Električno zavarivanje za početnike: nijanse zavarivanja i analiza osnovnih pogrešaka

Stanu, a kamoli privatnoj kući, potrebni su redoviti radovi na održavanju i popravcima. Domaći obrtnik mora biti generalist, sposoban je obavljati mnogo različitih zadataka. Stoga majstori žele savladati što više tehnologija.
Jedna od najtraženijih vještina je sposobnost obavljanja zavarivačkih radova. Praksa pokazuje da je električno zavarivanje najbolje za početnike - tehnologija je jednostavna i dostupna svima koji ga žele naučiti koristiti. Prije nego što započnete savladati metodu, trebali biste se upoznati s teorijskim aspektom pitanja, slažete li se?
Sve potrebne informacije detaljno su opisane u našem članku. Opisali smo princip električnog zavarivanja i identificirali koji uređaj je najbolje odabrati za rad kod kuće. Osim toga, u članku je data korak po korak tehnologija zavarivanja dijelova, metode izrade šavova, a također su navedeni i mogući nedostaci spojeva.
Sadržaj članka:
Što je električno zavarivanje?
Električnim se naziva jedna od metoda zavarivanja kada se električni luk koristi za zagrijavanje i naknadno taljenje metala. Temperatura potonjeg doseže 7000 ° C, što je mnogo više od tališta većine metala.
Proces električnog zavarivanja odvija se na sljedeći način. Za stvaranje i održavanje električnog luka, od uređaja za zavarivanje do elektrode dovodi se struja.

Kad šipka elektrode dodirne površinu za zavarivanje, teče struja zavarivanja. Pod njegovim utjecajem i utjecajem električnog luka elektroda i metalni rubovi zavarenih elemenata počinju se rastopiti.Iz taline se formira bazen za zavarivanje, kako kažu zavarivači, u kojem se rastopljena elektroda miješa s osnovnim metalom.
Rastopljena šljaka lebdi na površini kupelji, koja tvori zaštitni film. Nakon isključivanja luka, metal se postupno hladi, tvoreći šav prekriven ljestvicom. Nakon što se materijal potpuno ohladio, čisti se.
Za zavarivanje se mogu koristiti netrošne i potrošne elektrode. U prvom slučaju se žica za punjenje uvodi u talinu radi stvaranja zavara, u drugom to nije potrebno. Za formiranje i naknadno održavanje električnog luka koristi se posebna oprema.
Za obavljanje širokog spektra zadataka potrebne su vještine domaćeg zavarivača:
Što je potrebno za zavarivanje kod kuće?
Za rad će vam trebati, prije svega, stroj za zavarivanje. Postoji nekoliko njegovih sorti.
Odlučite kojem dati prednost.
- Generator za zavarivanje, Izrazita karakteristika je sposobnost stvaranja električne energije i korištenja za stvaranje luka. To će biti korisno tamo gdje nema trenutnog izvora. Ima impresivne dimenzije, pa ga i nije baš prikladno koristiti.
- Zavarivački transformator, Uređaj naizmjenični napon koji se napaja iz mreže pretvara u izmjenični napon različite frekvencije, koji je potreban za zavarivanje. Uređaji su jednostavni za upravljanje, ali imaju značajne dimenzije i negativno reagiraju na moguće prenapone mrežnog napona.
- Ispravljački ispravljač, Uređaj koji pretvara napon koji se isporučuje iz mreže u istosmjernu struju koja je potrebna za formiranje električnog luka. Razlikuju se po kompaktnosti i visokoj cjelokupnoj izvedbi.
Za rad kod kuće, preferira se ispravljač pretvarača. Obično ih zovu jednostavno pretvarači. Oprema ima vrlo kompaktnu veličinu. Na poslu su ga objesili za rame. Princip rada uređaja prilično je jednostavan.
Pretvara struju visoke frekvencije u istosmjernu struju. Rad sa ovom vrstom struje omogućava najkvalitetniji zavar.

Pretvarači su ekonomični, rade iz mreže kućanstava. Uz to, s njima je početnicima bolje raditi s njima. Izuzetno su jednostavni za uporabu i pružaju stabilan luk.
Nedostaci pretvarača uključuju veće troškove u odnosu na druge uređaje, osjetljivost na prašinu, vlagu i naponske udare. Prilikom odabira pretvarača za kućno zavarivanje obratite pažnju na raspon vrijednosti zavarivačkih struja. Minimalna vrijednost je 160-200 A.
Dodatne značajke opreme početniku mogu olakšati posao.
Od ovih ugodnih "bonusa" vrijedi napomenuti:
- Hot start - što znači porast početne struje dobivene u trenutku paljenja zavarivačkog luka. Zahvaljujući ovom luku, aktiviranje je puno lakše.
- Anti stick - automatski smanjuje struju zavarivanja ako se štap elektrode zaglavi. To olakšava njegovo odvajanje.
- Snaga luka - povećava struju zavarivanja ako se elektroda prebrzo dovede do proizvoda. Lijepljenje se u ovom slučaju ne događa.
Pored aparata za zavarivanje bilo koje vrste, potrebne su elektrode. Njihova marka najbolje je odabrati prema posebnoj tablici, koja označava vrstu materijala za zavarivanje.
Također će biti potrebna maska za zavarivanje. Najbolje od svega je onaj koji se nosi na glavi. Modeli koje trebate držati u ruci izuzetno su neugodni.

Maska može biti jednostavno zamračeno staklo ili takozvani "kameleon". Posljednja opcija je poželjnija, jer kad se pojavi luk, čaša automatski potamni.
Radite samo u posebnoj odjeći koja štiti od prskanja i ultraljubičastog zračenja. To mogu biti guste pamučne kombinezone, čizme ili visoke čizme, cerada ili gumene rukavice.
Tehnologija električnog zavarivanja
Učenje kako pravilno zavariti dijelove električnim zavarivanjem bolje je pod vodstvom iskusnih zavarivača. Ako vam to iz nekog razloga ne uspije, možete pokušati sami. Prvo morate pravilno organizirati radno mjesto. To je vrlo važno, jer se zavarivanje odnosi na visoke temperature, a samim tim i na požare.
Za rad morate odabrati radnu dasku ili bilo koju drugu podlogu izrađenu od nezapaljivog materijala. Drveni stolovi i slični proizvodi strogo su zabranjeni. Preporučljivo je da u blizini mjesta na kojem će se obavljati zavarivanje nema zapaljivih predmeta.
Obavezno stavite kantu vode u blizinu da biste uklonili moguće izvore zapaljenja. Pored toga, morate odrediti sigurno mjesto na kojem će se zbrajati ostaci rabljenih elektroda. Čak i najmanji od njih može izazvati požar.

Za prve neovisne šavove trebate pripremiti nepotreban komad metala i pokupiti elektrode za njega. Stručnjaci preporučuju korištenje šipki od 3 mm u takvim slučajevima. Manji promjer koristi se za zavarivanje tankih listova, što je nezgodno naučiti. Elektrodama većeg promjera potrebna je oprema velike snage.
Započinjemo uklanjanjem metalnog dijela na kojem će se nalaziti šav. Ne smije biti hrđe i zagađenja.
Nakon što je dio pripremljen, uzmite elektrodu i umetnite je u stezaljku aparata za zavarivanje. Zatim uzimamo isječak "uzemljenje" i čvrsto ga popravimo na dijelu. Ponovno provjerite kabel. Mora biti utisnut u držač i dobro izoliran.
Sada morate odabrati radnu snagu struje za zavarivanje. Odabir je prema promjeru elektrode. Odabranu snagu smo postavili na ploču opreme za zavarivanje.
Sljedeći korak je paljenje luka. Da biste to učinili, elektroda se mora dovesti do dijela pod kutom od oko 60 ° i vrlo polako držati na bazi. Trebale bi se pojaviti iskre. Čim se to dogodi, nježno dodirnite elektrodu prema dijelu i odmah je podignite na visinu ne veću od 5 mm.

U ovom trenutku treperi luk koji se mora održavati cijelo vrijeme rada. Njegova duljina treba biti 3-5 mm. Ovo je udaljenost između kraja elektrode i obratka.
Održavajući luk u radnom stanju, morate imati na umu da se tijekom rada elektroda izgara i postaje kraća. Ako je elektroda preblizu radnom komadu, može doći do lijepljenja. U tom slučaju morate ih malo prebaciti na stranu. Luk se možda neće paliti prvi put.Možda nema dovoljno struje, onda je treba povećati.
Nakon što početnik zavarivač nauči zapaliti luk i održavati ga u radnom stanju, možete pristupiti fuziji valjka. Ovo je najjednostavnija od svih operacija. Podmetamo luk i započinjemo vrlo glatko i precizno pomicanje elektrode duž budućeg šava.
Istovremeno izvodimo oscilatorne pokrete koji nalikuju polumjesecu s malom amplitudom. Rastaljeni metal na neki način smo "usrali" na sredinu luka. Dakle, trebali biste dobiti ravnomjerni šav koji izgleda poput valjka. Na njemu će biti prisutan mali valoviti priliv metala. Nakon hlađenja šava, trebate srušiti vagu u njega.
Tehnike lučnog zavarivanja - Načini zavarivanja
Da biste dobili visokokvalitetni šav, morate naučiti kako održavati, a zatim premjestiti luk. Posebno utječe na kvalitetu duljine električnog luka. Ako je veći od 5 mm, onda se smatra dugačkim.
U tom slučaju dolazi do nitriranja i oksidacije rastaljenog metala. Prska se kapljicama, dok je šav porozan i nije dovoljno jak. Ako je luk prekratak, može doći do nedostatka fuzije.

Za obavljanje zavarivanja koriste se različite metode. Detaljno razmotrimo glavne.
Opcija br. 1: spojevi donjeg dijela stražnjice
Najčešći i najjednostavniji način spajanja dijelova. Za metalne debljine do 0,8 cm koristi se dvostrano zavarivanje. Za metalne spojeve tanji od 0,4 cm izvodi se samo jednostrano zavarivanje.
Za rad se odabiru elektrode čiji je promjer jednak debljini metala. Ako prelazi 8 mm, zavarivanje se vrši reznim rubovima. Nadalje, kut rezanja je oko 30 °.
Zavarivanje se provodi u nekoliko prolaza. Preporučljivo je koristiti uklonjive obloge od čelika ili bakra kako biste izbjegli izgaranje. Prvi prolaz izvodi se elektrodom malog promjera, ne većom od 4 mm.
U procesu izvođenja prvog šava vrlo su važni njegova točnost i dubina prodora. Nakon njegove primjene, preko rubova ne smije biti istopljenog metala.
Za drugi i sve naredne prolaze koriste se elektrode šipke većeg promjera. Odabrani su za kvalitetno popunjavanje udubljenja oblikovanog između rubova.
Elektroda se polako pomiče duž šava, a pritom izvodi oscilatorne pokrete, kao da se ljulja elektroda s jedne na drugu stranu da u potpunosti ispuni praznine rastopljenim metalom.
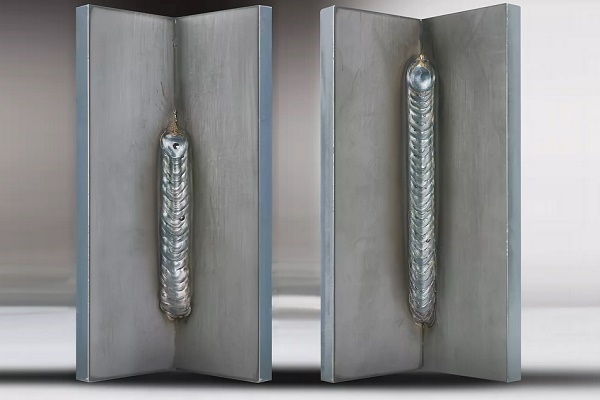
Opcija br. 2: spojevi donjeg kuta
Iskusni zavarivači tvrde da se dobri rezultati mogu postići zavarivanjem uglova "u čamcu". To znači da su dijelovi koje treba spojiti ugrađeni pod kutom od 45 ° ili drugim.
To osigurava najkvalitetniji prodor zidova proizvoda, a smanjuje se rizik od potkopavanja i nedostatka prodora. Ova metoda zavarivanja omogućava navarivanje zavara velikog presjeka u jednom prolazu.

Postoje dvije vrste brodskih zavarivanja - simetrično i asimetrično:
- Dijelovi nagnuti pod 45 °, Vjerojatnost progiba ili podrezanja jednog od zidova je minimalna. Zavarivanje obrnutim i direktnim polaritetom vrši se na maksimalnim vrijednostima struje. Prilikom provođenja obrnute polarnosti zavarivanja, duljina električnog luka treba biti minimalna.
- Dijelove nagnite pod kutom od 60 ° ili 30 ° - asimetrični "brod". Ova je opcija vrlo prikladna ako se posao izvodi na teško dostupnim mjestima, jer je amplituda pomicanja elektrode mala. Zavarivač usmjerava luk prema samom korijenu šava, pritom pazeći da ne pređe granice budućeg šava. Također nije dopušteno odlaganje previše metala u jednom prolazu.
Kutni spojevi mogu biti u obliku slova T, tako da morate naučiti kako zavariti metal pravilno i bez grešaka u nekoliko prolaza.
Uporaba jednog prolaza moguća je samo ako su jednostavne konstrukcije zavarene na strane, koje na zavarivaču za zavarivanje čine kut od 45 °. Promjer elektrode u ovom slučaju ne može prelaziti debljinu metala za više od 0,15-0,3 cm.
Standardno T-zavarivanje s više prolaza izvodi se na sljedeći način. Za prvi prolaz uzima se elektroda većeg promjera od one odabrane za naknadne prolaze. Na primjer, koristi se elektroda, čija veličina varira od 0,4 do 0,6 cm.

Zavarivanje se provodi glatko, bez poprečnih vibracijskih pokreta. Prilikom izvođenja preostalih prolaza oni se nužno izvode. Važno je da je amplituda oscilacija unutar prihvatljive širine šava.
Još jedna značajna točka. Prilikom T-zavarivanja kutnog spoja, električni luk uvijek treba zapaliti na polici koja se nalazi vodoravno.
Kada radite električno zavarivanje uglova pomoću vlastitog učinka, možete primijeniti vrstu preklapanja. U ovom se slučaju dijelovi za zavarivanje postavljaju jedan na drugi s preklapanjem. Luk s ravnom polarnošću trebao bi biti kratak, s naličjem - što kraći. Usmjerite luk točno na korijen spajanja.
Tijekom postupka zavarivanja potrebno je s elektrodom izvesti mali amplitudni povratni pokret. Tako će biti moguće jednoliko zagrijati cijelo područje zgloba. U ovom slučaju, bazen za zavarivanje je ravnomjerno ispunjen, a šav će biti konveksan i pune veličine.
Opcija br. 3: vertikalni šavovi
Šavovi usmjereni okomito izvode samo kratak luk. Radna struja bi trebala biti 10% -20% manja nego kod zavarivanja dijelova u donjem položaju. Ti su zahtjevi lako objasniti.
Manja struja znači da rastopljeni tekući metal neće iscuriti iz bazena za zavarivanje. Manji luk je praktičniji za upotrebu.

Iskusni zavarivači radije kuhaju vertikalne šavove odozdo prema gore. Luk je zapaljen na najnižoj točki budućeg šava. Zatim pripremite malu vodoravno smještenu platformu, čija dimenzije odgovaraju presjeku budućeg šava.
Zatim polako pomaknite štap elektrode prema gore. U ovom se slučaju nužno izvode pokreti preko veze.
Oni mogu biti u obliku božićnog drvca, kuta ili polumjeseca. Zadnja opcija je najlakša za izvođenje. Osim toga, važno je promatrati ispravan položaj elektroda.Teoretski, penetracija se najbolje izvodi ako je šipka okomita na šav, tj. Vodoravno.
Zavarene zavare karakteriziraju sljedeći kriteriji:
Praksa pokazuje da u ovom položaju štapa elektrode tekući metal teče niz šav. Da bi se to izbjeglo, odabire se kut štapa u rasponu od 45 ° -50 °. Ovo je najbolja opcija za vertikalno zavarivanje. Za zavarivanje dijelova u smjeru odozdo prema gore odabrane su elektrode čiji promjer ne prelazi 0,4 cm.
Opcija br. 4: detalji cjevovoda
Kod kuće se često morate sjetiti kako zavariti metalnu cijev električnim zavarivanjem. Okomiti šav obično se izrađuje sa strane dijela, a vodoravni šav oko oboda. Čelične cijevi stražnji zavarivanje. Svi rubovi sigurno dobro prokuhaju.
Da bi se smanjio priliv unutar cijevi, elektroda se dovodi do proizvoda pod kutom ne većim od 45 °. Širina šava treba biti 0,6-0,8 cm, visina - 0,2-0,3 cm.

Prije zavarivanja, dijelovi koje treba spojiti temeljno se očiste. Krajevi cijevi pregledavaju se. Ako su deformirani, ispravljaju se ili rezati pomoću rezača cijevi, Zatim se rubovi dijelova izglađuju do metalnog sjaja iznutra i izvana na udaljenosti od najmanje 1 cm od ruba. Zatim nastavite sa zavarivanjem.
Spoj se zavari bez prekida dok se potpuno ne zavari. Za ne rotacijske spojeve cijevi sa zidovima širine do 0,6 mm izvode se dva prolaza za zavarivanje, za proizvode sa zidovima širine 0,6 do 1,2 cm, tri prolaza, za dijelove sa zidovima širim od 1,9 cm, četiri prolaza.
Štoviše, svaki sljedeći šav se nanosi tek nakon što je vaga uklonjena iz prethodne.
Najvažnija je kvaliteta prvog šava. U procesu njegove primjene, svi tupi i rubovi trebali bi se potpuno rastopiti. Pukotine, čak i najmanje, ne bi trebale biti. Ako jesu, smiruju se ili seče. Potom se fragment ponovno kuha. Slično se izvodi zavarivanje rotacijskih cijevi.
Moguće pogreške u zavarivanju spojeva i šavova
Električno zavarivanje je složen proces i ne ide uvijek sve glatko.
Kao rezultat pogrešaka u radu, šavovi i zglobovi mogu imati različite nedostatke, među kojima su:
- Krateri. Mala udubljenja u zavarenoj kuglici. Može se pojaviti kao rezultat loma luka ili pogreške u izvršenju završnog fragmenta šava.
- Pore. Šav za zavarivanje postaje porozan kao rezultat onečišćenja rubova dijelova hrđom, uljem itd. Pored toga, poroznost se može pojaviti kada se šav prebrzo ohladi, pri velikoj brzini zavarivanja i pri radu s ne osušenim elektrodama.
- Podminiranih. Izgledaju kao mala udubljenja s obje strane perlice šava. Pojavljuju se kada se elektrode pomiču u smjeru okomitog zida prilikom zavarivanja kutnih spojeva.Osim toga, pri radu s dugim lukom ili ako su vrijednosti zavarivajuće struje previsoke, stvaraju se podočnjaci.
- Uključivanje šljake. Unutar zavarene kuglice nalaze se komadi šljake. To se može dogoditi kada su rubovi prljavi, brzina zavarivanja je visoka ili ako je struja zavarivanja preniska.
To su najčešći nedostaci zavarivanja, ali mogu biti i drugi.
Dodatne informacije o zavarivanju vertikalnih i vodoravnih šavova električnim zavarivanjem prikazane su u ovaj članak.
Zaključci i korisni video na temu
Značajke zavarivanja cijevi:
Kako odabrati inverter za zavarivanje:
Po želji, bilo koji kućni majstor može naučiti osnove zavarivanja. To nije tako teško. Bit će potrebno strpljenje, točnost i, naravno, točno izvršavanje svih uputa. Sve će biti puno jednostavnije ako se proces ovladavanja novom vještinom odvija pod vodstvom iskusnog stručnjaka.
Imate li osobno iskustvo spajanja dijelova električnim zavarivanjem? Želite li podijeliti svoje znanje ili postavljati pitanja o temi? Molimo ostavite komentare i sudjelujte u raspravama - obrazac za povratne informacije nalazi se ispod.
 Kako se provodi zavarivanje polietilenskih cijevi: upoznavanje s radom
Kako se provodi zavarivanje polietilenskih cijevi: upoznavanje s radom  Stroj za zavarivanje polietilenskih cijevi: što je bolje kupiti i kako ga pravilno koristiti
Stroj za zavarivanje polietilenskih cijevi: što je bolje kupiti i kako ga pravilno koristiti  Temperatura lemljenja polipropilenskih cijevi: glavne faze samozavarivanja + tablica vrijednosti
Temperatura lemljenja polipropilenskih cijevi: glavne faze samozavarivanja + tablica vrijednosti  Kako kuhati okomite i vodoravne šavove električnim zavarivanjem: upute po korak
Kako kuhati okomite i vodoravne šavove električnim zavarivanjem: upute po korak  Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom
Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom  Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca
Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca  Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama
Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama  Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi
Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Hvala! Naučio sam mnogo korisnih stvari za sebe. Kako zavariti kvadratne cijevi pod kutom od 90?
Koristan video, po mom mišljenju, posebno za delitante.
Hvala! Bilo je vrlo zanimljivo čitati.
Hvala na informacijama.