DIY hegesztési technológia polipropilén csövekhez: a módszerek és árnyalatok áttekintése

Szeretne javítani vagy cserélni a polimer csövekből készült kommunikációt? Engedje meg, hogy nem rossz megmenteni a mester hívását, ha egy új csővezetéket magad készít. De nem tudja, hogyan lehet összekapcsolni a rendszer egyes elemeit egymással, és mi szükséges ehhez.
Cikkünkben részletesen ismertetjük a polipropilén csövek hegesztésének technológiáját - minden kezdő vízvezeték-szerelő saját kezével csatlakoztathatja őket. Megmondjuk Önnek, hogy mit kell figyelembe vennie, és hogyan lehet forrasztópáka segítségével műanyag elemeket dokkolni. Hadd mutassam meg, hogy milyen esetekben használnak más módszereket.
A kezdő mester segítése érdekében részletes videoklipeket választottunk ki, amelyek bemutatják a polipropilén hegesztés lépésről lépésre végrehajtott folyamatát, valamint fotó illusztrációkat.
A cikk tartalma:
Csövek és szerelési tartozékok
A polimer csövek egyik vitathatatlan előnye a könnyű összeszerelés.
Az elemek felszerelése szinte mindenhol elvégezhető: nyíltan lerakva a falakra vagy elrejtve a padló alatt.

A polimer csövek átmérője 20 és 110 mm között kapható. Háztartási célokra a leggyakrabban használt termékek mérete 20/25/32/40 mm. Az alkalmazási terület meghatározza az anyag névleges nyomásának mutatóját.
A jelölésben betűk jelzik «PN»:
- PN 10 - válassza ki a hidegvízellátás felszerelését.
- PN 16 - hideg vízhez használják, de nagyobb nyomással, valamint a "meleg padló" rendszer elrendezéséhez.
- PN 20 - termékek, amelyek egyetlen korlátozója a rajtuk keresztül szállított folyadékok hőmérsékleti rendszere. Nem haladhatja meg a 75 ° C-ot.
- PN 25 - „hideg” és „forró” rendszerek elrendezéséhez használt univerzális termékek, amelyek hőmérséklete eléri a 90 ° C-ot.
Eladó polimer termékek, további erősítéssel.

A polimer csövek fő jellemzője a hajlításuk lehetetlensége.
Ezért a lefektetett autópálya minden változását csak a kiegészítő szerelvényekkel összekapcsolt egyenes szakaszokon hajtják végre:
- kereszteződések - a főáram elágazásának lehetősége;
- póló - stream szorzó;
- tengelykapcsoló - csövek egyenes szakaszban történő csatlakoztatására;
- ívek - a csővezeték irányának megváltozására.
A szerelvények beágyazott fém menettel felszerelhetők, amely lehetővé teszi a polimer csővezeték fém elemekkel történő összekapcsolását.

A kiegészítő elemek kiválasztásakor két paramétert kell figyelembe venni: a termékek belső részét és falainak vastagságát. Ezeknek a paramétereknek meg kell felelniük az alkalmazott polipropilén csövek műszaki jellemzőinek.
Polimer csövek összekapcsolásának módszerei
Polimer anyagból készült csövek csatlakoztatásakor, a beépítési körülményektől függően, a két módszer egyikét kell használni:
- forrasztó - magában foglalja az elemek olvadt végeinek hevítését és összekapcsolását.
- Nincs forrasztás - magában foglalja a csövek kompressziós szerelvényekkel történő összekapcsolását vagy az úgynevezett „hideg” hegesztést.
A második telepítési módszer abban az értelemben kényelmes, hogy annak megvalósításához nincs szükség speciális felszerelésre. Minden munka elvégezhető egy egyszerű szerszám - egy krimpelő kulcs - használatával.
Egy 4 mm-nél nagyobb falvastagságú és 50 mm-nél nagyobb átmérőjű polipropilén csövet kötik össze a fenékhegesztési módszerrel:
Csatlakozási eszközök
A műanyag csövek összekapcsolásához használt fő eszköz vasaló hegesztéshez. Ez egyfajta forrasztópáka, amelyet egy 220 V-os hálózat táplál. A készülék működési elve meglehetősen egyszerű. A vas melegítő elemét egy fémházba helyezett hegesztő fűtőelem végzi.
Egy előre meghatározott hőmérsékletre melegíti a kályhát, amely melegíti a fúvókákat. A hőmérséklet-szabályozó felelős a fúvókák optimális hőmérsékletének fenntartásáért. A polipropilén csövek csatlakoztatásakor a forrasztásra és a tipikus hibákra fordítanak figyelmet következő cikk, amelyet javasolunk, hogy ismerkedjen meg velük.

A vasaló része a normál méretű fűtőfúvókák. Egy bizonyos hőmérsékleten felmelegítve a propilént olyan viszkozitásig lágyítják, amely biztosítja az elemek szoros összekapcsolását.
A fúvókákat a használt csövek átmérőjétől függően választják meg:
- A 20. méret - fél hüvelyk átmérőjű csövekhez;
- 25. - 0,75 hüvelyk átmérőjű termékek esetében;
- 40. - 1,25 hüvelyk keresztmetszetű elemeknél.
Mivel egy ilyen hegesztőgép költsége meglehetősen magas, és már nem kell ilyen gyakran használni, nincs értelme a berendezéseket megvásárolni. Inkább béreljen szerszámot egy-két napra.
A hegesztett profilok kiváló minőségű vágásához és előkészítéséhez a legjobb, ha ehhez egy speciális szerszámot használunk - csővágó. Segítségével sima, sima és szép vágást kaphat.

Csővágó hiányában munkát végezhet egy darálóval vagy fémből készült fűrészgéppel. Az egyetlen dolog - a vágás helyén az ilyen szerszámok után béren marad. De nem lesz nehéz eltávolítani egy csiszolópapír csíkkal.
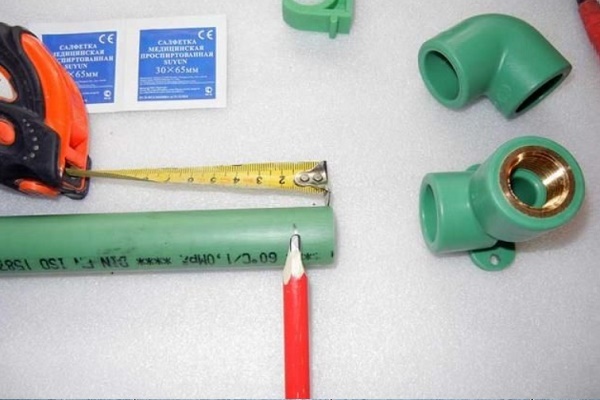
A munka alapvető eszközein túl a következőkre is szükség lesz:
- négyzet alakú;
- építési szalag;
- egy egyszerű ceruza vagy jelölő.
A csövek hideghegesztési módszerrel történő összekapcsolásának tervezésekor előzetesen meg kell vásárolni a poliészter vagy epoxigyanta vagy annak hőre lágyuló analógja alapján készült, poliészter vagy epoxigyanta vagy annak hőre lágyuló analógja alapján előállított hőreaktiv ragasztót.
A forrasztási technológia főbb szakaszai
A vízvezeték- vagy a vízvezeték-szerelés sikeres telepítésének fő feltételei fűtési rendszer A polimerek gondos kiszámítása a szükséges anyagból és az elemek jól elkészített hegesztése.
1. szakasz - az anyag és az alkatrészek kiszámítása
A munka megkönnyítése érdekében, ezáltal minimalizálva a telepítési hibákat, az első dolog, amit meg kell tennie, rajzolnia kell a jövőbeli rendszer diagramját, feltüntetve a fordulások és az ágak számát. A csövek számának kiszámításakor a szegmens minden hosszához 25–40 mm-t kell „behatolásra” költeni.

Ha még nem kellett hegesztenie a polipropilén csöveket, a tapasztalt szakemberek azt javasolják, hogy vásároljon még több csőszakaszt az előzetes képzéshez. Az ilyen költségek alacsony árat jelentenek, és a rendszer telepítése során elkerülhetők lesznek a súlyos hibák.
jellemzője polipropilén csövek a lineáris tágulási együttható növekedése magas hőmérsékletek hatására.
Ennek eredményeként: amikor melegítik vagy növelik a nyomást a rendszeren belül, a csövek meghosszabbodnak, és idővel elkezdenek leesni. Ennek a jelenségnek a megelőzése érdekében 4-5 méternél hosszabb szakaszok fektetésekor kompenzátorokat is fel kell használni.

A kompenzátorokat mind vízszintes, mind függőleges szakaszokra kell felszerelni, és két rögzített támasz közé kell felszerelni. Szükség esetén meg lehet vásárolni egy speciális átalakítót, amely kiküszöböli a lineáris tágulást a csővezeték szöghajlásainál.
Megtudjuk, hogyan kell hegeszteni a polipropilén csöveket úgy, hogy ne legyenek szivárgások az illesztéseknél.
2. szakasz - forrasztási csővezeték elemek
Röviden: a hegesztési technika lényege polipropilén csövek abban rejlik, hogy a magas hőmérséklet hatására a dokkolt elemek végei fel vannak hevítve és egymáshoz szoros nyomással össze vannak kötve.

A munka megkezdése előtt a megadott hosszra vágott csődarabok kiküszöbölik a dudorokat és az ütéseket. Ha a csőben van egy belső vagy külső fólia réteg, akkor azt először egy jól élesített és beállított késekkel ellátott keresztmetszettel kell megtisztítani.
Ha keresztmetszettel végez csíkot, akkor a csövet be kell mélyíteni a szerszámba, amíg meg nem áll.
A műanyag csövek hegesztési munkáit a következő sorrendben hajtják végre:
- connect forrasztópáka PP csövekhez az áramellátáshoz, hogy felmelegedjen a berendezés az optimális 260–270 ° C hőmérsékletre.
- Az összekapcsolható csőszegmenseket egyidejűleg a fúvókákra helyezik, biztosítva a lehető legszorosabb bejutást. Ezt a munkát gyorsan és magabiztosan kell elvégezni.
- Az utasításokban megadott időtartamig, amíg a szerelvények és a csővégek meg nem olvadnak, eltávolítják az elemeket a fűtőfúvókákból.
- Az olvadt végeket dokkoljuk össze, óvatosan szorítva egymást 15-20 másodpercig.
- A ragasztott részeket statikus helyzetben hagyjuk úgy, hogy a varrás teljesen lehűljön, és az illesztés monolitussá váljon.
A fűtés időtartamát a berendezéshez mellékelt utasításokból vagy az alábbi táblázat segítségével határozhatja meg.

Lehetetlen elhanyagolni a táblázatban szereplő fűtési időre vonatkozó követelményeket. A nem megfelelő felmelegedés nem képes megbízható kapcsolatot biztosítani. A túlzott túlmelegedés miatt a polipropilén „szivárog” és az alkatrészek deformálódhatnak.
Ennek eredményeként: a hegesztések belső felületén kiemelkedések alakulnak ki, amelyek jelentősen csökkentik a csővezeték átmérőjét.

A polimerizáció és a megszilárdulás befejezése után, amely körülbelül 20 másodpercig tart, a hézag kész. Ugyanazt a technológiát használva, az összes következő csomópontot a keserű végig forrasztják, míg a fűtési rendszer vagy polipropilén vízellátás nem lesz teljesen összeszerelve.
Hőmérsékleti paraméterek PP csövek forrasztása a cikkben található, amelyekkel a független otthoni mestereknek feltétlenül meg kell ismerkedniük a munka megkezdése előtt.
Gyors fotó útmutató PP csövek hegesztéséhez
A következő lépésről lépésre készített fényképek kiválasztása elősegíti a polipropilén csővezeték összeszerelésének és alkatrészeinek összekapcsolásának a folyamatát:
Tipikus telepítési hibák
A fő hibák, amelyeket a kezdők a polimer termékekkel való munka során tesznek:
- Fűtési alkatrészek. A hevítés idején az alkatrészeket a lehető legegyenletesebben kell elhelyezni. A legkisebb elmozdulás hátrányosan befolyásolhatja a teljes vízvezeték-rendszer működési paramétereit.
- Dokk polimerizált végei. Az elemek olvadt végeinek megnyomásakor az alkatrészek nem foroghatnak a tengelye körül. Ez azt eredményezheti, hogy a varrás nem elég erős.
- Korrekciós igazítás. Az elemek összekapcsolásakor csak kissé lehet beállítani igazításukat, az eljárás időtartama legfeljebb 1-2 másodperc.
Egy másik fontos szempont: amikor a szerelvényeket forrasztja a szerelvényekkel, figyelembe kell venni a szelepek helyét, biztosítva számukra ingyenes teljes löketüket.

Ha az elemek csatlakoztatása után bármilyen varrás merül fel, akkor jobb vágni a csuklót és újracsinálni.
A hibákat jobban el kell távolítani a szerkezet beszerelésének szakaszában, mivel sokkal problematikusabb a szivárgó csukló cseréje egy futó rendszerben.
Elemek összeszerelése forrasztás nélkül
A kompressziós szerelvények és a modern ragasztók használata lehetővé teszi a polipropilén csövek hatékony, gyors és minimális anyagi beruházással történő szerelését.
1. lehetőség - egy kompressziós szerelvény telepítése
Ennek a csatlakoztatási módszernek a megvalósításához be kell vásárolnia kompressziós szerelvényeket és használnia kell egy krimpelhető csavarkulcsot.

A kompressziós szerelvény telepítése három fő szakaszból áll:
- Egy kék anyát helyeznek a cső végére, amely derékszögben van levágva és le lesz vágva.Amikor a gyűrűs gyűrűt fehérre helyezi, meg kell adni neki egy olyan helyzetet, amelyben a megvastagodott részt a cső farka felé irányították.
- A csövet addig dugják be a szerelvénybe, amíg meg nem áll, a szorítógyűrűt pedig maximálisan meg kell nyomni.
- Húzza meg a kék anyát, először kézzel "csaligatva", majd egy kulccsal erősítse.
A kompressziós szerelvények összeszerelése nem igényel különleges ismereteket és készségeket. A termékeket telepítésre készen szállítják eladásra. Telepítésüket bármilyen hőmérsékleti körülmények között el lehet végezni.
2. lehetőség - elemek ragasztása
A ragasztó módszerrel egy vízellátó rendszert állítanak össze, amelyen keresztül csak hideg víz szállítását tervezik. A "hideg" hegesztés módszerének alkalmazásához az "agresszív" LN-915 típusú ragasztókészítményt kell használni.

A kézbőr védelme érdekében a készítmény véletlen behatolásától és aktív alkotóelemeinek „korrodálódásától” a ragasztás legjobban védőkesztyűvel végezhető el.
A műveletek sorrendje a termékek ragasztásakor:
- Ellenőrizze a csatlakoztatott szakaszok vágási szögeinek megfelelőségét, és jelölje meg a ragasztás helyeit ceruzával.
- A csatlakoztatandó csövek végeit megtisztítják és zsírtalanítják.
- Ragasztóréteget helyeznek a csövek végére és a szerelvények fáklyáinak területére egyenletes rétegben.
- A csövek kivágásait a csatlakozó lyukakba helyezik, összpontosítva a ceruza jelöléseire. A szerkezetet három percig rögzített helyzetben tartjuk, majd a felesleges összetételt szalvétával eltávolítjuk.
- Az egyesített elemeket egy sima felületre helyezzük, és 5-6 órán át hagyjuk őket teljesen megszáradni.
A ragasztás minőségének ellenőrzésére folyóvíz csak egy nappal a telepítés befejezése után lehetséges.
Ennek végrehajtásakor PP csövek szerelési technológiája Fontos két alapvető feltétel betartása: hőmérséklet és páratartalom. Minden munkát +5, +35 ° C hőmérsékleten kell elvégezni. Meleg időben történő ragasztáskor a lehető leggyorsabban kell munkát végezni, hogy a ragasztónak ne maradjon ideje megszáradni a telepítés befejezése előtt.
Következtetések és hasznos videó a témáról
A következő videókból megismerheti a csövek forrasztásának és ragasztásának folyamatának bonyolultságát:
1. videó. Csövek forrasztása:
2. videó. Vízellátás szerelés forrasztás nélkül:
Az ön igazító polipropilén csöveken végzett munka - még kezdő mester számára is - nem okozhat különösebb nehézségeket. Csak azt kell tisztázni és lelkiismeretesen betartani az összes technológiai szabványt. És akkor a saját maga által összeállított csővezeték gondtalan működéssel örömmel szolgálja majd.
Kérjük, írjon megjegyzéseket az alábbi blokkba. Tegyen fel kérdéseket ellentmondásos kérdésekkel, ossza meg azokat az információkat, amelyek hasznosak lehetnek a webhely látogatói számára. Hagyjon hozzászólásokat saját véleményével, küldjön fényképeket a cikk témájáról.
 Polipropilén csövek DIY telepítése: PP csövekkel való munka technológiája
Polipropilén csövek DIY telepítése: PP csövekkel való munka technológiája  Hogyan készítsünk egy széket polipropilén csövekből saját kezűleg: lépésről lépésre a gyártáshoz
Hogyan készítsünk egy széket polipropilén csövekből saját kezűleg: lépésről lépésre a gyártáshoz  DIY rézcső beszerelés: rézcső beszerelési technológia
DIY rézcső beszerelés: rézcső beszerelési technológia  Műanyag csövek csináld magadnak: szerelési technológia és kábelezési példák
Műanyag csövek csináld magadnak: szerelési technológia és kábelezési példák  Műanyag csövek fémmel való összekapcsolása: a legjobb módszerek és szerelési árnyalatok elemzése
Műanyag csövek fémmel való összekapcsolása: a legjobb módszerek és szerelési árnyalatok elemzése  HDPE csövek DIY beszerelése: hegesztési utasítások + ilyen csövek hajlítása vagy kiegyenesítése
HDPE csövek DIY beszerelése: hegesztési utasítások + ilyen csövek hajlítása vagy kiegyenesítése  Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára
Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára  A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek
A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek  Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?
Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?  Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények
Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ez a cikk hasznos lesz azok számára, akik még soha nem foglalkoztak műanyag csövekkel és azok csatlakoztatásával. Nem új vagyok ebben, de van egy kérdésem. Probléma merült fel az autonóm fűtéssel. Bűn szivárog a rendszerben.Tehát, kinyílik-e egy polipropilén cső, amikor a rendszer felmelegszik, de ez nem 30–40 perc, hanem 3 óra múlva történik meg? Azt mondják, hogy lehet, de szerintem ez a gyártó viszontbiztosítása. Mondd el.
Helló Mindenekelőtt azt mondom, hogy erősített csöveket kell használni, amelyek sokkal alacsonyabb lineáris tágulási együtthatóval rendelkeznek. Azt is érdemes figyelembe venni, hogy a PP-csövek + 140 * C-on lágyulnak, bár állításuk szerint + 170 * C hőmérsékleten is ellenállnak.
A szemléltető példához csatolom a rajzokat és táblázatokat:
- lineáris tágulási együtthatókkal;
- a csőhossz változása melegítés közben 0-tól 60 * C-ig (különböző anyagok);
- a megerősített PP cső szerkezete.
Ez az információ segít a probléma megoldásában.
Igen, szokásos menetes csatlakozással vizuálisan ellenőrizhető, és szivárgás esetén saját maga is húzza meg vagy húzza meg. De hogyan lehet ellenőrizni a hegesztések minőségét, amikor a mestertől munkát fogadunk el? Ki tegyen panaszt, ha a kapcsolat megszakad távollétében, és elárasztja az összes alsó emeletet? Ilyen munkát valóban egyedül kell végeznie.
Tehát maga a mesternek ellenőriznie kell az elvégzett munka minőségét. Az összes csatlakozás megbízhatóságának és a kommunikáció működőképességének igazolására fűtési rendszert krimpelnek. A webhely rendelkezik egész cikk erről.
Ezenkívül hasonló eljárást javasolok a felszerelések, adapterek, tömítések cseréje után. És általában ellenőrizze a fűtési rendszert krimpeléssel minden évszak előtt, hogy ne legyen kellemetlen meglepetés. Ehhez elegendő egy rendes autószivattyú a gumiabroncsok szivattyúzásához, egy adapter és egy manométer.