Kuinka metalliputket taivutetaan: työn suorittamisen teknologiset hienoukset

Kulmiin taivutetut putket ovat löytäneet sovellutuksia öljy- ja kemianteollisuudessa, kone- ja laitetekniikassa. Yksikään arkkitehtuuri- tai rakennusprojekti ei ole täydellinen ilman niitä.
Kaikenlaisia liittimiä voidaan käyttää käännöksiin, mutta silloin voi tapahtua vuotoja, ja toisinaan tätä ei voida yksinkertaisesti hyväksyä esteettisistä syistä. Putkien taivutus tarjoaa houkuttelevamman ulkonäön ja suuren luotettavuuden - prosessi, joka ei riko niiden eheyttä.
Kerromme sinulle, kuinka parasta taivuttaa metalliputkea sekä kylmällä että kuumalla tekniikalla. Esittämämme artikkeli kuvaa eri materiaaleista valmistettujen taivutusputkien erityispiirteitä. Annetaan profiilin ja tavallisten pyöreiden putkien käsittelyn ominaisuudet.
Artikkelin sisältö:
Taivutusprosessin ominaisuudet
Jokaisella metallilla on omat ominaisuutensa, ilman niiden huomiointia on mahdotonta antaa monimutkaista muotoa valssatulle metalleille. Radiaaliset ja tangentiaaliset voimat vaikuttavat taivutusputkeen.
Ensin mainitut muotoavat osan, ja jälkimmäiset myötäilevät laskosten muodostumista. Päävaatimuksena lopputulokselle on, että putken poikkileikkauksen on pysyttävä muuttumattomana eikä seinämissä saa olla aallotuksia. Taivutuksen avulla minimoidaan hitsien lukumäärä putkistojen asettamisessa kaikenlaisilla mutkilla.
Putken taivutusmenetelmät
Tarvittavan taivutuskulman, putken materiaalin ja halkaisijan perusteella taivutus voidaan tehdä manuaalisesti tai erityislaitteiden avulla. Erotetaan myös kuuma ja kylmä taivutus putken ontelon täyttämisen kanssa ilman, että sitä täytetään.

Kuormituksen päättymisen jälkeen tapahtuu sellainen ilmiö, kuten joustaminen, joka on suoraan verrannollinen materiaalin kimmokerrokseen. Mahdollisen muodonmuutoksen suuruus riippuu myös käytetystä taivutusmenetelmästä ja esineen geometriasta.
Kuuma tekniikka
Tämä menetelmä valitaan, kun on tarpeen taivuttaa putki, jonka halkaisija on vähintään 10 cm. Deformoi putket kuumalla tavalla sekä käsin että mekanismeja käyttämällä. On olemassa sellainen asia kuin minimaalinen taivutussäde.
Lämmitettävän putken vyöhykkeen pituus määritetään putken halkaisijan ja taivutuskulman perusteella. Lisäksi pyöristys ei voi olla pienempi kuin putken halkaisija 3.
Kuumennettavan alueen pituus määritetään kaavan mukaan:
L = a x d / 15
Kaavassa: L on haluttu pituus millimetreinä, α on taivutuskulma asteina, d on putken halkaisija millimetreinä, 15 on kerroin. Oletetaan, että putken, jonka halkaisija on 200 mm, on oltava taivutettu 60 ° kulmassa, sitten L = 60 x 200/15 = 800 mm, ts. 4 halkaisijaa.

Putken taivuttamiseksi se on lämmitettävä 900 ° C: seen. Optimaalinen lämpötila taivutuksen alkamiselle on 760⁰ ja lopussa - 720⁰C. Poltettaessa materiaalin lujuusominaisuudet huononevat.
Kuuman taivutuksen prosessi sisältää useita toimenpiteitä:
- mallin valmistus;
- hiekka pakkaus;
- tonttimerkinnät;
- lämmitys;
- taivutus.
Makeisia ei muodostu, jotta putkiosuus ja sen sisäosa taipuisivat muodonmuutoksista, sisätila täytetään kvartsihiekalla.
Hiekka kuivataan alustavasti ja kalsinoidaan orgaanisten epäpuhtauksien poistamiseksi lämpötilassa 150 - 500 ° C, ja sitten ne viedään hienon seulan läpi, jonka silmäkoko on 3,3 x 3,3 mm. Ennen kuin aloitat putken täyttö, sinun on kytkettävä putken toinen pää.
Tulppina käytetään puisia tai metallisia tulppia, joissa on aukko kaasujen poistumiseen. Hienoa ja märkää hiekkaa ei voida käyttää ensimmäinen sintrattu ja tarttuu tiukasti putkien seiniin, kun se altistetaan kuumuudelle.
Toinen, höyryn muodostumisen seurauksena, aiheuttaa korkean sisäisen paineen, joka voi aiheuttaa korkin lentää ulos.Kiviä ei voida hyväksyä pakkauksessa, ne voivat työntyä putken seinämän läpi.
Putken täyttöprosessi on erittäin aikaa vievä, joten se kuljetetaan torniin ja antaa sille hieman kallistetun tai pystysuoran asennon. Koska taivutuksen laatu riippuu suoraan tiivistetiivisteestä, putkea kierretään jatkuvasti koko prosessin ajan. Vaimennettu ääni tarkoittaa työkappaleen hyvää täyttymistä.
Ennen kuin siirryt suoraan pääoperaatioon, tulevien mutkien osiot piirretään hiekalla täytetylle putkelle kiinnittämällä malli. Lämmitetyt putket uuneissa. Ne taipuvat sekä käsin että mekaanisesti.
Jälkimmäisessä tapauksessa käytetään erikoislevyjä, jotka on varustettu työntöpaikoilla, joiden avulla lämmitetty putkiosa on kiinnitetty ja kiinnittimillä, jotka pitävät putken pään levyllä. Putken vastakkaiseen päähän asetetaan kaapeli, jonka jännitys vinssin tai piikin avulla saa putken taipumaan.
Putken seinämien muodonmuutoksen estämiseksi tiivisteet asetetaan telineputkitilaan - suora tai kaareva. Vapaa pää, johon on kiinnitetty kaapeli, on kiinnitetty jalustalla. Hallitse prosessin aikana putken geometriaa levittämällä sille säännöllisesti mallia.
Taivuttamalla putkea haluttuun kulmaan, tulpat poistetaan siitä polttamalla tai yksinkertaisesti koputtamalla. Hiekkaa kaadetaan, putki puhdistetaan ja pestään. Suorita viimeinen taivutuskoe mallin avulla.
Kylmä taivutus
Pienen halkaisijan putkien kokoonpanon muuttamiseksi käytetään erilaisia käsityökaluja suurten koneellisten putkien taivuttajiin. Kotona vaaditaan useimmiten veden ja kaasun taivuttamista teräsputketkäytetään vedenjakelu- ja lämmitysjärjestelmien laitteessa.
Putken taivutusta alle 90⁰ kutsutaan taivutukseksi, 180⁰ - kalach, reunalla - ankkalla, silmukan muodossa - kiinnikkeellä.

Manuaalista taivutusta varten on muitakin laitteita. Kotona veden lämmittämiseen tarkoitetun kelan valmistamiseksi ruostumattomasta teräksestä valmistettu putki, jonka halkaisija on noin 20 mm, kelataan yksinkertaisesti halkaisijaltaan suureen putkeen. Aikaisemmin kiinnike hitsataan suureen putkeen, asetetaan tuille ja kiinnitetään.
Putki pakataan tiiviisti hiekalla ja suljetaan korkeilla, asetetaan sitten kiinnikkeeseen ja käämitys alkaa. Mallina käytetty putki on vieritettävä, joten tarvitaan vähintään kahden ihmisen ponnisteluja. Kun käämitys on valmis, kela tasataan.

Ruostumattomasta teräksestä valmistettujen putkien tai muun materiaalin taivutus kotona voidaan tehdä yksinkertaisimmalla työkalulla. On suositeltavaa hakea pieniä määriä työtä.
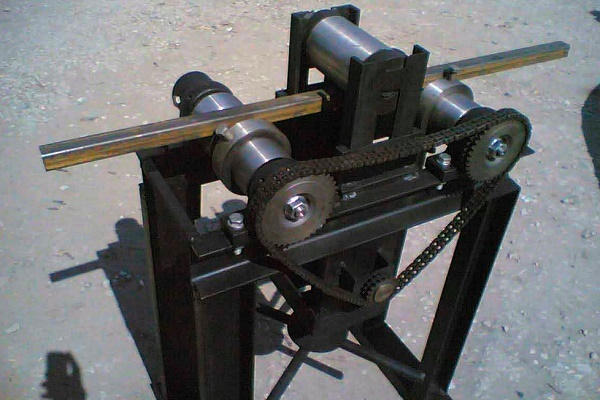
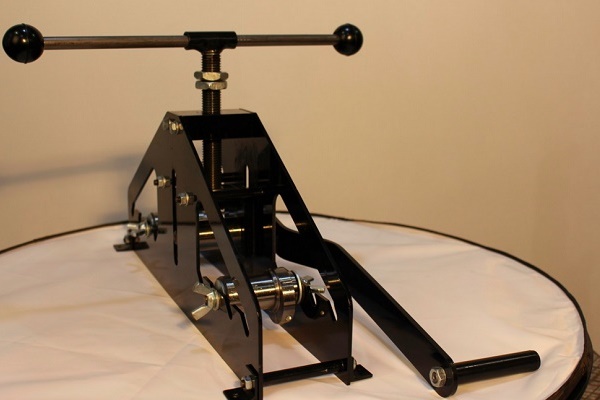
Putken taivuttamiseen tarkoitettu yksinkertainen mekaaninen kone voidaan rakentaa omilla käsilläsi, varsinkin jos sinulla on hitsaajan taidot ja tunnet hitsauslaitteen:
Tehdä primitiivinen putken taivutuslaite tarvitsemme laatta betonia, metallinastat ja vasara. Levy jaetaan soluihin 40 x 40 tai 50 x 50 mm. Kennojen kulmiin porataan reikiä rei'illä ja tapit työnnetään niihin.
Putkimainen tuote asetetaan tappien väliin ja taivutetaan kohdistamalla voimaa. Tarkkuus tällä taivutusmenetelmällä ei ole ihanteellinen, mutta työkappaleen käyttö kotona on aivan riittävä. Taivuttamalla tarkemmin voit käyttää tunkin perusteella tehtyä laitetta.

Jotta putken sisempi ontelo ei vääristy, käytä välineitä, jotka ovat tämän prosessin vastaisia sisäpuolelta. Sisäisinä rajoitimina käytetään hiekkaa. Samaan aikaan putki työnnetään putken toiseen päähän ja hiekka kaadetaan toisen läpi, sitten se tukkeutuu korkilla. Seuraavaksi suoritetaan taivutus.
Joskus rajoitin on erityisesti tätä tarkoitusta varten valmistettu jousi. Käämitykseen käytetään lankaa, jonka halkaisija on 1-4 mm. Jousen tulisi mennä vapaasti putkeen taivutuskohdassa jättäen osan vaijerista ulkopuolelle.
Käsityökalujen, kannettavien ja kiinteiden koneiden hydraulijärjestelmä helpottaa huomattavasti taivutusprosessia ja nopeuttaa putken muodonmuutosprosessia:
Taivutuksen jälkeen jousi poistetaan vetämällä lanka. Kun kyseessä on putki, jolla on neliömäinen poikkileikkaus, jousen valmistukseen valitaan lanka, jolla on sama poikkileikkaus.
Tähän tarkoitukseen sopii myös johtosarja, joka koostuu erillisistä segmenteistä, jotka työntävät yhden sisäänpäin kerrallaan tulevan mutkan paikkaan. Kun toimenpide on valmis, segmentit poistetaan myös yksi kerrallaan. Voit taivuttaa manuaalisesti ruostumatonta putkea, jonka poikkileikkaus on enintään 4 cm ja seinämän paksuus 0,3 cm.

Suurten halkaisijoiden kanssa työskentelemiseen tarvitaan ammattitaitoisia laitteita. On putken taivutuskoneita, jotka on varustettu tuurilla. Tämä rakenneosa on tavallinen metallitanko.

Ennen taivutusprosessin aloittamista se asetetaan sisälle putken seinämien muodonmuutosten estämiseksi. Pakkaukseen sisältyvillä tuurilla on erilainen osa, joten voit valita oikean tietylle halkaisijalle putkituotteita.
Ei-rautametalliputkien kokoonpanon muuttaminen
Ei-rautametallien ominaisuuksilla on erittäin hyödyllinen ominaisuus - korkea sitkeys. Niillä ei kuitenkaan ole riittävää lujuutta. Taivutuksen aikana, puristus- ja vetovoimien vaikutuksesta, putki voi pudota tai rikkoutua. Jotta tämä ei tapahdu, sinun on noudatettava tiukasti tekniikkaa.
Kuinka taivuttaa kupari- ja messinkiputkia?
Kuparin tai messinkiputkien taivuttamiseen käytetään sekä kuumaa että kylmää menetelmää. Kun valitset ensimmäisen sisäisenä täyteaineena, valitse hiekka, toisen - sulan hartsia. Taivutustekniikka on sama kuin teräsputkissa.
Ennen kylmää taivutusta kuparista ja messingistä valmistetut putkituotteet hehkutetaan ja seuraavalla jäähdytyksellä. Lämpötila-alue molemmille materiaaleille on sama - 600 - 700 ° C. Ero on jäähdytysväliaineessa - kupari asetetaan veteen ja messinki jäähdytetään ilmassa.
Prosessin päätyttyä hartsi poistetaan sulattamalla se. Putken repeämisen estämiseksi prosessi ei missään tapauksessa saa alkaa putken keskeltä, vain päistä. Taivutuslaitteina käytetään sekä yksinkertaisia työkaluja että hienostuneita työstökoneita.
Manuaaliset putken taivuttimet toimivat ihmisen fyysisten ponnistelujen takia, kun taas hydrauliset taivuttimet vähentävät nämä ponnistelut minimiin. Sekä nämä että muut on varustettu vaihdettavilla suuttimilla halutun halkaisijan valitsemiseksi.

Kupari- ja messinkiputkien kanssa työskenteleminen on paljon helpompaa kuin teräsputkien kanssa, mutta metallin muodonmuutos taivutuksen aikana tapahtuu samojen fysiikkalakien mukaisesti. Taivutetussa osassa ulkopinta kokee jännitystä, jonka seurauksena seinät ohentuvat.
Putken sisällä tapahtuu käänteisiä prosesseja - seinä supistuu ja paksenee. On vaara, että pyöreä poikkileikkaus muuttuu soikeaksi ja vähentää ehdollista läpikulkua, joten et voi aloittaa taivutusta ryhtymättä toimenpiteisiin näiden ilmiöiden estämiseksi.
Alumiiniputkien taivutus
Tärkeimmät alumiiniputkien taivutusmenetelmät ovat samat kuin messinki tai kupari:
- työntäminen telojen välillä;
- liikkuva;
- liikkua pois;
- paine.
Ennen kuin päätetään alumiiniputkien taivutuksesta, sinun on perehdyttävä jokaiseen. Ensimmäistä menetelmää käytetään ohutseinäisille putkille, joiden halkaisija on enintään 10 cm, kun sinun täytyy saada lempeä mutka pienillä tarkkuusvaatimuksilla. Pienin säde on tässä tiukasti säännelty. Sen arvo on 5-6 putken halkaisijaa.
Kuvion kaarevuus määrää ohjausrullan sijainnin. Tällä tavalla sisustuksen sisustuselementit tehdään useimmiten. Toisella tavalla taipuu suurihalkaisijainen putkimateriaali, jota varten käytetään 3-rullaisia putkien taivuttajia. Putki vedetään vetopyörien väliin, joiden suunta määrää taivutussäteen.

Tämän menetelmän tarkkuus on jopa alhaisempi kuin edellinen, mutta osa voidaan altistaa toistuvalle taivutukselle ja prosessin toistamiselle, kunnes haluttu geometria on saatu aikaan.
Alumiini-ohutseinäisten putkien taivutus voidaan tehdä manuaalisesti, kun olet valmistellut asianmukaisesti:
Takaisinkytkentämenetelmä ei sisällä sisäisen täyteaineen läsnäoloa, joten sitä ei käytetä pienten säteiden saamiseen. Tätä menetelmää valittaessa se ei toimi täyttämällä tiukat vaatimukset, jotka koskevat osan ovaalia taivutuksessa.
Alumiiniputken muodonmuutospaineen avulla käytetään puristimia, joihin on kiinnitetty muotit, halutun muodon matriisilla. Annettu geometria saadaan ulkopuolelta kohdistuvan paineen vaikutuksesta.
Joissain tapauksissa paine voi olla sisäinen, kun putki asetetaan muottiin ja neste syötetään sisälle paineella, joka on riittävä puristamaan seiniä vasten.
Duralumiiniputkien taivuttaminen ei ole helppoa tämä materiaali on melko kovaa ja joustavaa. Prosessin helpottamiseksi ne poltetaan heti ennen taivuttamista lämpötilassa 350 - 400 ° C, sitten odotetaan, kunnes putket jäähtyvät luonnollisesti ilmassa.
Menetelmät suurten halkaisijoiden putkien taivuttamiseksi
Suhteellisen äskettäin ilmestyneet menetelmät ovat putken taivutus, johon liittyy teollisuus- ja korkeataajuusvirtoja, ja taivutus jännityksellä. Ensimmäisessä tapauksessa käytetään korkean suorituskyvyn korkeataajuista asennusta, jossa putki, jonka halkaisija on 95-300 mm, lämmitetään, taivutetaan ja jäähdytetään.
Se koostuu kahdesta osasta - mekaanisesta taivutuskoneen muodossa olevasta ja sähköosasta, mukaan lukien sähköosa ja suurtaajuusasennus.
Putki on muodoltaan muodostunut vain induktorivyöhykkeen lämmitetyllä alueella. Geometrian muuttaminen tiettyyn kokoon tapahtuu taipuvan rullan vaikutuksesta. Tätä menetelmää käyttämällä voidaan saada taivutus, jonka kaarevuus on pieni.
Taivutus toisella menetelmällä suoritetaan taivutuskoneilla, joiden sarja sisältää pyörivän pöydän. Suuri vetolujuus ja taivutusvoimat vaikuttavat putkeen. Tämä antaa sinulle jyrkästi kaarevia mutkia, joiden seinämän paksuus on vakio koko kehän ympäri.
Menetelmää käytetään suurten halkaisijoiden putkien taivuttamiseen, joita käytetään ilmailussa, autoteollisuudessa ja laivanrakennuksessa, missä putkilinjalle asetetaan korkeat vaatimukset. Etuna on kyky taivuttaa putkia, joiden seinä on välillä 2 - 4 mm - 180 °.
Ominaisuudet ovat joustava profiilivalikoima
Profiiliputkituotteet ovat esteettisempiä kuin pyöreän poikkileikkauksen omaiset kollegansa, joten sitä esiintyy usein kotitalousrakenteissa. Taivutettaessa puristusvoimat vaikuttavat siihen sisäpuolelta ja vetovoimat ulkopuolelta. Valitse huolellisesti taivutusmenetelmä ennen tämän toiminnan aloittamista.
Profiilivalikoima sisältää putkia, joiden poikkileikkaus on neliön, soikean ja suorakaiteen muotoinen.
Vivahteita on useita, ja niitä ei pidä unohtaa tekeessään joustavat putket kotona ilman erikoisvarusteita:
- Taivutetun profiilin optimaalinen pituus profiiliputkille, joiden seinämät ovat enintään 2 cm, on putken korkeus kerrottuna 2,5: llä.
- Paksuseinäisille putkille taivutusvyöhykkeen pituus määritetään kertomalla poikkileikkaus kolmella. Muutoin materiaalin halkeilua ulkopuolelta tai sen muodonmuutosta sisäpuolelta ei voida välttää.
- Kaarevuussäteen minimiarvo on taivutuspoikkileikkaus kerrottuna 2,5: llä.
Huomaamatta näitä vaatimuksia, et voi edes toivoa hyvää tulosta. Taivutusmenetelmät eivät eroa menetelmistä, joita käytetään pyöreän poikkileikkauksen omaavien tuotteiden kanssa. Lisäksi voit käyttää manuaalista taivutustapaa toteuttamalla poikittaisia leikkauksia, jotka suoritetaan putken kolmella sivulla.
Leikkausten pituus ja niiden lukumäärä määritetään laskelmalla. Oletetaan, että siellä on putki 40 x 90 mm. On tarpeen suorittaa täysi käännös, ts. taivuta seinää pitkin 40 mm 180 ° kulmassa, säde 150 mm. Laske ensin puolipyörän pituus ulommalla sädellä:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Sisäiselle sädelle laskelmat ovat samat:
LVN. = (2 x 3,14 x 150): 2 = 471 mm.
Sisäsäteen leikkauspituuksien summa määritetään kaavalla: Lout = L - Lin = 596,6 - 471 = 126 mm.
Haluaisit tehdä sen itse manuaalinen putken taivutin tai profiiliputken taivutuskone omista käsistämme artikkeleissamme löydät paljon hyödyllistä tietoa, kaavioita ja hyödyllisiä suosituksia.
Jos ajattelee, että hiomakone voi tehdä leikkauksen, jonka leveys on 5 mm, niin taivutustasolla, jonka pituus on 126 mm, saadaan 25 rakoa, jonka jälkeen putki taivutetaan, kunnes leikkausten reunat ovat kosketuksissa. Aukoet haudutetaan ja saumat puhdistetaan.

Profiili- ja pyöreät putket taivutetaan, ja sitä voidaan käyttää vain talvella. Liitä putket putken päihin, täytä vesi ja odota, kunnes se kovettuu. Putki taivutetaan ohjaten prosessia mallineella, sitten tulpat poistetaan ja neste poistetaan.
Päätelmät ja hyödyllinen video aiheesta
Leike # 1. Opi, kuinka taivuttaa putkea improvisoitujen työkalujen avulla tästä videosta:
Leike 2. Kuinka taivuttaa minkä tahansa osan putki ympyräksi:
Leike 3. Kotitekoinen putken taivutin on välttämätön asia kotitaloudessa:
Korjauksia tai talon rakentamista varten syntyy usein tarve taivuttaa putkea - pyöreää tai profiilia. Jos tilavuus on pieni, voit tehdä sen itse. Putkituotteiden massa taivutus on mahdollista vain erikoislaitteilla.
Kerro meille kuinka taivutit metalliputkea kasvihuoneeseen tai muuhun tarkoitukseen. Jaa vain sinun tietämäsi teknologiset vivahteet sivuston kävijöille. Kirjoita kommentit alla olevaan lohkoon, lähetä valokuva artikkelin aiheesta, kysy kysymyksiä.
 Putken leikkaus kulmassa: eri menetelmien edut ja haitat + esimerkki työstä
Putken leikkaus kulmassa: eri menetelmien edut ja haitat + esimerkki työstä  Metallimuoviputkien painetestaus: työn järjestys ja vivahteet
Metallimuoviputkien painetestaus: työn järjestys ja vivahteet  Muoviputkien puristusliittimet: tyypit, merkinnät, tarkoitus + asennusesimerkki
Muoviputkien puristusliittimet: tyypit, merkinnät, tarkoitus + asennusesimerkki  Kuinka poraton putkien asentaminen: menetelmän ominaisuudet + työesimerkki
Kuinka poraton putkien asentaminen: menetelmän ominaisuudet + työesimerkki  Polypropeeniputkien juottaminen: työsäännöt ja mahdollisten virheiden analysointi
Polypropeeniputkien juottaminen: työsäännöt ja mahdollisten virheiden analysointi  Kylpyhuoneletkujen vaihto: Vaihe vaiheelta työhön
Kylpyhuoneletkujen vaihto: Vaihe vaiheelta työhön  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Upea artikkeli 🙂