Stroj za savijanje profilne cijevi: kako izraditi stroj za savijanje cijevi vlastitim rukama

U domaćinstvima se stroj za savijanje profilnih cijevi ne koristi tako često da bi kupio skupu tvorničku opremu.
Kada se pojavi takva potreba, jednostavni savijač cijevi može se napraviti privatno, prethodno je odlučio kakav je takav dizajn pogodan za zadatak.
U ovom su članku detaljno analizirane sorte strojeva za savijanje cijevi, opisani su principi njihovog rada i metode konstrukcije.
Sadržaj članka:
Vrste strojeva za savijanje profilne cijevi
Postoje mnoge modifikacije opreme za promjenu konfiguracije profilnih cijevi. To je zbog minimalnog radijusa savijanja. Ako se ovaj važan parametar zanemari, na mjestu savijanja događa se promjena svojstava čvrstoće materijala za još gore. Morate znati i neke tehnološke sitnice. savijanje metalnih cijevi i uzmite ih u obzir tijekom rada.
Prilikom odabira dizajna uzeti u obzir materijal obratka, promjer, debljinu stijenke.
Razvrstavanje strojeva za savijanje prema vrsti pogona
Ovisno o vrsti pogona, strojevi dizajnirani za savijanje bilo kojih cijevi su ručni, elektromehanički i hidraulički.
Ručno. To su izuzetno jednostavni mehanizmi koji su dostupni za samostalnu izradu čak i osobi koja nije posvećena sitnicama rada s metalom.

Elektromehanički. Takav stroj ima pogon u obliku elektromotora - stepenika ili konvencionalnog, spojenog kroz niži stupanj prijenosa. Potonje rješenje omogućava kvalitetno savijanje zbog pravilne raspodjele napona.
Uređaj nije jednostavan za proizvodnju, zahtijeva posebno znanje i barem malo profesionalizma.

Hidraulični. Pogon u ovom modelu je ručni. Za razliku od jednostavne ručne konstrukcije, u krug je ugrađen hidraulički cilindar, koji značajno smanjuje mišićni napor koji se primjenjuje tijekom savijanja.
Valjci daju priliku saviti profilnu cijev u bilo kojem potrebnom smjeru. Ručni profil s hidraulikom male težine može saviti asortiman cijevi do 10 cm širine.

Vrste savijača prema načinu ugradnje
Postoji podjela zavoja profila i ovisno o načinu ugradnje. Razlikovati između stacionarne, prijenosne i nosive opreme. Stacionarni strojevi mogu imati oblik jednostavne betonske ploče sa šipkama ili čvrste opreme.
Kompaktni prijenosni savijači cijevi imaju potporno postolje, ali nosivi model nema podršku, odabire se svaki put kada koristite opremu.
Klasifikacija strojeva prema načinu savijanja
Dizajn stroja za savijanje profila i njegove performanse ovisit će o načinu savijanja. Postoje 3 glavne metode savijanja. Prvi je ekstruzija, kada se mijenja geometrija profilne cijevi pomoću valjka za deformiranje koji djeluje kao probijanje. Matrica u ovom slučaju izostaje.
Za obavljanje operacije potrebna su 2 snažna potpornja s suprotnih strana zavoja, koja služe i kao matrica. Kao takvi nosači koriste zakretne cipele ili valjke.
Budući da se sila postupno povećava i stalno ima okomiti smjer u odnosu na cijev, metoda omogućava dobivanje dobrog krajnjeg rezultata. Metodu primjenjujemo samo za rad u malom volumenu.
Drugi je prešanje. Za dobivanje zavoja koristi se princip visećih klupa - između cijevi i bušenja postavlja se segment cijevi.
Profili potonjeg, kako bi se dobilo visokokvalitetno savijanje, moraju točno ponoviti geometriju dijela. A također je u proračunu potrebno uzeti u obzir preostalu deformaciju metala. Kod kuće je ova metoda primjenjiva kad se ne zahtijeva velika točnost.

Treća - kotrljanje - univerzalna metoda koja se koristi za savijanje i cijevi s tankim i debelim zidovima. Savijanje se dobiva povlačenjem obratka između valjaka - jedan rotirajući i dva potporni.
Pored gore navedenog, savijanje cijevi može se izvesti i sljedećim metodama:
Bez obzira na odabrani dizajn, u neovisnoj proizvodnji stroja za savijanje cijevi potrebno je uzeti u obzir preporuke stručnjaka. Prilikom odabira materijala za krevet potrebno je poći od činjenice da debljina metala treba biti najmanje 1/6 širine profilirane cijevi.
Dakle, ako morate saviti cijev s presjekom pravokutnika s parametrima 50 x 25 mm, onda da biste izbjegli deformaciju kreveta tijekom savijanja, morate uzeti kanal ili ugao debljine najmanje 10 mm. Osnovna ploča i bušilica s tintom trebaju biti 2 puta deblji.
Optimalni promjer valjaka je najmanje u trostrukim veličinama presjeka. Polica kanala i kut koji se uzimaju za izradu okvira trebaju biti 2 i 3 puta veća od širine cijevi. Ako morate raditi na savijanju profilnih cijevi pravokutnog presjeka 50 x 25 mm, potreban vam je kanal 100 x 10 ili ugao 150 x 10.
Izrađujemo savijač hidraulične cijevi
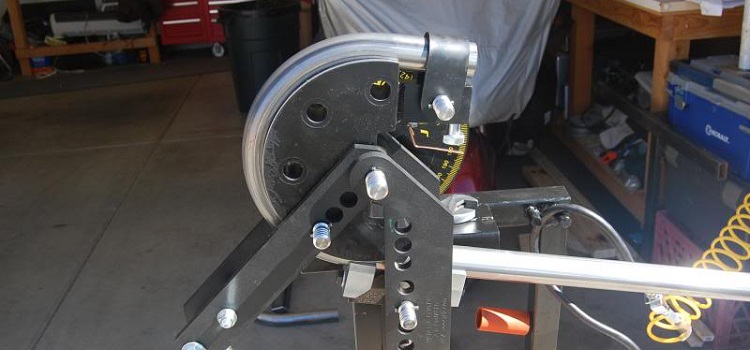
Razmislite o hidrauličnom alatnom stroju, gdje se savijanje događa zbog probijanja središnje cijevi kroz sredinu s ubodom fiksiranim na uzlaznoj šipki. Kao rezultat tijesnog kontakta obratka, odmaranog na dva nepomična valjka, s pomičnim udarom, potonji poprima oblik.

Za označavanje radne površine postavlja se okomita os, a na udaljenosti naznačenoj na crtežu od ruba i osi, bilježi se mjesto donjih rupa. Zatim označite mjesto gornjih rupa, odmaknite se od željene udaljenosti od ruba. Oni spajaju ravnu liniju s središtem tih rupa i polažu jednake segmente na nju.
Osi srednjih rupa bit će na sjecištu oznaka izrađenih nagnutom osi. Rupe na radnoj površini potrebne su za kontrolu polumjera savijanja radnog dijela. Budući da se radna površina sastoji od dva zrcalna dijela, drugi je označen na isti način.
Visina stroja određena je parametrima dizalice i udaljenosti označenom na crtežu simbolom "a". Za savijanje profilne cijevi širine 15 mm, ovaj razmak u neaktivnom stanju dizalice trebao bi biti približno jednak 20 mm.
Kod ovog dizajna sila koju udara je koncentrirana u svom gornjem dijelu. Kao rezultat ovog učinka, vanjski polumjer cijevi prolazi napetost, što može uzrokovati stanjivanje zida, a u nekim slučajevima i puknuće. Stoga se ovaj stroj ne preporučuje koristiti za deformaciju tankih zidnih obradaka.
Napravite savijač cijevi
Na takvoj opremi radni komad valjanjem poprima određeni oblik. U kućnoj radionici lakše je napraviti konstrukciju s 3 valjka s ručnim pogonom. Razmotrite dvije mogućnosti za takve strojeve.
Opcija rotacijske platforme
Princip konstrukcije takvog stroja za savijanje cijevi s presjekom koji nije okrugli je sljedeći:
- Glavni ležaj je zglobno povezan preko rotacijske platforme koja postavlja kut savijanja.
- Platformu pokreće dizalica na koju je naslonjena radna šipka.
- Razvlačenje profila izvodi se okretanjem ručke koja se nalazi na međuprostoru.
Za izradu osnove i nosača stroja potreban je kanal s visinom stijenke od 150 do 200 mm u količini od oko 3 m. Čelična cijev, unutarnjeg promjera jednaka vanjskom promjeru ležajeva, koja je podijeljena u 6 kratkih presjeka, pogodna je kao ležajevi za ležajeve, osnova valjaka.

Od kanala se izrađuju baza i dvije platforme. Odstupivši s jedne strane oko 0,5 m, vertikalno postolje je zavareno iz istog kanala. Da biste to učinili, dva su segmenta uparena kako bi stalak bio jak.
Strogo promatrajući vodoravni položaj, montiraju stacionarnu platformu, a stražnji stalak je zavaren na njega. Zatim uzimaju presjek profilne cijevi i povećavaju graničnike s visinom ne manjom od debljine profilne cijevi, čija se deformacija treba izvesti na stroju koji se proizvodi.
Platforma vodilica povezana je sa glavnim okvirom pomoću šarki za vrata. Ležajevi su montirani na produženim graničnicima i rubovima obje platforme zavarivanjem i ojačavaju konstrukciju kutovima. Osovine su umetnute u ležajeve, a na sredini je pričvršćena ručka.
Dizalica je montirana ispod ruba vodeće platforme i pričvršćena je na bazu pomoću vijčanog spoja.
Sastavljanje savijača cijevi s okretnom platformom izvodi se sljedećim redoslijedom:
Tri valjka za valjanje
Na ovom stroju cijev je položena na valjke koji se nalaze sa strana. Gornji pokretni valjak spušta se na proizvod odozgo i na taj način ga fiksirajte. Dalje, zakrenite ručicu i kroz lanac prenesite pokret na osovine. Cijev se proteže i mijenja svoju geometriju.
Postupno povećavajući pritisak zatezanjem steznog vijaka i izvlačenjem obratka postižu savijanje cijevi pod potrebnim kutom.

Da bi stroj radio u skladu s ovom shemom, potrebno je pripremiti policu i oblikovane metalne proizvode za okvir, osovine, 4 jake opruge, lanac, ležajeve, učvršćivače i druge detalje. Za ugradnju ležajeva potrebne su 3 osovine s parametrima koji odgovaraju zupčanicima i ležajevima.
Dvije osovine dizajnirane su za bočni položaj, a treća (stezanje) - za ovjes na oprugama. Te će se predmete najvjerojatnije naručiti u radionici, a ostatak možete učiniti vlastitim rukama.
Sastav stezne osovine uključuje ležajeve, zupčanike i prstenove. U prstenovima se rezaju navoji ispod steznih vijaka i izrađuju se žljebovi. Na policama kanala izvode se sjedala ispod steznog vratila. U završnoj fazi, konstrukcija se sastavlja počevši s ugradnjom okvira.
Nakon toga se stezne osovine na oprugama pričvršćenim na policu pomoću ključnog spoja suspendiraju.Na stranama su postavljene potporne osovine i između njih se povlači lanac, koristeći magnetski kutak kao držač.
Na jednom od njih, pričvršćujući ručicu rotirajućom cijevi, zatim izvode instalaciju dizalice. Pričvrstite ga na platformu s vijcima i zavarivanjem.
Pri postavljanju osovine ovjesa primjećuje se određeni redoslijed: prvo, instalirajte ga na policu, na njega su zavarene matice ispod opruga, platforma je okrenuta i povezana s oprugama. Treba napomenuti da se s povećanjem udaljenosti između valjaka, snage za savijanje smanjuju.
Za sastavljanje savijanja valjaka cijevi, trebat će vam:
Na našoj web stranici postoji još nekoliko članaka koji detaljno opisuju mogućnosti kućnih uređaja za savijanje profilnih cijevi, preporučujemo vam da pročitate:
- Kako sami napraviti savijač cijevi za profilnu cijev: pregled najboljih domaćih proizvoda
- Kako napraviti savijač cijevi vlastitim rukama: primjeri najboljih domaćih proizvoda
Kako saviti profilnu cijev na jednostavan način?
Najprimitivniji uređaj za promjenu oblika profilne cijevi je uporaba drvenog šablona. Može se koristiti u slučaju savijanja tankoslojnih cijevi izrađenih od čelika ili aluminija. Da bi napravili takav improvizirani stroj, uzimaju daske, na bilo koji način ih pričvršćuju i izrezuju predložak.

Debljina predloška na mjestu kontakta s cijevom trebala bi biti veća od visine poprečnog presjeka profilne cijevi za nekoliko centimetara. Rub predloška izvodi se nagibom, inače se cijev može skliznuti.
Dizajn je opremljen stopom i pričvršćen na neku stabilnu bazu. Cijev se postavlja između ravnine predloška i zaustavljanja, a materijal se počinje savijati, počevši od ruba cijevi. Ako započnete postupak savijanja iz središta, tada se cijev s tankim zidovima može spljoštiti.
U njega možete umetnuti metalnu šipku promjera jednakog provrta cijevi ili jednostavno uzeti dio cijevi i staviti ga na konja obradnog predmeta. U svakom će slučaju biti zgodnije.
Više detalja o savijanju profilne cijevi bez posebne opreme pročitajte u članku ove stvari.
Po istom principu izrađuju se snažniji strojevi. U tom se slučaju snaga stvara pomoću vitla, a cijev je učvršćena jača kako se ne bi slomila.
Zaključci i korisni video na temu
Osnovna pravila za proizvodnju stroja za obradu oblikovanih cijevi:
Stroj za savijanje cijevi, blizu tvorničkog dizajna:
Od svih mogućnosti strojeva za oblikovanje valjaka treba odabrati dizajn koji je najprikladniji za njegovu uporabu. Ponekad je najjednostavniji mehanizam dovoljan da sebi osigurate potrebnu količinu savijenog profila bez ikakvih posebnih financijskih troškova.
Imate li osobno iskustvo u izgradnji stroja za savijanje cijevi? Možda možete pružiti korisne informacije o temi članka i objaviti fotografiju napravljenog uređaja? Molimo ostavite komentare, podijelite iskustva, postavljajte pitanja u donjem bloku.
 Kako saviti profilnu cijev vlastitim rukama bez posebnih alata
Kako saviti profilnu cijev vlastitim rukama bez posebnih alata  Učinite samostalno ugradnju HDPE cijevi: upute za zavarivanje + kako saviti ili ispraviti takve cijevi
Učinite samostalno ugradnju HDPE cijevi: upute za zavarivanje + kako saviti ili ispraviti takve cijevi  Napravite zanate od propilenskih cijevi: napravite sami domaće mogućnosti
Napravite zanate od propilenskih cijevi: napravite sami domaće mogućnosti  Kako napraviti stolicu od polipropilenskih cijevi vlastitim rukama: detaljna uputstva za proizvodnju
Kako napraviti stolicu od polipropilenskih cijevi vlastitim rukama: detaljna uputstva za proizvodnju  Instalacija bakrenih cijevi: Napravite bakrene cijevi
Instalacija bakrenih cijevi: Napravite bakrene cijevi  Napravite uradi sam tehnologiju zavarivanja polipropilenskih cijevi: pregled metoda i nijansi
Napravite uradi sam tehnologiju zavarivanja polipropilenskih cijevi: pregled metoda i nijansi  Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom
Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom  Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca
Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca  Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama
Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama  Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi
Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}