Kako su metalne cijevi savijene: tehnološke suptilnosti radnog učinka

Cijevi savijene pod kutom našle su primjenu u naftnoj i kemijskoj industriji, strojevima i uređajima. Niti jedan arhitektonski ili građevinski projekt nije potpun bez njih.
Za skretanje se mogu upotrijebiti sve vrste okova, ali tada mogu doći do curenja, a ponekad je to iz estetskih razloga jednostavno neprihvatljivo. Savijanje cijevi pruža atraktivniji izgled i visoku pouzdanost - postupak koji ne narušava njihovu cjelovitost.
Reći ćemo vam kako je najbolje saviti metalnu cijev koristeći i hladnu i vruću tehnologiju. U članku koji smo predstavili opisane su specifičnosti savijanja cijevi izrađenih od različitih materijala. Dane su značajke rada s profilnim i običnim okruglim cijevima.
Sadržaj članka:
Značajke postupka savijanja
Svaki metal ima svoje karakteristike, bez njihovog razmatranja valjanom metalu je nemoguće dati složen oblik. Na savijanje cijevi djeluju radijalne i tangencijalne sile.
Prvi deformiraju odjeljak, a drugi pridonose pojavi nabora. Glavni uvjet za konačni rezultat je da presjek cijevi mora ostati nepromijenjen, a na zidovima ne bi trebalo biti nabora. Savijanje vam omogućuje da minimalizirate broj zavarenih slojeva prilikom polaganja cjevovoda sa svim vrstama zavoja.
Načini savijanja cijevi
Na temelju potrebnog kuta savijanja, materijala i promjera cijevi, savijanje se može obaviti ručno ili pomoću posebne opreme. Razlikuju se i vruće i hladno savijanje, s punjenjem šupljine cijevi i bez punjenja.

Nakon prestanka opterećenja dolazi do pojave opruge koja je proporcionalna modulu elastičnosti materijala. Veličina moguće deformacije ovisi i o primijenjenoj metodi savijanja i geometriji predmeta.
Specifičnosti vruće tehnologije
Ova se metoda odabire kada je potrebno saviti cijev promjera 10 cm ili više. Deformirati cijevi vrućim putem, bilo ručno, bilo pomoću mehanizama. Postoji tako nešto kao minimalni polumjer savijanja.
Duljina zone cijevi, koja se mora zagrijati, određuje se na temelju promjera cijevi i kuta savijanja. Nadalje, zaobljivanje ne može biti manji od promjera puta 3.
Pronađite duljinu grijanog područja prema formuli:
L = α x d / 15
U formuli: L je željena duljina u mm, α je kut savijanja u stupnjevima, d je promjer cijevi vani u mm, 15 je koeficijent. Pretpostavimo da se cijev promjera 200 mm mora saviti pod kutom od 60 °, a zatim L = 60 x 200/15 = 800 mm, tj. 4 promjera.

Za savijanje cijevi mora se zagrijati na 900⁰. Optimalna temperatura za početak savijanja je 760⁰, a na kraju - 720⁰C. Kada se zapali, karakteristike čvrstoće materijala se pogoršavaju.
Proces vrućeg savijanja uključuje nekoliko operacija:
- izrada predloška;
- pakiranje pijeska;
- označavanje parcele;
- grijanje;
- savijanje.
Kako se ne bi deformirao dio cijevi i na njegovom unutarnjem dijelu na mjestu savijanja, slatkiši se ne formiraju, unutarnji prostor je ispunjen kvarcnim pijeskom.
Pijesak se prethodno osuši i kalicira kako bi se uklonile organske nečistoće na temperaturi od 150 do 500 °, a zatim se prolaze kroz sitno sito veličine mrežice od 3,3 x 3,3 mm. Prije nego što počnete puniti cijev, morate je zataknuti na jedan kraj.
Kao čepovi se koriste drveni ili metalni čepovi koji imaju otvor za izlaz plinova. Sitni i vlažni pijesak se ne može koristiti, kao prva je sintrana i čvrsto se prianja na zidove cijevi kada su izloženi toplini.
Drugi, kao rezultat stvaranja pare, doprinosi pojavi visokog unutarnjeg tlaka, što može uzrokovati da pluta leti van.Prisutnost šljunka u pakiranju je neprihvatljiva, mogu se gurnuti kroz zid cijevi.
Postupak punjenja cijevi je dugotrajan, pa se transportira u toranj i daje mu blago nagnut ili okomit položaj. Budući da kvaliteta zavoja izravno ovisi o brtvi za pakiranje, cijev se kontinuirano cijevi tijekom cijelog postupka. Prigušen zvuk ukazuje na dobro punjenje predmeta.
Prije nego što se izravno započne s glavnim postupkom, odjeljci budućih zavoja crtaju se na cijevi ispunjenoj pijeskom, pričvršćujući predložak. Grijane cijevi u peći ili peći. Savijaju se i ručno i mehanički.
U potonjem slučaju koriste se posebne ploče, opremljene potisnim stupovima, uz pomoć kojih je grijani dio cijevi učvršćen i stezaljkama koje služe za držanje kraja cijevi na ploči. Na suprotni kraj cijevi postavlja se kabel, čija napetost uz pomoć vitla ili špice dovodi do savijanja cijevi.
Da se zidovi cijevi ne bi deformirali, brtve se postavljaju u prostor cijevi regala - ravno ili zakrivljeno. Slobodni kraj pričvršćenim kabelom pričvršćen je postoljem. Tijekom postupka kontrolirajte geometriju cijevi, povremeno primjenjujući predložak na nju.
Savijanjem cijevi pod željenim kutom, utikači se uklanjaju iz nje izgaranjem ili jednostavno nokautiranjem. Pijesak se izlije, cijev se očisti i opere. Izvršite završni test savijanja pomoću predloška.
Hladno savijanje
Za promjenu konfiguracije cijevi malih promjera koriste se različiti ručni alati za velike - mehanizirane cijevi za savijanje. Kod kuće se najčešće zahtijeva savijanje vode i plina čelične cijevikoristi se u uređaju vodovoda i grijanja.
Savijanje cijevi ispod 90⁰ naziva se zavoj, 180⁰ - kalah, s izbočinom - potka, u obliku petlje - nosač.

Za ručno savijanje postoje i drugi uređaji. Kod kuće, za proizvodnju zavojnice za grijanje vode, cijev od nehrđajućeg čelika promjera oko 20 mm jednostavno je namotana na komad cijevi velikog promjera. Prije toga, nosač je zavaren na veliku cijev, postavljen na nosače i stegnut.
Cijev je čvrsto nabijena pijeskom i zatvorena plutama, zatim umetnuta u nosač i navijanje započinje. Potrebno je provući cijev koja se koristi kao predložak, pa će biti potrebno uložiti najmanje dvije osobe. Po završetku navijanja zavojnica se izravnava.

Savijanje cijevi od nehrđajućeg čelika ili drugog materijala kod kuće može se obaviti na najjednostavnijem uređaju. Preporučljivo je prijaviti se za male količine posla.
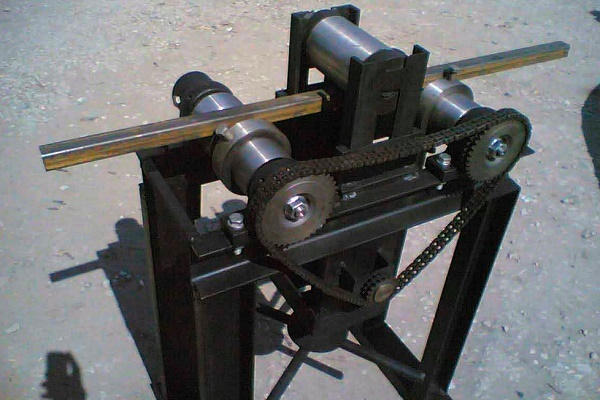
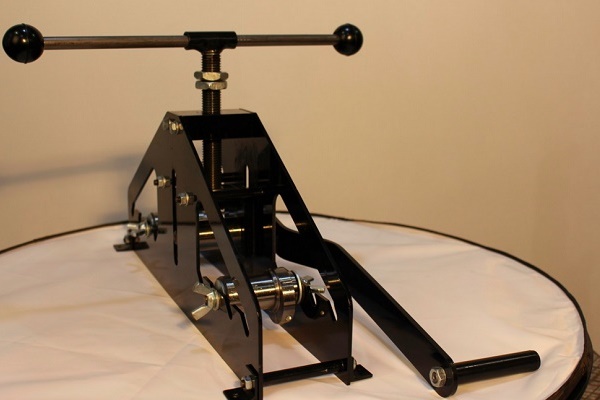
Jednostavan mehanički stroj za savijanje cijevi može se izraditi vlastitim rukama, posebno ako imate vještine zavarivača i poznajete stroj za zavarivanje:
Da bi napravili primitivca uređaj za savijanje cijevi trebaju ploča od betona, igle napravljene od metala i čekić. Ploča je podijeljena u ćelije 40 x 40 ili 50 x 50 mm. Na uglovima ćelija buše se rupe s probijačem i u njih se ubacuju igle.
Cjevasti proizvod umetnut je između igle i, primjenjujući silu, saviti se. Točnost s ovom metodom savijanja nije idealna, ali za korištenje radnog predmeta kod kuće sasvim je dovoljno. Za savijanje s većom točnošću možete upotrijebiti uređaj izrađen na osnovi dizalice.

Kako se unutarnji lumen cijevi ne deformira, primijenite sredstva koja suprotstavljaju ovaj proces iznutra. Kao unutarnja ograničenja najčešće se koristi pijesak. Istodobno, čep se umetne u jedan kraj cijevi, a pijesak se ulijeva kroz drugi, a zatim se začepi plutom. Zatim se vrši savijanje.
Ponekad je graničnik opruga posebno izrađena za tu svrhu. Za navijanje koristite žicu s promjerom od 1 do 4 mm. Opruga bi trebala slobodno ući u cijev na mjestu savijanja, ostavljajući dio žice vani.
Hidraulički sustav ručnog alata, prijenosnih i nepomičnih strojeva uvelike olakšava proces savijanja i ubrzava proces deformacije cijevi:
Nakon savijanja, opruga se uklanja povlačenjem žice. U slučaju rada s cijevi s kvadratnim presjekom, za proizvodnju opruge odabire se žica s istim presjekom.
U tu svrhu je također prikladan snop žice koji se sastoji od zasebnih segmenata koji guraju jedan po jedan prema mjestu budućeg zavoja. Nakon što je operacija dovršena, segmenti se uklanjaju jedan po jedan. Nehrđajuću cijev možete ručno saviti presjekom do 4 cm i debljinom stijenke 0,3 cm.

Za rad velikih promjera potrebna vam je profesionalna oprema. Postoje strojevi za savijanje cijevi opremljeni vrhom. Ovaj strukturni element obična je metalna šipka.

Prije početka postupka savijanja postavlja se unutra kako bi se spriječila deformacija zidova cijevi. Magle, uključene u komplet, imaju različit odjeljak, tako da možete odabrati pravi za određeni promjer cijevnih proizvoda.
Promjena konfiguracije cijevi od obojenih metala
U obojenim metalima postoji vrlo korisno svojstvo - visoka duktilnost. Međutim, oni nemaju dovoljnu snagu. Tijekom savijanja, kao rezultat primjene tlačnih i vlačnih sila, može doći do kolapsa ili puknuća cijevi. Da biste spriječili da se to ne dogodi, morate strogo slijediti tehnologiju.
Kako saviti bakrene i mesingane cijevi?
Za savijanje bakra kao i mesinganih cijevi koriste se i vruće i hladne metode. Prilikom odabira prvog kao unutarnjeg punila odaberite pijesak, a drugi - rastopljene kolofonije. Tehnologija savijanja ista je kao kod čeličnih cijevi.
Cijevni proizvodi izrađeni od bakra i mesinga prije hladnog savijanja podliježu žarenju s naknadnim hlađenjem. Raspon temperature za oba materijala je isti - od 600 do 700 ° C. Razlika je u rashladnom mediju - bakar se stavlja u vodu, a mjed se hladi u zraku.
Nakon završetka postupka kolofonija se uklanja mirisom. Kako bi se spriječilo puknuće cijevi, postupak ni u kojem slučaju ne započinje od sredine cijevi, samo od krajeva. Kao uređaji za savijanje koriste se jednostavni alati i sofisticirani alatni strojevi.
Ručni savijači cijevi djeluju zbog fizičkih napora osobe, dok hidraulični savijači smanjuju ove napore na minimum. I jedni i drugi opremljeni su zamjenjivim mlaznicama za mogućnost izbora željenog promjera.

Mnogo je lakše raditi s bakrenim i mjedenim cijevima nego sa čeličnim cijevima, ali deformacija metala tijekom savijanja događa se prema istim zakonima fizike. Na savijenom dijelu vanjska površina doživljava napetost, zbog čega zidovi postaju tanji.
Unutar cijevi događaju se obrnuti procesi - zid se skuplja i postaje deblji. Postoji opasnost da se kružni presjek pretvori u ovalni i smanji se uvjetni prolaz, tako da ne možete započeti savijanje bez poduzimanja mjera za sprečavanje ovih pojava.
Savijanje aluminijskih cijevi
Glavne metode savijanja aluminijskih cijevi iste su kao mesing ili bakar:
- guranje između valjaka;
- valjanje;
- otkotrljati se;
- tlaka.
Prije nego što odlučite o tome kako i kako saviti aluminijske cijevi, morate se upoznati sa svakom. Prva metoda koristi se za cijevi s tankim zidovima maksimalnog promjera 10 cm, kada trebate dobiti nježni zavoj s malim zahtjevima točnosti. Ovdje je strogo reguliran minimalni polumjer. Njegova vrijednost je 5-6 promjera cijevi.
Zakrivljenost plohe određuje položaj valjka koji se odbija. Na taj se način najčešće izrađuju ukrasni elementi interijera. Na drugi način je savijen materijal cijevi velikog promjera, za koji se koriste savijači cijevi s 3 valjka. Cijev se povlači između pogonskih valjaka, čija orijentacija određuje polumjer savijanja.

Točnost ove metode je čak niža od prethodne, ali dio se može podvrgnuti ponovljenom savijanju i ponavljanju postupka sve dok se ne dobije željena geometrija.
Savijanje aluminijskih cijevi s tankim zidom može se obaviti ručno, ako se pravilno pripremi:
Postupak vraćanja ne predviđa prisustvo unutarnjeg punila, pa se ne koristi za dobivanje malih radijusa. Kad odaberete ovu metodu, neće raditi na ispunjavanju strogih zahtjeva glede ovalnosti presjeka na zavoju.
Za deformaciju aluminijske cijevi pomoću tlaka koriste se preše s matricama postavljenim na njih s matricom željenog oblika. Zadana geometrija nastaje kao rezultat utjecaja tlaka izvana.
U nekim slučajevima, tlak može biti unutarnji kada se cijev postavi u kalup i tekućina se dovede unutar pritiska koji je dovoljan da ga pritisne uza zidove.
Duralumin cijevi nije lako saviti, kao ovaj je materijal prilično tvrd i proljetan. Da bi se olakšao postupak, ispaljuju se neposredno prije savijanja na temperaturi od 350 do 400 ° C, a zatim čekaju dok se cijevi prirodno ne ohlade u zraku.
Metode savijanja cijevi velikog promjera
Relativno nedavno se pojavile metode savijanja cijevi koje uključuju industrijske i visokofrekventne struje i savijanja napetošću. U prvom se slučaju koristi visokofrekventna visokofrekventna instalacija u kojoj se cijev promjera 95 - 300 mm zagrijava, savija i hladi.
Sastoji se od dva dijela - mehaničkog u obliku stroja za savijanje i električnog, koji uključuje električni dio i visokofrekventnu instalaciju.
Cijev se deformira samo u grijanom području koje se nalazi u zoni induktora. Promjena geometrije u unaprijed određenu veličinu događa se pod utjecajem valjka koji se odbija. Pomoću ove metode može se dobiti zavoj s zakrivljenjem malog polumjera.
Savijanje drugom metodom vrši se na strojevima za savijanje, čiji skup uključuje rotacijski stol. Na cijev djeluju velike sile zatezanja i savijanja. Ovo vam daje strmo zakrivljene zavoje s konstantnom debljinom stijenke po cijelom obodu.
Metoda se koristi za savijanje cijevi velikog promjera u zrakoplovstvu, automobilskoj industriji, brodogradnji, gdje se na cjevovod postavljaju velike zahtjeve. Prednost je mogućnost savijanja cijevi zidom od 2 - 4 mm do 180 °.
Značajke su fleksibilni asortiman profila
Proizvodi od profilnih cijevi imaju estetskiji izgled od svojih kolega s kružnim presjekom, pa se često nalaze u kućanskim strukturama. Pri savijanju, sile kompresije djeluju na njega iznutra, a zatezne sile izvana. Pažljivo odaberite način savijanja prije nego što nastavite s ovom operacijom.
Asortiman profila uključuje cijevi s presjekom u obliku kvadrata, ovalne, pravokutnika.
Postoji nekoliko nijansi i na njih ne smijete zaboraviti kad radite cijevi fleksibilnog oblika kod kuće bez posebne opreme:
- Optimalna duljina savijenog dijela za profilirane cijevi s tankim stijenkama i dijela do 2 cm je visina cijevi pomnožena sa 2,5.
- Za cijevi s debelim zidovima duljina zone savijanja određuje se množenjem presjeka na tri. U protivnom, ne može se izbjeći pucanje materijala izvana ili njegova deformacija iznutra.
- Minimalna vrijednost polumjera zakrivljenosti je presjek savijanja pomnožen s 2,5.
Bez razmatranja ovih zahtjeva ne možete se nadati dobrom rezultatu. Načini savijanja ne razlikuju se od onih koji se koriste pri radu s proizvodima s kružnim presjekom. Osim toga, možete koristiti metodu ručnog savijanja s provedbom poprečnih rezova, koji se izvode na tri strane cijevi.
Duljina rezova i njihov broj određuje se izračunavanjem. Pretpostavimo da postoji cijev 40 x 90 mm. Potrebno je izvršiti potpuno skretanje, tj. savijte duž zida 40 mm pod kutom od 180 ° s polumjerom od 150 mm. Prvo izračunajte duljinu polukruga duž vanjskog polumjera:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Za unutarnji polumjer proračuni su isti:
LVN. = (2 x 3,14 x 150): 2 = 471 mm.
Zbroj duljina rezova na unutarnjem polumjeru određuje se formulom: Lout = L - Lin = 596,6 - 471 = 126 mm.
Želeći to učiniti sami ručni savijač cijevi ili stroj za savijanje cijevi za profil vlastitim rukama ćemo u člancima koje smo predložili naći puno korisnih informacija, dijagrama i korisnih preporuka.
Ako smatrate da brusilica može napraviti rez sa širinom od 5 mm, tada će se na ravnini savijanja duljine 126 mm dobiti 25 utora, nakon čega se cijev savija sve dok rubovi rezova ne dođu u dodir. Prorezi se vare i šavovi se čiste.

Postoji još jedan način da se profilne i okrugle cijevi savijeju, ali to se može koristiti samo zimi. Da biste to učinili, utikajte cijevi na krajevima cijevi, napunite vodu i pričekajte dok se stvrdne. Cijev se savija, kontrolirajući postupak pomoću šablona, zatim se čepovi uklanjaju i tekućina uklanja.
Zaključci i korisni video na temu
Isječak # 1. Saznajte kako saviti cijev pomoću improviziranih alata iz ovog videozapisa:
Isječak # 2. Kako saviti cijev bilo kojeg dijela u krug:
Isječak # 3. Domaći savijač cijevi je neophodna stvar u domaćinstvu:
Prilikom izvođenja popravaka ili izgradnje kuće često se javlja potreba za savijanjem cijevi - okrugle ili profilne. Ako je glasnoća mala, možete to učiniti sami. Masovno savijanje cijevnih proizvoda moguće je samo s posebnom opremom.
Recite nam o tome kako ste savijeli metalnu cijev za staklenik ili druge svrhe. Podijelite tehnološke nijanse poznate samo vama s posjetiteljima web mjesta. Napišite komentare u donji blok, pošaljite fotografiju na temu članka, postavite pitanja.
 Rezanje cijevi pod kutom: prednosti i nedostaci različitih metoda + primjer rada
Rezanje cijevi pod kutom: prednosti i nedostaci različitih metoda + primjer rada  Ispitivanje tlaka metalno-plastičnih cijevi: redoslijed i nijanse rada
Ispitivanje tlaka metalno-plastičnih cijevi: redoslijed i nijanse rada  Presavni spojevi za plastične cijevi: vrste, označavanje, svrha + primjer ugradnje
Presavni spojevi za plastične cijevi: vrste, označavanje, svrha + primjer ugradnje  Kako se postavlja cijev bez rovova: značajke metode + primjer rada
Kako se postavlja cijev bez rovova: značajke metode + primjer rada  Lemljenje polipropilenskih cijevi: pravila rada i analiza mogućih pogrešaka
Lemljenje polipropilenskih cijevi: pravila rada i analiza mogućih pogrešaka  Zamjena cijevi za kupaonicu: korak po korak vodič za rad
Zamjena cijevi za kupaonicu: korak po korak vodič za rad  Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom
Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom  Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca
Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca  Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama
Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama  Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi
Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sjajan članak 🙂