. Bez nich nebude dokončen ani jeden architektonický nebo stavební projekt.
Pro zatáčky lze použít nejrůznější kování, ale pak mohou nastat netěsnosti, což je někdy z estetických důvodů prostě nepřijatelné. Ohýbací trubky poskytují atraktivnější vzhled a vysokou spolehlivost - proces, který neporušuje jejich integritu.
Řekneme vám, jak nejlépe ohýbat kovové potrubí pomocí studené i horké technologie. Článek, který jsme představili, popisuje specifika ohýbacích trubek z různých materiálů. Jsou uvedeny funkce práce s profilem a běžnými kulatými trubkami.
Obsah článku:
Vlastnosti ohýbacího procesu
Každý kov má své vlastní vlastnosti, bez jejich uvažování je nemožné dát válcovanému kovu komplexní tvar. Ohýbací trubka je ovlivněna radiálními a tangenciálními silami.
První tvar deformuje úsek a druhý přispívá ke vzniku záhybů. Hlavním požadavkem pro konečný výsledek je to, že průřez potrubí musí zůstat nezměněn a na stěnách by neměly být žádné zvlnění. Ohyb umožňuje minimalizovat počet svarů při pokládání potrubí se všemi druhy ohybů.
Metody ohýbání potrubí
Na základě požadovaného úhlu ohybu, materiálu a průměru trubky lze ohýbání provádět ručně nebo pomocí speciálního vybavení. Rovněž se rozlišuje mezi ohýbáním za tepla a za studena, s vyplněním dutiny potrubí a bez vyplnění.

Po ukončení zatížení dochází k jevu, jako je odpružení, který je přímo úměrný modulu pružnosti materiálu. Velikost možné deformace závisí také na použité metodě ohybu a geometrii objektu.
Specifika horké technologie
Tato metoda se zvolí, když je třeba ohnout trubku o průměru 10 cm nebo více. Trubky deformujte horkým způsobem, buď ručně nebo pomocí mechanismů. Existuje něco jako minimální poloměr ohybu.
Délka zóny trubky, která musí být zahřívána, je určena na základě průměru trubky a úhlu ohybu. Kromě toho nemůže být zaoblení menší než průměr časů potrubí 3.
Vyhledejte délku vytápěné plochy podle vzorce:
L = a x d / 15
Ve vzorci: L je požadovaná délka v mm, α je úhel ohybu ve stupních, d je průměr trubky vně v mm, 15 je koeficient. Předpokládejme, že trubka o průměru 200 mm musí být ohnuta pod úhlem 60 °, pak L = 60 x 200/15 = 800 mm, tj. 4 průměry.

Pro ohnutí potrubí musí být trubka zahřátá na 900 °. Optimální teplota pro zahájení ohýbání je 760 ° C a na konci - 720 ° C. Při hoření se zhoršují pevnostní vlastnosti materiálu.
Proces ohýbání za tepla zahrnuje několik operací:
- vytvoření šablony;
- pískové obaly;
- značení pozemku;
- topení;
- ohýbání.
Aby nedošlo k deformaci úseku potrubí a jeho vnitřní části v místě ohybu, netvoří se sladkosti, vnitřní prostor je vyplněn křemenným pískem.
Písek se předběžně suší a kalcinuje, aby se odstranily organické nečistoty při teplotě 150 až 500 ° C, a potom se nechá projít jemným sítem o velikosti ok 3,3 x 3,3 mm. Předtím, než začnete plnit potrubí, musíte připojit jeden konec.
Jako zátky se používají dřevěné nebo kovové zátky, které mají otvor pro výstup plynů. Jemný a mokrý písek nelze použít, protože první je slinutý a při vystavení teplu pevně přilne ke stěnám trubek.
Druhý, v důsledku tvorby páry, přispívá ke vzniku vysokého vnitřního tlaku, který může způsobit vylétnutí korku.Přítomnost oblázků v balení je nepřijatelná, mohou se protlačit stěnou potrubí.
Proces plnění trubice je velmi časově náročný, takže je transportován do věže a dává jí mírně nakloněnou nebo svislou polohu. Protože kvalita ohybu je přímo závislá na těsnění těsnění, je trubka v průběhu celého procesu kontinuálně odpichována. Tlumený zvuk naznačuje dobré vyplnění obrobku.
Před přímým pokračováním v hlavní operaci jsou části budoucích ohybů nakresleny na potrubí naplněné pískem a připojeny šablony. Vyhřívané trubky v pecích nebo pecích. Ohýbají se ručně i mechanicky.
V posledně uvedeném případě se používají speciální desky, vybavené přítlačnými sloupky, pomocí kterých je ohřátá trubková část upevněna a se svorkami, které slouží k přidržování konce trubky na desce. Kabel je umístěn na opačný konec trubky, jejíž napnutí pomocí navijáku nebo spirály způsobí ohnutí trubky.
Aby se zabránilo deformaci stěn potrubí, jsou do prostoru stojanového potrubí umístěna těsnění - rovná nebo zakřivená. Volný konec s připojeným kabelem je zajištěn stojanem. Během procesu kontrolujte geometrii potrubí a pravidelně na něj aplikujte šablonu.
Ohýbáním trubky v požadovaném úhlu se z ní odstraní zátky vypálením nebo jednoduše vyražením. Písek se vylije, potrubí se vyčistí a umyje. Proveďte závěrečný test ohybu pomocí šablony.
Ohýbání za studena
Ke změně konfigurace trubek malých průměrů se používají velké ruční nástroje pro ohýbačky trubek s velkým mechanizmem. Doma se nejčastěji vyžaduje ohýbání vody a plynu ocelové trubkypoužívá se v zařízení vodovodních a topných systémů.
Ohyb trubky pod 90⁰ se nazývá ohyb, 180⁰ - kalach, s římsou - kachna, ve tvaru smyčky - konzola.

Pro ruční ohýbání existují i jiná zařízení. Doma je pro výrobu cívky pro ohřev vody trubka z nerezové oceli o průměru asi 20 mm jednoduše navinuta na kus trubky s velkým průměrem. Dříve byl držák přivařen k velké trubce, položen na podpěry a upnut.
Trubice je pevně zaplněna pískem a uzavřena zátkami, poté vložena do držáku a začíná vinutí. Potrubí použité jako šablona je třeba posouvat, takže bude zapotřebí úsilí alespoň dvou lidí. Po ukončení navíjení se cívka vyrovná.

Ohýbání trubek z nerezové oceli nebo jiného materiálu doma lze provádět na nejjednodušším nástroji. Je vhodné požádat o malé množství práce.
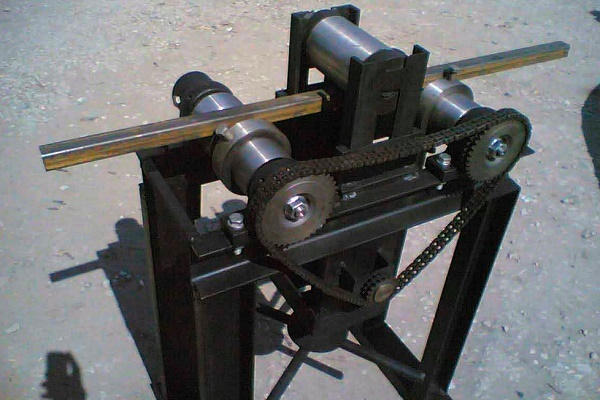
Jednoduchý mechanický stroj pro ohýbání trubek lze vyrobit vlastními silami, zejména pokud máte dovednosti svářeče a jste se svařovacím strojem obeznámeni:
Aby byla primitivní zařízení pro ohýbání trubek potřebují betonovou desku, kolíky vyrobené z kovu a kladivo. Destička je rozdělena do buněk 40 x 40 nebo 50 x 50 mm. V rozích buněk jsou vyvrtány otvory děrovačem a do nich jsou vloženy kolíky.
Trubicový produkt je vložen mezi kolíky a působením síly se ohýbá. Přesnost tohoto způsobu ohýbání není ideální, ale použití obrobku doma je zcela dostačující. Pro ohýbání s vyšší přesností můžete použít zařízení vyrobené na základě zvedáku.

Aby vnitřní dutina trubky nedeformovala, použijte prostředky, které působí proti tomuto procesu zevnitř. Jako interní omezovače se nejčastěji používá písek. Současně se do jednoho konce trubky vloží zátka a přes druhý se nalije písek, poté se ucpává zátkou. Dále se provede ohyb.
Omezovač je někdy pružina speciálně vyrobená pro tento účel. Pro navíjení použijte drát o průměru 1 až 4 mm. Pružina by měla volně vstoupit do potrubí v místě ohybu a část drátu ponechat venku.
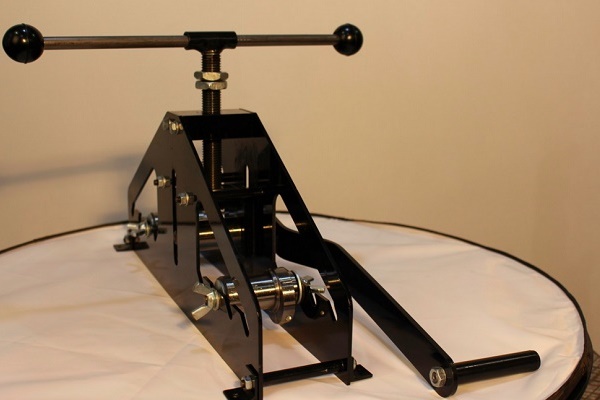
Hydraulický systém ručního nářadí, přenosných a stacionárních strojů značně usnadňuje ohýbací proces a urychluje proces deformace potrubí:
Po ohnutí se pružina odstraní tahem za drát. V případě práce s trubkou, která má čtvercový průřez, se pro výrobu pružiny zvolí drát se stejným průřezem.
K tomuto účelu je rovněž vhodný svazek drátu sestávající ze samostatných segmentů, které tlačí jeden dovnitř jeden po druhém na místo budoucího ohybu. Po dokončení operace se segmenty odstraní také po jednom. Nerezovou trubku můžete ručně ohnout s průřezem až 4 cm a tloušťkou stěny 0,3 cm.

Pro práci s velkými průměry potřebujete profesionální vybavení. Existují ohýbačky trubek vybavené trnem. Tento konstrukční prvek je obyčejná kovová tyč.

Před zahájením ohýbacího procesu je umístěn uvnitř, aby se zabránilo deformaci stěn trubky. Trny obsažené v sadě mají jinou sekci, takže si můžete vybrat ten pravý pro určitý průměr trubkových výrobků.
Změna konfigurace trubek z barevných kovů
U neželezných kovů existuje velmi užitečná vlastnost - vysoká tažnost. Nemají však dostatečnou sílu. Během ohybu může v důsledku působení tlakových a tahových sil dojít ke zhroucení nebo prasknutí potrubí. Abyste tomu zabránili, musíte tuto technologii přísně dodržovat.
Jak ohýbat měděné a mosazné trubky?
Pro ohýbání měděných i mosazných trubek se používají horké i studené metody. Při výběru prvního jako vnitřního plniva vyberte písek, druhý - roztavenou kalafunu. Technologie ohýbání je stejná jako u ocelových trubek.
Potrubní výrobky z mědi a mosazi před ohýbáním za studena jsou podrobeny žíhání s následným ochlazením. Rozsah teplot pro oba materiály je stejný - od 600 do 700 ° C. Rozdíl je v chladicím médiu - měď je umístěna ve vodě a mosaz je chlazena na vzduchu.
Po dokončení procesu se kalafuna odstraní jejím tavením. Aby se zabránilo prasknutí potrubí, proces v žádném případě nezačne od středu trubky, pouze od konců. Jako ohýbací zařízení se používají jak jednoduché nástroje, tak sofistikované obráběcí stroje.
Ruční ohýbačky trubek pracují díky fyzickému úsilí osoby a hydraulické ohýbače toto úsilí minimalizují. Ty i ostatní jsou vybaveny výměnnými tryskami pro možnost volby požadovaného průměru.

Je mnohem snazší pracovat s měděnými a mosaznými trubkami než s ocelovými trubkami, ale deformace kovů během ohýbání nastávají podle stejných fyzikálních zákonů. Na ohnuté části dochází k vnějšímu povrchu napětí, v důsledku čehož jsou stěny tenčí.
Uvnitř potrubí dochází k inverzním procesům - stěna se stahuje a stává se silnější. Existuje riziko, že kruhový průřez se změní na ovál a sníží se podmíněný průchod, takže se nemůžete začít ohýbat, aniž byste podnikli opatření k zabránění těmto jevům.
Ohýbání hliníkových trubek
Hlavní metody ohýbání hliníkových trubek jsou stejné jako mosaz nebo měď:
- tlačení mezi válečky;
- válcování;
- odvalení;
- tlak.
Než se rozhodnete, jak a jak ohýbat hliníkové trubky, musíte se s nimi seznámit. První metoda se používá pro tenkostěnné trubky s maximálním průměrem 10 cm, když potřebujete jemný ohyb s malými požadavky na přesnost. Zde je přísně regulován minimální poloměr. Jeho hodnota je 5 až 6 průměrů potrubí.
Zakřivení grafu určuje polohu vychylovacího válce. Tímto způsobem se nejčastěji vyrábějí dekorativní prvky interiéru. Druhým způsobem se ohýbá trubkový materiál o velkém průměru, pro který se používají ohýbačky trubek s 3 válci. Trubka je tažena mezi hnacími válečky, jejichž orientace určuje poloměr ohybu.

Přesnost této metody je dokonce nižší než předchozí metoda, ale součást může být podrobena opakovanému ohýbání a opakování procesu, dokud není dosaženo požadované geometrie.
Ohýbání hliníkových tenkostěnných trubek lze provést ručně, po řádné přípravě:
Metoda vrácení nepředpokládá přítomnost vnitřního plniva, takže se nepoužívá k získání malých poloměrů. Při výběru této metody nebude fungovat splnění přísných požadavků týkajících se oválnosti průřezu v ohybu.
Pro deformaci hliníkové trubky tlakem se používají lisy s matricemi, které jsou na nich upevněny, maticí požadovaného tvaru. Daná geometrie je získána vlivem tlaku vyvíjeného z vnějšku.
V některých případech může být tlak vnitřní, když je trubka umístěna ve formě a tekutina je přiváděna dovnitř pod tlakem dostatečným pro její přitlačení ke stěnám.
Není snadné ohýbat duralové trubky, jako tento materiál je docela tvrdý a pružný. Pro usnadnění procesu jsou vypalovány bezprostředně před ohýbáním při teplotě 350 až 400 ° C, poté vyčkají, až se trubky přirozeně ochladí na vzduchu.
Metody ohýbání trubek s velkým průměrem
Relativně nedávno se objevily způsoby ohýbání trubek zahrnujících průmyslové a vysokofrekvenční proudy a ohýbání tahem. V prvním případě se používá vysoce výkonné vysokofrekvenční zařízení, ve kterém je ohřívána, ohýbána a chlazena trubka o průměru 95 - 300 mm.
Skládá se ze dvou částí - mechanického ve formě ohýbacího stroje a elektrického, včetně elektrické části a vysokofrekvenčního zařízení.
Trubka je zdeformována pouze ve vyhřívané oblasti umístěné v indukční zóně. Ke změně geometrie na předem určenou velikost dochází pod vlivem vychylovacího válce. Pomocí této metody lze získat ohyb se zakřivením malého poloměru.
Ohýbání pomocí druhé metody se provádí na ohýbacích strojích, jejichž sada obsahuje otočný stůl. Na trubku působí velké tahové a ohybové síly. Tím získáte strmě zakřivené ohyby s konstantní tloušťkou stěny po celém obvodu.
Metoda se používá pro ohýbání trubek velkých průměrů používaných v letectví, automobilovém průmyslu, stavbě lodí, kde jsou na potrubí kladeny vysoké požadavky. Výhodou je možnost ohýbat trubky se stěnou od 2 do 4 mm do 180⁰.
Mezi vlastnosti patří flexibilní sortiment profilů
Výrobky z profilových trubek mají estetičtější vzhled než jejich protějšky s kruhovým průřezem, takže se často vyskytují ve strukturách domácností. Při ohýbání na ni působí zevnitř tlakové síly a zvenčí tahové síly. Před pokračováním v této operaci si pečlivě zvolte metodu ohýbání.
Sortiment profilů zahrnuje trubky s průřezem ve tvaru čtverce, oválu, obdélníku.
Existuje několik nuancí a při tom byste na ně neměli zapomenout flexibilní tvarované trubky doma bez zvláštního vybavení:
- Optimální délka ohnutého úseku pro profilové trubky s tenkými stěnami a průřezem do 2 cm je výška trubky násobená 2,5.
- U trubek se silnou stěnou se délka ohybové zóny stanoví vynásobením průřezu třemi. Jinak nelze zabránit praskání materiálu z vnějšku nebo jeho deformaci zevnitř.
- Minimální hodnota poloměru zakřivení je ohybový průřez vynásobený 2,5.
Bez zvážení těchto požadavků nemůžete ani doufat v dobrý výsledek. Metody ohýbání se neliší od metod používaných při práci s výrobky s kruhovým průřezem. Kromě toho můžete použít metodu ručního ohýbání s implementací příčných řezů, které se provádějí na třech stranách potrubí.
Délka řezů a jejich počet jsou určeny výpočtem. Předpokládejme, že existuje trubka 40 x 90 mm. Je nutné dokončit celou zatáčku, tj. ohyb podél zdi 40 mm v úhlu 180 ° s poloměrem 150 mm. Nejprve vypočítejte délku půlkruhu podél vnějšího poloměru:
L = (2πr: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Pro vnitřní poloměr jsou výpočty stejné:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
Součet délek řezů na vnitřním poloměru je určen vzorcem: Lout = L - Lin = 596,6 - 471 = 126 mm.
Přeji si to udělat sám ruční ohýbačka trubek nebo ohýbačka profilů s našimi rukama v článcích, které jsme navrhli, najdete spoustu užitečných informací, diagramů a užitečných doporučení.
Pokud vezmete v úvahu, že bruska dokáže řezat šířku 5 mm, pak na rovině ohybu o délce 126 mm získáte 25 drážek, po kterých se trubka ohne, dokud se okraje řezů nedotknou. Otvory se vaří a švy se čistí.

Existuje jiný způsob, jak jsou profilové a kulaté trubky ohnuté, ale lze je použít pouze v zimě. Za tímto účelem připojte zkumavky do konců zkumavky, naplňte vodu a počkejte, až ztvrdne. Trubka je ohnutá, řízení procesu pomocí šablony, poté jsou zátky odstraněny a kapalina odstraněna.
Závěry a užitečné video na toto téma
Clip # 1. Naučte se, jak ohýbat potrubí pomocí improvizovaných nástrojů z tohoto videa:
Clip # 2. Jak ohnout trubku libovolného úseku do kruhu:
Clip # 3. Domácí ohýbačka trubek je v domácnosti nezbytnou věcí:
Při opravách nebo stavbě domu často vzniká potřeba ohýbat potrubí - kulaté nebo profilové. Pokud je hlasitost malá, můžete to udělat sami. Hromadné ohýbání trubkových výrobků je možné pouze pomocí speciálního vybavení.
Řekněte nám o tom, jak jste ohýbali kovové potrubí pro skleník nebo pro jiné účely. S technologickými nuancemi, které znáte pouze vy, sdílejte návštěvníky webu. Do níže uvedeného bloku napište komentář, zveřejněte fotku na téma článku, položte otázky.
 Řezání trubek pod úhlem: výhody a nevýhody různých metod + příklad práce
Řezání trubek pod úhlem: výhody a nevýhody různých metod + příklad práce  Tlakové zkoušky kovově-plastových trubek: pořadí a nuance práce
Tlakové zkoušky kovově-plastových trubek: pořadí a nuance práce  Lisovací tvarovky pro plastové trubky: typy, označení, účel + příklad instalace
Lisovací tvarovky pro plastové trubky: typy, označení, účel + příklad instalace  Jak je bezvýkopové pokládání potrubí: Vlastnosti metody + pracovní příklad
Jak je bezvýkopové pokládání potrubí: Vlastnosti metody + pracovní příklad  Pájení polypropylenových trubek: pracovní pravidla a analýza možných chyb
Pájení polypropylenových trubek: pracovní pravidla a analýza možných chyb  Výměna koupelnových zkumavek: Podrobný průvodce prací
Výměna koupelnových zkumavek: Podrobný průvodce prací  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Skvělý článek 🙂