Kone profiiliputken taivuttamiseen: kuinka rakentaa putken taivutuskone omilla käsillä

Kotitalouksissa profiiliputkien taivutuskonetta ei käytetä niin usein, että se ostaa kalliita tehtaalla valmistettuja laitteita.
Kun tällainen tarve syntyy, yksinkertainen putken taivutin voidaan tehdä yksityisesti, päättäessään aiemmin, millainen tämä malli sopii tehtävään.
Tässä artikkelissa analysoidaan yksityiskohtaisesti putkien taivutuskoneiden lajikkeita, kuvataan niiden toimintaperiaatteet ja rakennusmenetelmät.
Artikkelin sisältö:
Koneistotyypit profiiliputken taivuttamiseksi
Laitteissa on monia muutoksia profiiliputkien kokoonpanon muuttamiseen. Tämä johtuu pienimmästä taivutussäteestä. Jos tämä tärkeä parametri jätetään huomiotta, muutos materiaalin lujuusominaisuuksissa huonompaan suuntaan tapahtuu taivutuskohdassa. Sinun on myös tiedettävä joitain teknisiä yksityiskohtia. metalliputkien taivutus ja ota ne huomioon työn aikana.
Valittaessa mallia otetaan huomioon työkappaleen materiaali, halkaisija ja seinämän paksuus.
Taivutuskoneiden luokittelu käyttötyypin mukaan
Putkien taivuttamiseen tarkoitetut koneet ovat käyttölaitetyypistä riippuen käsikäyttöisiä, sähkömekaanisia ja hydraulisia.
Manuaalinen. Nämä ovat erittäin yksinkertaisia mekanismeja, joita on saatavana itsenäiseen valmistukseen jopa henkilölle, joka ei ole omistautunut metallin työstön monimutkaisuudelle.

Sähkömekaaninen. Tällaisessa koneessa on sähkömoottorin muodossa oleva käyttö - askelma tai tavanomainen, kytkettynä alemman vaihteen kautta. Jälkimmäinen ratkaisu tarjoaa laadukkaan taivutuksen asianmukaisesta jännityksen jakautumisesta johtuen.
Laitetta ei ole helppo valmistaa, se vaatii erityistä tietämystä ja ainakin vähän ammattitaitoa.

Hydraulinen. Tämän mallin käyttölaite on manuaalinen. Toisin kuin yksinkertainen manuaalinen rakenne, piiriin sisältyy hydraulisylinteri, joka vähentää merkittävästi taivutuksen aikana kohdistuvaa lihaksen rasitusta.
Telat antavat mahdollisuuden taivuttaa profiiliputkea mihin tahansa tarvittavaan suuntaan. Manuaalinen hydrauliikkaprofiili, jolla on pieni paino, voi taivuttaa putkivalikoimaa jopa 10 cm leveäksi.

Taivutyypit asennusmenetelmän mukaan
Profiilikäyrät on jaettu asennustavasta riippuen. Erota kiinteät, kannettavat ja puettavat laitteet. Paikalliset koneet voivat olla yksinkertaisen sauvoilla varustetun betonilaatan tai kiinteän laitteen muodossa.
Pienikokoisissa kannettavissa putkien taivuttajissa on tukijalusta, mutta puettavalla mallilla ei ole tukea, se valitaan joka kerta, kun käytät laitetta.
Koneiden luokittelu taivutusmenetelmällä
Profiilin taivutuskoneen suunnittelu ja suorituskyky riippuvat taivutusmenetelmästä. Tärkeimmät taivutusmenetelmät ovat 3. Ensimmäinen on suulakepuristus, kun profiiliputken geometriaa muutetaan deformointitelalla, joka toimii rei'ityksenä. Matriisia tässä tapauksessa ei ole.
Operaation suorittamiseksi tarvitaan 2 vahvaa tukea tangon vastakkaisilta puolilta, jotka toimivat myös matriisina. Sellaisina tukina käytetään kääntökenkiä tai rullia.
Koska voima kasvaa vähitellen ja sillä on jatkuvasti kohtisuora suunta putkeen nähden, menetelmä mahdollistaa hyvän lopputuloksen saavuttamisen. Käytämme menetelmää vain pienessä tilavuudessa työskentelemiseen.
Toinen on painamalla. Taivutuksen aikaansaamiseksi käytetään penkkivalaisimen periaatetta - putkisegmentti asetetaan suulakkeen ja reiän väliin.
Viimeksi mainittujen profiilien on korkealaatuisen taivutuksen saamiseksi toistettava tarkalleen osan geometria. Ja myös laskelmassa on tarpeen ottaa huomioon metallin jäännösmuodot. Kotona tätä menetelmää voidaan käyttää, kun suurta tarkkuutta ei vaadita.

Kolmas - valssaus - universaali menetelmä, jota käytetään sekä ohutseinäisten että paksuseinäisten putkien taivuttamiseen. Taivutus saadaan vetämällä työkappale rullien väliin - yksi pyörivä ja kaksi tuki.
Yllä olevan lisäksi putken taivutus voidaan suorittaa myös seuraavilla menetelmillä:
Valitusta suunnittelusta riippumatta putkien taivutuskoneen itsenäisessä valmistuksessa on tarpeen ottaa huomioon asiantuntijoiden suositukset. Valittaessa sängyn materiaalia on tarpeen lähteä siitä, että metallin paksuuden tulisi olla vähintään 1/6 profiiliputken leveydestä.
Joten, jos joudut taivuttamaan putken, jonka poikkileikkaus on suorakulmion, jonka parametrit ovat 50 x 25 mm, sinun on otettava vähintään 10 mm paksu kanava tai kulma, jotta vältetään pohjan muodonmuutokset taivutuksen aikana. Pohjalevyn ja stanssin suulakkeen kanssa tulisi olla 2 kertaa paksumpi.
Telojen optimaalinen halkaisija on vähintään kolmiosainen leikkauskoko. Kehyksen valmistuksessa käytettävän kanavan hyllyn ja kulman tulisi olla 2 ja 3 kertaa putken leveys. Jos joudut työskentelemään profiilin putkien taivuttamiseen, joiden poikkileikkaus on suorakulmainen 50 x 25 mm, tarvitset kanavan 100 x 10 tai kulman 150 x 10.
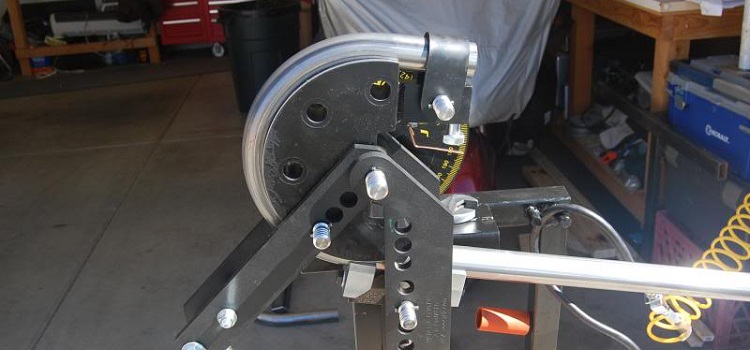
Valmistamme hydraulisen putken taivuttajan
Harkitse hydraulista työstökonea, jossa taivutus tapahtuu, koska keskiputki työnnetään keskuksen läpi nousevaan sauvaan kiinnitetyn lävistimen avulla. Työkappaleen läheisen kosketuksen seurauksena, joka lepää kahdella paikallaan olevalla telalla liikkuvalla stanssilla, viimeksi mainittu ottaa muodonsa.

Työpinnan merkitsemiseksi asetetaan pystyakseli ja piirustuksen osoittamaan etäisyyteen reunasta ja akselista, alempien reikien sijainti merkitään. Merkitse sitten yläreikien sijainti taaksepäin halutun etäisyyden päässä reunasta. Ne yhdistävät suoran näiden reikien keskikohtaan ja sijoittavat siihen yhtä suuret segmentit.
Väliaukkojen akselit ovat merkintöjen leikkauskohdassa kaltevan akselin kanssa. Työpinnan reikiä tarvitaan profiilikappaleen taivutussäteen ohjaamiseksi. Koska työpinta koostuu kahdesta peilatusta osasta, toinen on merkitty samalla tavalla.
Koneen korkeus määritetään tunkin parametreilla ja etäisyydellä, joka on merkitty piirustuksessa symbolilla "a". Profiilin putken taivuttamiseksi, jonka leveys on 15 mm, tämän tunkin epäkunnossa olevan tilan tulee olla noin 20 mm.
Tässä mallissa lävistimen välittämä voima on keskittynyt sen yläosaan. Tämän vaikutuksen seurauksena putken ulkoreunaan kohdistuu jännitys, mikä voi aiheuttaa seinämän ohenemista ja joissain tapauksissa repeämää. Siksi tätä konetta ei suositella käytettäväksi ohutseinäisten työkappaleiden muodonmuutoksissa.
DIY putken taivutin
Tällaisissa laitteissa työkappale saa tietyn muodon valssaamalla. Kotiteatterissa on helpompaa tehdä 3-rullainen rakenne manuaalisella käytöllä. Harkitse kahta vaihtoehtoa tällaisille koneille.
Kiertoalustan vaihtoehto
Tällaisen muun kuin pyöreän poikkileikkauksen omaavien putkien taivuttamiseen tarkoitetun koneen rakennusperiaate on seuraava:
- Pääsänky on kytketty nivelten avulla pyörivään alustaan, joka asettaa taivutuskulman.
- Lavaa ajaa nosturi, joka lepää siihen työntötangon avulla.
- Profiilin avautuminen tapahtuu kiertämällä väliakselilla olevaa kahvaa.
Koneen jalustan ja telineiden valmistukseen tarvitaan kanava, jonka seinäkorkeus on 150-200 mm, noin 3 m. Teräsputki, jonka sisähalkaisija on yhtä suuri kuin laakereiden ulkohalkaisija, joka on jaettu 6 lyhyeen osaan, sopii laakereiksi laakereiksi, telojen pohjaksi.

Kanavasta tehdään pohja ja kaksi alustaa. Poistuttuaan yhdeltä puolelta noin 0,5 m, pystysuora jalusta hitsataan samalta kanavalta. Tätä varten kaksi segmenttiä yhdistetään pareiksi, jotta jalusta olisi vahva.
Tarkasti tarkkaan vaaka-asentoa, he asettavat paikallaan olevan tason, ja takahylly hitsataan siihen. Seuraavaksi he ottavat osan profiiliputkesta ja lisäävät rajoittimia, joiden korkeus on vähintään profiiliputken paksuus, jonka muodonmuutos on tarkoitus suorittaa valmistettavalle koneelle.
Ohjausalusta on kytketty pääkehykseen ovien saranoiden avulla. Laakerit asennetaan kummankin lavan jatkettuihin vasteisiin ja reunoihin hitsaamalla ja vahvistamalla rakennetta kulmilla. Akselit työnnetään laakereihin ja keskelle kiinnitetään kahva.
Tunkki on asennettu ohjausalustan reunan alle ja kiinnitetty alustaan ruuviliitoksella.
Putken taivuttajan kokoaminen pyörivällä alustalla suoritetaan seuraavassa järjestyksessä:
Kolme rullarullausta
Tässä koneessa putki asetetaan sivuilla oleville teloille. Ylempi liikkuva tela lasketaan tuotteelle ylhäältä ja kiinnitä se tällä tavalla. Kierrä seuraavaksi kahvaa ja siirrä ketjun läpi liike akseleille. Putki venyy ja muuttaa geometriaansa.
Nostamalla painetta asteittain kiristämällä kiristyspultti ja vetämällä työkappaletta, ne saavuttavat putken taivutuksen vaadittuun kulmaan.

Tämän järjestelmän mukaisesti toimivan koneen valmistamiseksi on valmistettava hylly ja muotoillut metallituotteet runkoon, akseleihin, 4 vahvaan jouseen, ketjuun, laakereihin, kiinnittimiin ja muihin yksityiskohtiin. Laakereiden asentamiseen tarvitaan 3 akselia, joiden parametrit vastaavat hammasrattaita ja laakereita.
Kaksi akselia on suunniteltu sivuttaissuuntaan ja kolmas (kiristys) - jousien ripustamiseen. Nämä esineet on todennäköisesti tilattava työpajassa, ja loput voidaan tehdä omin käsin.
Kiristysakselin koostumus sisältää laakerit, vaihteet ja renkaat. Renkaissa leikkauspulttien alla oleva lanka leikataan ja tehdään urat. Suorita kanavan hyllyissä istuimet kiinnitysakselin alla. Viimeisessä vaiheessa rakenne kootaan rungon asennuksesta alkaen.
Sen jälkeen hyllyyn kiinni- tettyjen jousien kiinnitysakseli ripustetaan.Tukiakselit asennetaan sivuille ja ketju vedetään niiden väliin käyttämällä magneettista kulmaa pidikkeenä.
Yhdessä niistä kiinnitetään kahva pyörivällä putkella ja sitten ne suorittavat tunkin asennuksen. Kiinnitä se lavalle ruuveilla ja hitsaamalla.
Jousiakselia asennettaessa noudatetaan tiettyä järjestystä: asenna se ensin hyllylle, jousien alla olevat mutterit hitsataan siihen, lava käännetään ja yhdistetään jousiin. On huomattava, että kun rullien välinen etäisyys kasvaa, taivutukseen kohdistuvat voimat vähenevät.
Vieritysputken taivuttajan kokoamiseksi tarvitset:
Sivustollamme on useita muita artikkeleita, jotka kuvaavat yksityiskohtaisesti vaihtoehtoja kotitekoisille laitteille profiiliputkien taivuttamiseksi, suosittelemme lukemaan:
- Kuinka rakentaa profiiliputkellesi putken taivutin itse: yleiskuva parhaista kotitekoisista tuotteista
- Kuinka tehdä putken taivutus omilla käsillä: esimerkkejä parhaista kotitekoisista tuotteista
Kuinka taivuttaa profiiliputkea yksinkertaisella tavalla?
Primitiivisin laite profiiliputken muodon muuttamiseksi on puupohjan käyttö. Sitä voidaan käyttää teräksestä tai alumiinista valmistettujen ohutseinäisten putkien taivutuksessa. Jotta tällainen eksklusiivinen kone saadaan, he ottavat levyt, kiinnittävät ne millään tavalla yhteen ja leikkaavat mallin.

Putken kanssa kosketukseen johtaneen mallin paksuuden tulisi olla useita senttimetrejä suurempi kuin profiiliputken poikkileikkauskorkeus. Mallineen reuna suoritetaan kaltevuudella, muuten putki voi luistaa.
Suunnittelu on varustettu pysäyttimellä ja kiinnitetty johonkin vakaaseen alustaan. Putki asetetaan mallin tason ja vasteen väliin ja materiaali alkaa taipua putken reunasta alkaen. Jos aloitat taivutusprosessin keskustasta, ohutseinäinen putki voi litistyä.
Voit asettaa putkeen putken, jonka halkaisija on yhtä suuri kuin putken reikä, tai voit ottaa vain putken kappaleen ja laittaa sen työkappaleen hevoselle. Joka tapauksessa se on helpompaa.
Lisätietoja profiiliputken taivuttamisesta ilman erikoisvarusteita on luvussa tämä juttu.
Samalla periaatteella valmistetaan tehokkaampia koneita. Tässä tapauksessa voima luodaan vinssillä ja putki kiinnitetään vahvemmaksi, jotta se ei rikkoudu.
Päätelmät ja hyödyllinen video aiheesta
Perussäännöt muotoiltujen putkien käsittelykoneen valmistamiseksi:
Putken taivutuskone, lähellä tehdassuunnittelua:
Kaikista valssimuovauskoneiden vaihtoehdoista tulisi valita niiden käyttöön sopivin malli. Joskus yksinkertaisin mekanismi riittää tarjoamaan itsellesi tarvittavan määrän taivutettua profiilia ilman erityisiä taloudellisia kustannuksia.
Onko sinulla henkilökohtaista kokemusta putken taivutuskoneen rakentamisesta? Ehkä voit antaa hyödyllisiä tietoja artikkelin aiheesta ja lähettää kuvan valmistetusta laitteesta? Jätä kommentteja, jaa kokemuksia ja kysy kysymyksiä alla olevasta kohdasta.
 Kuinka taivuttaa profiiliputkea omilla käsilläsi ilman erikoistyökaluja
Kuinka taivuttaa profiiliputkea omilla käsilläsi ilman erikoistyökaluja  HDPE-putkien asennus DIY: hitsausohjeet + tällaisten putkien taivutus tai suoristus
HDPE-putkien asennus DIY: hitsausohjeet + tällaisten putkien taivutus tai suoristus  DIY-käsityöt propeeniputkista: tee itse-kotitekoisia vaihtoehtoja
DIY-käsityöt propeeniputkista: tee itse-kotitekoisia vaihtoehtoja  Kuinka tehdä tuoli polypropeeniputkista omilla käsilläsi: vaiheittaiset valmistusohjeet
Kuinka tehdä tuoli polypropeeniputkista omilla käsilläsi: vaiheittaiset valmistusohjeet  DIY-kupariputkien asennus: kupariputkien asennustekniikka
DIY-kupariputkien asennus: kupariputkien asennustekniikka  DIY-hitsaustekniikka polypropeeniputkille: yleiskatsaus menetelmistä ja vivahteista
DIY-hitsaustekniikka polypropeeniputkille: yleiskatsaus menetelmistä ja vivahteista  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}