Polipropilén csövek forrasztási hőmérséklete: az önhegesztés fő lépései + az értékek táblázata

A házak és lakások építésének egyik fázisa a vízellátásért vagy a szennyvíz elvezetéséért felelős kommunikáció telepítése. A polipropilén csövek összeszerelése sokkal könnyebb, mint a fémszerkezetek telepítése. Csatlakozásukhoz olyan szerelvényeket használnak, amelyeket speciális berendezések - vasaló - segítségével hegesztnek.
Javasolt cikkünkben leírjuk a kötések készítésének technológiáját, és megadjuk a polipropilén csövek forrasztásának standard hőmérsékletét. Beszélünk a tartós és szoros illesztések előállításához szükséges előkészítő intézkedésekről. Tanácsunk alapján probléma nélkül össze tudja szerelni a csővezetéket.
A cikk tartalma:
Forrasztás PPR csövek összekapcsolásának egyik módja
A hegesztési folyamat során minden fontos: átmérő, a PP termékek forrasztási hőmérséklete, a hegesztőgép expozíciós ideje. De először meg kell ismerkednie a technológia alapjaival és meg kell tanulnia az eszközök használatát.
A forrasztási folyamat elindítása az anyag típusának és méretének meghatározása nélkül lehetséges. Kínálunk hasznos információkat találni, amelyek segítenek a megfelelő választásban polipropilén csövek és szerelvények, és elvégzi telepítésüket is, ismerve a folyamat árnyalatait és sorrendjét.
Mit kell tudni a polipropilén csövekről?
Hegesztési technológia (vagy forrasztás - mindkét kifejezés egyaránt alkalmazható) a polipropilén tulajdonságait biztosítja - egyetemes felhasználásra szánt műszaki polimer. Olvadékony, de lehűtés és megszilárdítás után visszatér az ellenálló képesség és szilárdság jellemzőihez.
A csövek átmérőjétől, falvastagságától, színétől és jellemzőitől függően különböznek egymástól. A –16–110 mm átmérőtartomány miatt bármilyen műszaki megoldás megvalósítható.

Nem szabad figyelni a polimer színére, mivel azt a gyártó választja meg saját belátása szerint, azonban a szalagok színe számít:
- kék - hideg vízellátáshoz;
- piros - meleg vízellátáshoz és fűtéshez.
Azon alapvető információk, amelyekre a csövek vásárlásakor és forrasztásakor támaszkodni kell, meg vannak jelölve. A polipropilén cső anyagát betűkombinációk jelzik PPR, PP-H, PP-B, PPRC.

A névleges nyomás szerinti osztályozás, amely a maximálisan megengedett speciális körülmények között történő telepítéshez, segít kiválasztani háztartási vagy ipari rendszerek termékeit.
Ennek alapján a PPR csövek 4 típusát különböztetik meg:
- PN-10 (1,0 MPa névleges értékkel) - hideg víz szállítására tervezték. Néha padlófűtésre használják őket, feltéve, hogy a hűtőfolyadék nem melegíti +45 ° C felett.
- PN-16 (1,6 MPa névleges értékkel) - meleg / hideg vízellátó rendszerek szereléséhez használják. A megengedett hőmérséklet +60 ° C.
- PN-20 (névleges értéke 2,0 MPa) - ellenállnak + 80-90 ° C-ig tartó hőmérsékleteknek a vízkalapáccsal védett csővezetékekben.
- PN-25 (névleges értéke 2,5 MPa) - nemcsak önálló, hanem központosított vízellátáshoz is megfelelő. Az ajánlott maximális hőmérséklet +95 ° C, de még magasabbnak is ellenáll.
Sokkal jobb túlfizetni és megvásárolni a kissé jobb értékű, megbízható csöveket, mint a hőmérsékleti paraméterek által korlátozott anyagot megtakarítani és felhasználni.
A csövek gyártásakor az elv érvényes: minél magasabb a hűtőfolyadék hőmérséklete és a rendszer nyomása, annál vastagabb a fal.

Ez a PPR csövek megfelelő használatához szükséges minimális ismeret. Folytatjuk a folyamat rövid leírását.
A forrasztási folyamat technológiai leírása
Kétféle típus létezik polipropilén forrasztás - popsi és ujj. Az elsőt gyakorlatilag nem használják otthoni kommunikációs eszközökhöz, mivel különbözik az összetett technológiától, és kizárólag nagy átmérőjű csomagtartó csövek csatlakoztatására szolgál.

A hegesztés alapelve az, hogy két, körülbelül egyenlő átmérőjű és falvastagságú csődarabot melegítünk egy speciális szerszámmal, és harang alakú módon csatlakoztatjuk.
A fő jellemző: a tengelykapcsolónak hideg állapotban átmérőjének kissé kisebbnek kell lennie.

Hevítéskor polimer fúziós zóna alakul ki. Fontos, hogy csak az egymással szomszédos munkavállalókra vonatkozzon.
Fontos itt az alkatrészek gyors eltávolítása a szerszámból, és összekapcsolásuk, amelynek eredményeként két szegmens összeolvad az egyikben, amelyet a polimerizáció követ. A csatlakozás megbízhatósága függ a fűtési időtől és a helyesen kiválasztott hőmérséklettől.
Normál hőmérséklet
Mind a túlmelegedés, mind a nem megfelelő hevítés hátrányosan befolyásolja a hegesztés eredményét. Az első esetben az elemek deformációja következik be, a henger beáramlása, a belső átmérő csökkenése. Ezt követően az egyenetlen illesztések területén léptékképződés és dugaszok kialakulása lehetséges.
A második esetben a csatlakozás gyenge lesz, és a elégtelen szorosság miatt a szivárgás veszélye továbbra is fennáll.

A hegesztési technikát és a következő paramétereket kell figyelembe venni a csővezeték áttörésének kockázata miatt:
- hegesztett termékek átmérője;
- fűtési és hűtési idő;
- berendezés hőmérséklete;
- környezeti hőmérséklet.
Úgy gondolják, hogy a folyamat hegesztés PP csövek -10 ° C alatti hőmérsékleten nem praktikus elvégezni, a felső határ +90 ° C. A legkedvezőbb a környezeti hőmérséklet 0 ° C és +25 ° C között. A memória megkönnyítése érdekében a szükséges hőmérsékleti és időértékeket egy táblázatba foglaltuk.

Ha a helyiségben vagy az utcán a levegő hőmérséklete +5 ° C alatt van, a fűtési idő kb. 50% -kal, azaz kétszer növekszik. A fűtési hőmérséklet értéke mindenütt azonos - +260 ° С. Az érvényes tartomány + 255-280 ° C.
Érdekes, hogy a paraméter megválasztása nem függ a cső átmérőjétől - ugyanazokat az értékeket kell használni mind 16, mind 50 mm-re. Csak az időszakok változnak. Ezért a polipropilén csatlakozók és csövek hegesztési hőmérsékletét általában nem tüntetik fel a technológiai táblázatokban.
Részletes telepítési utasítások
A forrasztási folyamat gyors. Ez látható a táblázatba bevitt adatok elemzésével. Például két, 20 mm átmérőjű elem csatlakoztatásához szobahőmérsékleten 5 másodpercig melegszik, újabb 4 másodpercig kell csatlakozni, majd 180 másodpercig lehűlni. Összesen - 3 perc 9 másodperc.
Ebben a tekintetben fontos az összes mozgás kidolgozása, hogy a már fűtött elemek összekapcsolásakor ne kerüljön sor. Vegye figyelembe az egyes szakaszok árnyalatait polipropilén csövek szerelése külön-külön.
1. szakasz - Speciális eszközök előkészítése
Az otthoni forrasztáshoz csak a polipropilén alkatrészek hegesztésére tervezett berendezésekre lesz szükség - csövek, szögek, csatlakozók, pólók, dugók.
Érdemes új szerszámot beszerezni, ha a vízellátó rendszert tervezik a semmiből összeszerelni további karbantartással. Az egyszeri munkához felszerelés bérelhető. vas PP csövek hegesztéséhez vagy vesz egy ideig barátaitól. A speciális szerszámok mellett szintre, jelölőre, vonalzóra vagy mérőszalagra is szükség lesz.
2. szakasz - jelölés és csővágás
A csövek vágását korábban, az első forrasztás előtt végezték el. Javasoljuk, hogy készítsen el minden elemet és rakja össze őket a vázlat szerint. Fűtési rendszer vagy vízellátás telepítésének része.

Megmérjük a kívánt hosszúságú csőszakaszokat, óvatosan vágjuk le csővágó. Ezután kiválasztjuk az átmérőhöz megfelelő szerelvényeket - ezek általában csatlakozók, pólók és könyök.Ha az elemek megerősítve vannak, távolítsa el az alumínium réteget.
Ennek eredményeként a hegeszthető alkatrészek széleinek tökéletesen egyenleteseknek kell lenniük, a csővezeték tengelyére merőlegesen levágva, megtisztítva és zsírtalanítva.
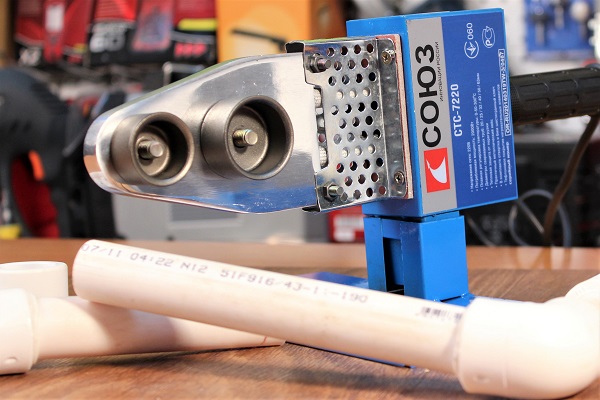
3. szakasz - összekötő elemek és fűtés
Telepítjük az eszközt, kiválasztjuk a kívánt átmérőjű csatlakozókat és tüskéket. Dugjuk be a hálózatba és melegítjük, mivel már tudjuk, hogy mekkora optimális hőmérsékleten kell polipropilén csöveket forrasztani - +260 ° С. Ő az, aki szerepel a forrasztópáka használati útmutatójában.
Felhívjuk figyelmét, hogy néhány gyártó olyan készülékeket gyárt, amelyek hőmérséklete legfeljebb +320 ° C. Ez nem azt jelenti, hogy maximálisan fűtést kell előállítania. Figyelmesen olvassa el az utasításokat - meg vannak adva azok a feltételek, amelyek között a magas fűtési érték megengedett.
A csatlakoztatható alkatrészek végén jelöljön meg jelzéseket, amelyek jelzik a melegítés mélységét. Ismét ellenőrizzük, hogy a munkafelületek szárazak és zsírtalanultak-e, mivel a nedvesség vagy a csúszós felület szivárgást okozhat az ízületben.

Az alkatrészek beszerelésének pillanatától kezdve elkezdjük a másodpercek visszaszámlálását - a táblázatban megadott értékek szerint. A beállított idő elteltével eltávolítjuk az alkatrészeket, gyorsan helyezzük a csövet a csatlakozóba - ugyanazzal a jelig. Megpróbáljuk az alkatrészeket koaxiálisan elrendezni, csak néhány másodperc van a helyzet helyesbítésére. Az elemek torzulása és csavarodása tilos!
Tartsa a csomót a megfelelő helyzetben, amíg a polimerizáció meg nem történik. Általában 3 vagy annál több perc - a táblázat szerint ellenőrizzük a hűtési időt. A hűtött és megfelelően főtt alkatrészek elválaszthatatlanok, szorosak és tartósak.
A hegesztéshez viszont hegessze a kulcscsomópontokat, majd összeszerelje és hegessze össze őket a helyükön a fűtőkör telepítése, csatorna vagy víz elosztása.
Következtetések és hasznos videó a témáról
1. videó. PPR csőforrasztástechnika:
2. videó. Gyakori hibák elemzése:
Az internetes térben rengeteg műhely foglalkozik a polipropilénből készült forrasztócsövekkel. Néhányat képzetlen amatőrök lőtték le, így a hegesztési technikákkal és a hőmérséklet-kiválasztással kapcsolatos tippek hamisnak bizonyulhatnak.
Másoknál jobb, ha a hegesztőgép képességeit a gyártó ismeri, ezért a forrasztás megkezdése előtt olvassa el az utasításokat - ez megvédi a műszaki házasságtól és a szakszerűtlen tanácsoktól..
Mondja el nekünk tapasztalatait a polipropilén cső összeszerelésében és a forrasztásban. Ossza meg a technológiai finomságokat, amelyek hasznosak lehetnek a webhely látogatói számára. Kérjük, hagyja meg észrevételeit az alábbi blokkban, tegyen fel kérdéseket, tegye közzé fényképeket a cikk témájáról.
 Gázégő rézcsövek forrasztásához: az égők fő típusai + tippek a potenciális vásárlók számára
Gázégő rézcsövek forrasztásához: az égők fő típusai + tippek a potenciális vásárlók számára  Hegesztőgép polietilén csövekhez: jobb vásárolni és hogyan kell helyesen használni
Hegesztőgép polietilén csövekhez: jobb vásárolni és hogyan kell helyesen használni  A polietilén csövek tompahegesztésének módja: ismertető a munkáról
A polietilén csövek tompahegesztésének módja: ismertető a munkáról  Elektromos hegesztés kezdőknek: a hegesztés árnyalata és az alapvető hibák elemzése
Elektromos hegesztés kezdőknek: a hegesztés árnyalata és az alapvető hibák elemzése  A függőleges és vízszintes varratok főzése elektromos hegesztéssel: lépésről lépésre
A függőleges és vízszintes varratok főzése elektromos hegesztéssel: lépésről lépésre  Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára
Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára  A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek
A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek  Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?
Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?  Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények
Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények {kind=link}
{kind=link}
{kind=link}
{kind=link}