Lodning af kobberrør: trin-for-trin analyse af arbejde og praktiske eksempler

Hjemmehåndværkere forsøger at udføre byggeri og reparationsarbejde på egen hånd, hvilket tillader ikke kun at spare familiebudgettet, men også være helt tillid til kvalitetsresultatet. Derfor er de nødt til at mestre nye metoder og teknologier - såsom lodning af kobberrør.
Vi fortæller dig, hvordan du samler og forbinder kommunikation fra kobberrør. Her finder du ud af, hvilke forbrugsstoffer og værktøjer kunstneren har brug for. Nyttige færdigheder, selv i hverdagen, gør det muligt uafhængigt at samle rørledninger med fremragende driftsegenskaber.
Indholdet af artiklen:
Loddekobber: Hvorfor du burde lære det
Kobberrørledninger bruges sjældent i praksis. Årsagen hertil er de relativt høje omkostninger til materialer. Imidlertid betragtes kobberrørledninger med rette som de bedste.
Dette metal overgår alle andre materialer i varmemodstand, fleksibilitet og holdbarhed. Opvarmning af kobberrør efter montering kan det hældes i beton, skjult i vægge osv. Under drift vil der intet ske med dem.

Dette skal tages i betragtning, når man vælger et materiale til indretning af varme eller vandforsyning. Når man regner med langvarig drift, indsamles højere omkostninger fuldt ud. Ud over den fremragende ydelse, som kobber har, er det ganske let at installere. "Uhyggelige fortællinger" om vanskeligheder ved lodning er ofte overdrevne.
Kobber er enkel nok til at lodde. Overfladen kræver ikke brug af aggressive rengøringsmidler.Mange lavsmeltende metaller har høj vedhæftning med det, hvilket forenkler valget af lodde.
Dyre kobberflukser er ikke nødvendige, da der ikke forekommer voldelige reaktioner med ilt under metalsmeltning. Under lodningsprocessen deformeres røret ikke, dets form og dimensioner forbliver uændrede. Den resulterende søm kan om nødvendigt pakkes ud.
Måder at lodde kobberdele
Lodning betragtes som den bedste metode til sammenføjning af kobberdele. Under drift udfylder det smeltede lodde en lille spalte mellem elementerne og danner en pålidelig forbindelse.
To metoder til fremstilling af sådanne forbindelser er mest almindelige. Dette er en kapillærlodning ved høj temperatur og lav temperatur. Lad os se, hvordan de adskiller sig fra hinanden.
Funktioner ved høj temperatur
I dette tilfælde foregår processen med at forbinde elementer fra kobber ved en temperatur over +450 grader. Loddet er valgte forbindelser, hvis basis er ret ildfaste metaller: sølv eller kobber.
De giver en stærk søm, modstandsdygtig over for mekaniske skader og høje temperaturer. En sådan forbindelse kaldes fast stof.

Et træk ved den såkaldte faste lodning er udglødning af metallet, hvilket fører til det blødgøres. Derfor er det nødvendigt at afkøle den færdige samling kun naturligt uden at anvende kunstigt blæse eller sænke delen i koldt vand for at minimere tab i kobberens styrkeegenskaber.
En solid samling anvendes til rør med en diameter på 12 til 159 mm. Lodning ved høj temperatur bruges til at forbinde gasrør.
I VVS bruges det i processen til samling af vandrør til monolitisk sammenføjning af dele, hvis diameter overstiger 28 mm. Derudover bruges en sådan forbindelse i tilfælde, hvor temperaturen på væsken, der cirkulerer i rørene, kan overstige +120 grader.
Lodning ved høj temperatur bruges også til samling af varmesystemer. Dens fordel anses for at være muligheden for at arrangere en stikkontakt fra et tidligere monteret system uden dets foreløbige demontering.
Lodning i lav temperatur i detaljer
Blød eller lavtemperatur-lodning henviser til tilslutningen af kobberdele, hvor der anvendes en temperatur under + 450 ° C. I dette tilfælde vælges bløde smeltelige metaller, for eksempel tin eller bly, som loddemetode.
Bredden på sømmen, der dannes ved sådan lodning, kan variere fra 7 til 50 mm. Den resulterende forbindelse kaldes blød. Det er mindre holdbart end solidt, men det har en række betydelige fordele.

Den største forskel er, at der under lodningsprocessen ikke forekommer metalglødning. Følgelig forbliver dens styrke den samme.
Derudover er temperaturen under hårdlodning ved lav temperatur ikke så høj som den under lodning ved høj temperatur. Derfor betragtes det som sikrere. De såkaldte bløde samlinger bruges til at samle rør med lille diameter: fra 6 til 108 mm.
I VVS-tilslutninger med lav temperatur kobberrør De bruges til installation af vandledninger og opvarmningsnetværk, men forudsat at temperaturen på væsken, der cirkulerer i dem, er mindre end +130 grader. For gasrørledninger er brugen af denne type tilslutning strengt forbudt.
Hvad er der behov for i processen?
For at fremstille samlinger af høj kvalitet skal du bruge specielle materialer og værktøjer. Først og fremmest er en flux nødvendig for at behandle den tidligere rensede overflade af delene. Det fjerner oxider fra basen, forbedrer sprøjtbarheden af smeltet lodde og reducerer overfladespænding.
Derudover har du også brug for lodde til arbejde med kobber. Ved svejsning ved høj temperatur vælges et materiale, der ikke inkluderer bly. Emballagen skal være mærket "blyfri" eller "blyfri".
Til lodning ved lav temperatur vælges et lavsmeltende loddemetode, hvor tin, kobber, vismut, sølv kan være til stede. Loddetype ved lav temperatur er tilgængelig i form af en 3 mm ledning.

Til arbejde har du brug for værktøjer. Først og fremmest rørskærer. Med det vil det være muligt at klippe detaljerne i den ønskede størrelse. Det er vigtigt at vælge et værktøj af høj kvalitet, så det bløde materiale, der er kobber, ikke fastklemmer.
Det tager også en affasning at fjerne burrerne. Ellers vil det være umuligt at indsætte en del i en anden. For at rengøre rørets indre overflade bruges også en børste eller børste.

At opvarme kobberelementerne ved hjælp af forskellige værktøjer. Oftest vælger du til lodning med lav temperatur gasbrænderhar en smal flamme.
Gasudstyret fungerer i dette tilfælde fra en cylinder med en blanding af propan og butan eller med ren butan. En sådan tankning er nok til 3-4 hundrede led.
Enheden fungerer effektivt, når røret opvarmes af brænderen, varmer røret op på få sekunder. Lodning ved høj temperatur udføres under anvendelse af propan-oxygen- eller acetylen-luftgasblandinger.
Derudover kan lodning udføres ved hjælp af et specielt elektrisk loddejern, designet til at arbejde med dele fremstillet af kobber. Enheden er i stand til at arbejde med både hårde og bløde sælgere. Loddejernet er forbundet til netværket og bruges, hvor det er umuligt at arbejde med åben ild. Enheden er udstyret med spændetang og aftagelige elektroder.
Ud over disse værktøjer til installation af rørledningen har du brug for en markør eller blyant, målebånd, hammer og konstruktionsniveau.
Lodningsteknologi
Når du har forberedt værktøjer og materialer, kan du begynde lodningsprocessen. Vi udfører alle operationer i følgende rækkefølge:
Klip den del af den krævede længde
En række forskellige værktøjer kan bruges til at skære kobberrør. Den mest almindeligt anvendte manuelle rørskærer. For at gøre klippet jævnt holder vi røret kun vinkelret på værktøjet.
Vi spænder delen mellem rullen og klingen og drejer rørskæret rundt om det. Efter hver revolution skal du ikke glemme at stramme justeringsbolten med cirka en tredjedel af en revolution. Når du bruger en rørskærer, vil klippet være jævnt, scoringen vises kun inde i røret.

Men på samme tid vil produktets diameter mindskes lidt, hvilket er uønsket. Du kan undgå deformation af delen, hvis du skærer den med en båndsav. Men i dette tilfælde vil der være en masse burr, som skal bortskaffes, og du bliver nødt til at bruge en skabelon for at reducere udskæringen.
Knusing eller ovalisering af rørskæringen vil føre til ubehagelige konsekvenser, da de nødvendigvis vil ændre størrelsen på monteringsgabet. Dets værdi skal ligge i området 0,02-0,4 mm. Hvis afstanden er mindre, vil lodde ikke være i stand til at komme ind i det. Med en stigning i kløften kan kapillærvirkningen ikke manifestere sig.
Som et resultat af skæring bør en del opnås med en strengt cylindrisk ende med et minimalt snitskæring. Sørg for at fjerne burrerne fra delen, rengør dens indre overflade med en børste og affedt den. Tilsvarende trimmer vi det andet fragment af røret. Vi tager en rørudvidelse og ved hjælp af en hammer øger vi diameteren på det andet rør.

Vi kontrollerer, hvordan delene passer ind i hinanden, vi kontrollerer dimensionerne på det resulterende monteringsgap. Det skal nøjagtigt matche normen. Vi renser og affedter den anden del. Handlingen udføres over hele rørets tværsnit, husk at forbindelsens længde skal være lig med diameteren på delen.
Påfør flux på overfladen af røret
I henhold til teknologireglerne lodning af kobberrør, påfør et fluxlag på delene. Vi tager sammensætningen og påfører den forsigtigt med en børste på rørets ydre overflade, der vil være inde i forbindelsen.
Vi udfører operationen meget omhyggeligt.Vi forsøger at samle den mindste mængde opløsning og distribuere den fuldstændigt over delen. Overskydende flux bør ikke forblive på overfladen.
Vi forbinder dele inden lodning
Når fluxen er påført på delene, skal de tilsluttes. Dette skal gøres hurtigt nok, så forureningspartikler ikke kommer på en fugtig overflade. Hvis vi arbejder med en beslag eller med en klokke, opretter vi en komplet forbindelse af elementerne.
For at gøre dette skal du dreje dem hele vejen. I rotationsprocessen "klikker" delene ikke kun på plads, men også strømmen fordeles så jævnt som muligt over monteringsgabet.

Det er forbudt at efterlade fluxen på delene, da det er en aggressiv kemisk sammensætning.
Lodning af et hane med en beslag, der er baseret på en kompressionsring, udføres i følgende rækkefølge:
Sammensætning ved lodning ved lav temperatur
Når der fremstilles et blødt led, er smeltbart lodde og lavtemperaturstrøm obligatorisk. Til opvarmning kan du tage en standard eller lille gasbrænder, der lades med en blanding af propan med luft eller propan med butan og luft. Du kan tage et specielt elektrisk loddejern.
Vi tager brænderen, tænder den og retter flammen mod rørleddet. Kontaktpladsen mellem flammen og delen skal konstant flyttes. Dette er nødvendigt, så elementerne opvarmes jævnt. Vi tager loddemetode og fra tid til anden rører vi det med monteringsgabet. Ved tilstrækkelig opvarmning begynder lodningen at smelte.

Så snart dette sker, tager vi brænderen til side for at lade loddemetoden fylde kapillærgabet fuldstændigt. Hvis loddet ikke er begyndt at smelte, fortsæt opvarmningen. Et træk ved lavtemperaturlodning er, at loddet ikke er specielt opvarmet. Det skal smelte fra varmen fra de opvarmede elementer i forbindelsen.
Når loddet har fyldt kapillærgabet fuldstændigt, skal det være tilladt at afkøle, fortrinsvis under naturlige forhold. Det skal huskes, at det resulterende bløde led har en lav styrke, så det er forbudt at røre ved det i varm form.
Et andet vigtigt punkt. I lodningsprocessen er det ekstremt vigtigt, at man ikke overophedes kobber. Ellers vil fluxen, der er afsat på metallet, kollapse, og vil følgelig ikke være i stand til at opløse og fjerne oxider, hvilket skarpt vil påvirke forbindelsens kvalitet.
Derfor anbefales det at bruge flux med loddemiddelpulver. Når temperaturen på delen er tilstrækkelig til at opvarme loddet, smelter pulveret, og det kan ses, hvordan smådråber skinner inde i fluxen.
Hvis brugen af flammen af en eller anden grund er uacceptabel, anvendes lodningsenheder, der er drevet af elektricitet. Sådant udstyr er et sæt strømforsyning, elektriske tænger og et loddejern.
Proceduren til opvarmning og efterfølgende dannelse af forbindelsen med et loddejern er ikke forskellig fra den ovenfor beskrevne. Det eneste advarsel: det kan tage kortere tid at opvarme delene helt, end når der opvarmes med en brænder.
Dannelsen af en søm ved lodning af høj temperatur
I processen med sådan lodning bruges en gasbrænder også til at varme op delene. Det fyldes med en blanding af propan med ilt eller acetylen med luft. Det er muligt at bruge en blanding af acetylen-oxygen.
Masters anbefaler at opvarme delene jævnt og hurtigt. Det vil sige, opvarmningsprocessen skal være kort. Gassen, der brænder i enheden, skal frembringe en lys blå flamme med lav intensitet.

Vi bevæger brænderen glat langs den fremtidige forbindelse, så opvarmningen er så ensartet som muligt. Når kobber opvarmes til ca. 750C, får det en mørk kirsebærfarve. Server nu loddet.
For at gøre det bedre opvarmet, kan du varme det op lidt med en brænder. Men det skal huskes, at loddet skal smelte fra forbindelsens opvarmede dele og ikke fra brænderen. Det er ideelt nødvendigt at tilvejebringe forbindelsen med minimal opvarmning, hvor loddemetoden straks smelter og fylder installationsgabet første gang.
Måske vil dette ikke fungere med det samme, men når erfaringerne samles, vil resultatet blive bedre. Efter at hullet er helt fyldt med loddemetode, skal forbindelsen afkøle. Berøring af det anbefales ikke på dette tidspunkt. Vi tør forsigtigt af den afkølede søm for at slippe af med fluxresterne.
En detaljeret analyse af teknologien til lodning af kobberrørledninger ved hjælp af en gasbrænder givet i artiklen, indholdet, som vi råder dig til at læse.
Sikkerhed ved kobberrør
Begyndere mestre er interesseret i, hvordan man lodder kobberrør korrekt, men glemmer samtidig sikkerheden. Dette kan ikke gøres. Du skal forstå, at kobber er kendetegnet ved høj varmeledningsevne, så du ikke kan holde dele i dine hænder uden nogen beskyttelse.
Skødesløshed og skødesløshed med kobberrør samling kan resultere i en termisk forbrænding. Små genstande på op til 0,3 m tages kun med beskyttelseshandsker eller holdes med spændebånd.
Forsigtighed er også nødvendig, når man arbejder med flux. Dette er en ekstremt aggressiv komposition. Hvis det under lodning kommer på huden, skal du straks stoppe arbejdet og vaske fluxen fra huden med masser af sæbevand. Ellers kan ikke kun en termisk, men også en kemisk forbrænding forekomme på huden.

Tøj til arbejde skal også vælges korrekt. Syntetiske stoffer er absolut ikke egnede. Kunstig fiber er meget følsom over for høje temperaturer. Det smelter let og lyser op, så til arbejde er det bedst at vælge tæt tøj lavet af naturlig bomuld.
Et andet vigtigt punkt. Når dele opvarmes, begynder fluxen at brænde. Hans par er farlige for mennesker. Af denne grund bør det rum, hvor lodning af kobberrør udføres, være godt ventileret.
Erfarne håndværkere rådgiver dem, der først tog lodning til første praksis med at trimme rør. Praksis viser, at det efter tre eller fire uafhængigt foretagne forbindelser allerede er muligt at tage installationen af rørledningen op. I dette tilfælde anbefales det at samle systemet på gulvet og først derefter fortsætte med lodning.
Den færdige rørledning skal skylles godt med rent varmt vand for at fjerne lodde og flux fra indersiden af delene.
De vigtigste fejl, der blev foretaget ved lodning
Processen med lodning af kobberrør er ganske enkel, men kræver en vis erfaring. Begyndere begår ofte fejl i arbejdet.
Overvej de vigtigste:
- Tilstedeværelsen af defekter på overfladen af de tilsluttede dele.Sådanne fejl kan forekomme i processen med at skære røret. Hvis lodning udføres over defekten, vil sømmen være skrøbelig.
- Forurening ved krydset mellem elementer. Dele skal affedtes efter opskæring og rengøring.
- Utilstrækkelig monteringsafstandsbredde. I henhold til reglerne skal mellemrummets dimensioner være fra 7 til 50 mm for dele med et tværsnit fra 6 til 108 mm.
- Utilstrækkelig opvarmning af dele. I dette tilfælde vil loddet ikke være i stand til korrekt at smelte sammen med basen. En sådan søm vil let kollapse selv under let belastning.
- Fluxen dækker ikke hele rørets overflade. Oxider forbliver på overfladen af delen, hvilket negativt påvirker sømkvaliteten.
- Overophedning af forbindelsesafsnittet. Det fører til forbrænding af flux og dannelse af oxid og skala. Som et resultat forringes forbindelsens kvalitet kraftigt.
- Kontroller for en kold forbindelse. Inden du kontrollerer sømkvaliteten, skal du sørge for, at røret er kølet af. Ellers vil leddet uundgåeligt deformere og miste styrke.
- Ignorering af sikkerhedsregler. Lodning udføres ved høje temperaturer og ved hjælp af aggressive kemikalier. Beskyttelsesbeklædning, maske og handsker er påkrævet.
Måske vil det være vanskeligt for en begyndermester at uafhængigt bestemme graden af opvarmning af dele, så er det værd at invitere en professionel og foretage de første forbindelser under hans vejledning.
Han vil introducere metoder til konstruktion af varmekredse fra kobberrør næste artikelsom vi anbefaler, at du gør dig bekendt med.
Konklusioner og nyttig video om emnet
Du kan finde ud af endnu mere interessant information om lodning af kobberrør fra følgende videoer.
Video nr. 1. Funktioner ved højtemperaturlodning af kobber:
Video nr. 2. Sådan loddes kobberbeslag:
Video nr. 3. Hvad er lodningstrømme:
Lodning af kobberrør er selv en nyttig færdighed, som helt sikkert vil være praktisk for en hjemmemester. Rørledninger lavet af kobber er meget lange og problemfri. I betragtning af de ret høje omkostninger ved sådanne dele kan selvmontering betydeligt spare og få en rørledning i høj kvalitet til en meget rimelig pris.
Har du personlig erfaring med at forbinde kobberrør ved lodning? Måske har du kendskab til værkets nuancer? Skriv kommentarer i nedenstående blok, still spørgsmål, del din mening og fotos om artiklen.
 Lodning af polypropylenrør: arbejdsregler og analyse af mulige fejl
Lodning af polypropylenrør: arbejdsregler og analyse af mulige fejl  Lodning af kobberrør med en gasbrænder: nyttige tip og trin til selvlodning
Lodning af kobberrør med en gasbrænder: nyttige tip og trin til selvlodning  DIY kobberrør installation: kobberrør installationsteknologi
DIY kobberrør installation: kobberrør installationsteknologi  Tilslutning af kobberrør: instruktioner og sammenligning af forskellige installationsteknologier
Tilslutning af kobberrør: instruktioner og sammenligning af forskellige installationsteknologier  Sådan går ned i et plastrør: funktioner i arbejde og analyse af alle vigtige nuancer
Sådan går ned i et plastrør: funktioner i arbejde og analyse af alle vigtige nuancer  PVC-rørophæng: populære muligheder + trin-for-trin-instruktion
PVC-rørophæng: populære muligheder + trin-for-trin-instruktion  Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen
Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen  De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips
De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips  Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov
Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov  Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav
Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav 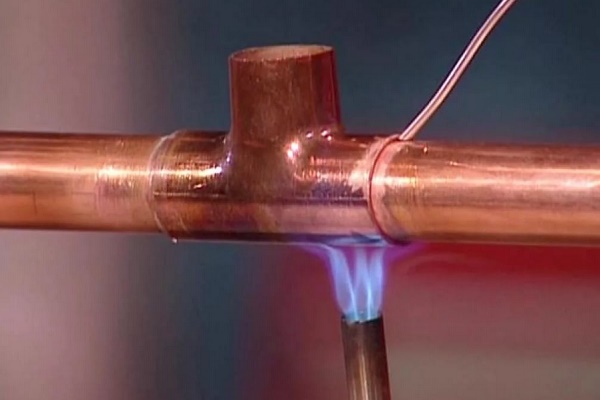{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Jeg har meget sjældent at gøre med kobberrør, der er virkelig få, der bruger dem, og foretrækker billigere og mere anvendelig plast. Men jeg så sådanne rør i huse, der hævder at være elite. De passer perfekt ind i interiøret. Og jeg havde også en chance for at lodde dem. Af personlig erfaring kan jeg sige, at det er ukompliceret at udføre dette arbejde, og der er nuancer.
Kobber er et lydhør metal, i sig selv vil det ikke give dig problemer. Men hvis du selv laver fejl, vil stedet for din lodning efter nogen tid flyde. Til alle, der pludselig støder på behovet for at lodde et kobberrør, vil jeg først og fremmest sige - vær ikke doven og ikke spar tid til forberedende arbejde! En god start er halvdelen af slaget.
Dårligt affedt - det vil flyde. At strippe dårligt er det samme. For det andet: moderat, men tilstrækkelig flux. Du vil fortryde det vil flyde. Overdriv det - få et grimt vedhæftningssted.Tredje: kompetente temperaturforhold. Både overophedning og underophedning er lige så dårlige. Generelt, hvis du skal lodde for første gang, er det bedst at finde et stykke kobberrør et eller andet sted og øve sig, som i et træk. Identificer samtidig dine mulige fejl.