DIY-installatie van HDPE-buizen: lasinstructies + hoe dergelijke buizen te buigen of recht te maken

Lagedrukpolyethyleen in de rangschikking van populariteit onder de materialen die worden gebruikt voor de montage van pijpleidingen, neemt een leidende positie in. Het geheim van deze vraag is gemakkelijk te verklaren door de veelzijdigheid van de toepassing en de eenvoud van de installatie van polyethyleenbuizen.
Maar zoals bij elk ander polymeer, kan een hoogwaardige installatie van HDPE-buizen met uw eigen handen alleen worden gedaan onder strikte naleving van de technologie. We zullen u vertellen met welke nuances u rekening moet houden bij het matchen van elementen. We zullen uitleggen hoe u ze op de juiste manier buigt en recht maakt.
De inhoud van het artikel:
Effectieve methoden voor het verbinden van HDPE-buizen
Technologisch verbonden HDPE-buizen kunnen twee hoofdmethoden zijn: uit één stuk en afneembaar.
De eerste is betrokken lasmachine, de tweede wordt geïmplementeerd zonder het te gebruiken.

Gelaste verbindingen uit één stuk zorgen voor maximale afdichting, wat vooral belangrijk is bij het rangschikken snelwegen onder druk. De afneembare verbindingen zijn eenvoudig te installeren en maken het mogelijk om de pijpleiding op elk moment te demonteren om de configuratie van de lijn te veranderen of aan te vullen met nieuwe bochten.
Verbindingsmethoden uit één stuk
Voor het verbinden van HDPE-buizen worden twee aansluitmethoden uit één stuk gebruikt: door stomplassen en door het installeren van een elektrische laskoppeling.
Bij de implementatie van deze methoden hebben de verbindingen in ieder geval de volgende vereisten:
- De maximale verplaatsingshoek van de gelaste segmenten mag niet meer zijn dan 10% ten opzichte van de wanddikte van de verbonden pijpen.
- Een voegnaad moet worden gemaakt boven het externe niveau van het oppervlak van aangrenzende segmenten.
- De hoogte van de rol van een goed gemaakte naad moet variëren in het bereik van 2,5-5 mm.
De optimale waarde van de hoogte van de rol hangt af van de wanddikte van het gesmolten product. Op dunwandige buizen (tot 5 mm) mag deze niet meer zijn dan 2,5 mm. Als de wanddikte van de buizen varieert tussen 6-20 mm, mag de hoogte van de rol niet meer zijn dan 5 mm.
Stuiklassen
Het creëren van een onafscheidelijke verbinding wordt uitgevoerd door het materiaal te verzachten tot de toestand van een stroperige substantie, zodat een diffuse combinatie van de onderdelen ontstaat. Het wordt gebruikt voor buizen met een wanddikte van meer dan 5 mm.

De aansluitmethode met lassen wordt gebruikt op directe delen van het watertoevoersysteem, dat onder druk moet werken. Alleen hiermee kunt u een strakke verbinding krijgen met diameters van meer dan 200 mm, omdat het geen verlies aan stijfheid van de buis veroorzaakt, wat leidt tot vervorming.
Duurzaam lassen van HDPE-buizen met hun eigen handen wordt uitgevoerd met een speciaal gereedschap. De essentie van de methode is om de uiteinden van de gekoppelde elementen te verwarmen tot een stroperige toestand met behulp van een verwarmingsmondstuk. De verzachte uiteinden worden eenvoudig onder druk met elkaar verbonden, waarna het aansluitgedeelte gewoon kan afkoelen.

Bij het lassen is het belangrijk om de temperatuuromstandigheden van de verwarmingselementen te weerstaan.
De parameters van de blootstellingstijd en temperatuur van de verwarmingselementen worden bepaald door rekening te houden met drie factoren:
- De dikte van de wanden van de pijpleiding.
- Diameter bochten.
- Technische parameters van het soldeerapparaat.
Laspijpen zijn de meest betrouwbare en duurzame optie. Hiermee kunt u een integrale montage creëren die bestand is tegen de druk van zowel drukloos als druk watervoorziening systemen.

Het lassen gebeurt in de volgende volgorde:
- Communicatie wordt op een vooraf bepaald formaat gesneden. Trim het parallellisme van het vlak van de uiteinden. De uiteinden worden schoongemaakt met een stuk schuurpapier.
- De uiteinden zijn afgeschuind met een breedte van 2-3 mm. De laslocatie wordt grondig gereinigd en behandeld met een ontvettingsmiddel.
- De soldeerbout is ingesteld op een verwarmingsmarkering van 260 °. Tijdens het opwarmen worden de lasmondstukken gespannen en wachten tot hun verwarmingsgraad een vooraf bepaalde temperatuur bereikt.
- Met behulp van het centreermechanisme worden de fitting en het buisuiteinde verdiept in de mondstukholte. Als het centreermechanisme niet in de soldeerbout zit, moet de uitlijning "met het oog" worden gecontroleerd, waardoor de verbinding zo nauwkeurig mogelijk is.
- De gecentreerde elementen worden ingetrokken tot het aangegeven niveau, verbinden onder druk en zijn bestand tegen de tijd die is gespecificeerd in de instructies voor terugvloeiing.
- Na voltooiing van het werk wordt het apparaat opzij geduwd en losgekoppeld van het netwerk. Het lasgebied zonder offset en rotatie wordt in een vooraf bepaalde positie gefixeerd totdat het oppervlak volledig is afgekoeld.
Bij het lassen is het belangrijk dat u niet overbelicht. Dit kan de vorming van een instroom van polyethyleen veroorzaken op de binnendiameter van het product.

Voor een goede pasvorm moet de inbouwdiepte ongeveer 2 mm zijn.Ondanks de gespecificeerde diepte zal de resulterende las een gelijkmatig presentabel uiterlijk hebben met dezelfde indrukhoogte.
De volgende selectie foto's maakt u vertrouwd met de stappen van stuiklassen van HDPE-buizen:
Door elektrofusielassen
Bij het implementeren van deze methode van onlosmakelijke verbinding wordt elektrofusielassen of een elektrische lasfitting gebruikt.

Deze methode is effectief wanneer u in krappe ruimtes moet werken. Bijvoorbeeld bij het uitvoeren van reparatiewerkzaamheden in putten of bij het aanbrengen van inserts in eerder aangesloten leidingen.
Er zijn geen uniforme standaarden voor stopcontactlassen in nationale regelgevingsdocumenten. Deze technologie wordt vaker gebruikt in Europese landen en wordt gereguleerd door DVS-220715-normen.
De technologie voor het verbinden van HDPE-buizen met behulp van koppelingen omvat een aantal basisstappen:
- Voorbereiding van de communicatiesite. Het buitenoppervlak van de uitlaat is gereinigd van vet en stof. Hiervoor worden zeep- en alcoholoplossingen gebruikt, die in bouwmarkten in een breed assortiment worden aangeboden.
- Gewrichten verwerken. De bevestigingsdichtheid hangt rechtstreeks af van hoe soepel de snede wordt gemaakt. Om een perfect glad oppervlak te verkrijgen, wordt het uiteinde van de buis ingewreven met een stuk fijnkorrelig schuurpapier.
- Afkanten. De voeg van de kraan wordt op 45 ° gesneden. De afschuining zorgt ervoor dat de elementen zo goed mogelijk passen en goed worden bevestigd.
- Koppelingsassemblage. De koppeling is aangesloten op een stroombron. Nadat het tot een vooraf bepaalde temperatuur is verwarmd, wordt één zijde (doorn) van de huls op de buis geplaatst en wordt het andere uiteinde (huls) aangesloten op de tweede buisuitlaat.
Een belangrijke voorwaarde voor het uitvoeren van elektrofusielassen is ervoor te zorgen dat de componenten tijdens verwarming en stolling stationair blijven.Bij het verdiepen van de tak buigt in de holte van een verwarmde koppeling, is het belangrijk om het werk snel, maar zo voorzichtig mogelijk uit te voeren om het polyethyleen niet te oververhitten.

Bij het verdiepen van de segmenten in de koppelingsholte, moet u erop letten dat vloeibaar plastic er geleidelijk onder vandaan komt. Na voltooiing van het werk blijft het alleen om de koppeling te verwijderen en de aangesloten pijpleiding op een stevig oppervlak te leggen om deze in de gewenste positie te bevestigen.
Nadat de smelt is gestold op de kruising, is een krimpklem zichtbaar die strak op de buis past.
Maar als u voor deze methode kiest, is het de moeite waard om te overwegen dat plastic buizen niet verschillen in hoge stijfheid. En daarom kan de gecreëerde naad met sterke interne druk eenvoudig divergeren. Een koppelingsverbinding is niet de beste oplossing voor het regelen van verwarmingscommunicatie en het maken van aftakkingen voor de wastafel.
Het beoordelen van de sterke en zwakke punten van verschillende methoden voor het lassen van HDPE-buizen Het artikel is gewijd aan de inhoud waarvan wij u adviseren om te lezen.
Afneembare verbindingsmethoden
Als we opties voor afneembare verbindingen overwegen, worden ze geïmplementeerd met flenzen en knelfittingen. Met strikte inachtneming van de installatie blijken ze even betrouwbaar te zijn als die gemaakt zijn met een lasmachine.
Elk type onlosmakelijke verbinding heeft een elastisch deel. Bij het krimpen met een compressiegereedschap vult het alle holtes in het gewrichtsgebied, waardoor lekken worden geëlimineerd.
Gebruik van fittingen van HDPE
Om deze methode te implementeren, worden knelkoppelingen gebruikt, dit zijn assen, aangevuld met externe schroefdraden aan beide zijden.
Ze kunnen de buizen verbinden en zorgen voor een strakke verbinding met hoge afdichtingsprestaties. In dit geval zal een opvouwbare verbinding op geen enkel moment moeilijk te verwijderen zijn om de configuratie van de snelweg te veranderen of om dringende reparaties uit te voeren.

De volgorde van stappen om een passende verbinding te verkrijgen:
- Plaats op de voorbereide uiteinden van beide buizen een afstandsring van polyurethaan of rubber. De buitendiameter van de ring moet gelijk zijn aan de binnenmaat van de verbonden pijpen.
- De uiteinden zijn voorzien van een spanmoer en twee drukringen. De eerste ring is ontworpen om de afstandsring te extruderen, de tweede is ontworpen om de moer vast te draaien ten opzichte van het uiteinde van de buis.
- De verbinding wordt verbonden volgens het principe "buisfitting - buis". Om de betrouwbaarheid te vergroten, wordt het aan beide zijden met een spanmoer tegen de aanslag gedrukt.
Voor het monteren van de gemonteerde onderdelen wordt een speciale sleutel gebruikt. De klemmoeren worden op de aansluitfittingen losgeschroefd.

Het belangrijkste voordeel van deze verbindingsmethode is dat het gemakkelijk is om uit te voeren, zelfs met een aanzienlijke verlaging van de omgevingstemperatuur. Terwijl de grens van lasverbindingen niet minder is dan + 5 ° С.
Een breed scala aan verbindingselementen met verschillende diameters maakt het mogelijk om alle bedrading te verzamelen, waardoor de nodige aftakkingen in de pijpleiding ontstaan.
Door flens te installeren
Het flenstype verbinding wordt gekozen als het nodig is om de PND van de pijpleiding aan te sluiten op stalen buizen. Met behulp van flenzen is het handig om kleppen, regelaars en schuifafsluiters aan te sluiten op de snelwegen.

Voor installatie op polyethyleen buizen worden flenzen gebruikt die voldoen aan GOST 12882.80. Ze hebben een grotere binnendiameter.
De installatie van de flens wordt in de volgende volgorde uitgevoerd:
- Aan het ene uiteinde van de communicatiedraad wordt uitgevoerd.
- Het element wordt in de schroefdraad geschroefd.
- Een uitlaat van de aangesloten buis wordt op het element geplaatst.
- Het gewricht wordt verwarmd met een koppeling of een föhn.
Voordat u de flens aanbrengt, moet u deze inspecteren op scherpe uitsteeksels en weerhaken die het uiteinde van de polyethyleen buis kunnen beschadigen.
Hoe een product buigen of rechttrekken?
Polyethyleenbuizen zijn te koop in rechte secties van 12 meter of in de vorm van vaste producten die rond grote traveeën zijn gewikkeld. Gedraaid zijn de producten in de vorm van ringen en vervormd. Voordat u de vervormde HDPE-buis rechtmaakt of buigt, moet deze worden verwarmd.

Lagedrukpolyethyleen staat bekend om zijn goede elasticiteit. Maar het verliest deze eigenschap bij een verwarmingstemperatuur boven + 80 ° C. Dit moment wordt indien nodig gebruikt om de configuratie van het product te wijzigen.
Maar het is de moeite waard eraan te denken dat voor uitzetting of buiging de temperatuur slechts voor een korte periode kan worden verhoogd. Een polyethyleen buis behoort immers tot de categorie bouwmaterialen, die bij temperatuurschending beschadigd kan raken.
Overzicht van pijpverlengingsmethoden
Strek de buis recht en verwijder kreuken die zijn opgetreden tijdens opslag en transport. De eenvoudigste manier is na een lichte verwarming van het product. Als de vervanging of reparatie van de pijpleiding in de zomer wordt uitgevoerd, wanneer de zonnestralen zo heet mogelijk zijn, kunt u ze gebruiken om de taak te volbrengen.

UV-stralen zullen de prestaties van polyethyleen niet verminderen, maar kunnen tegelijkertijd de wanden van het product verzachten. U hoeft alleen de verzachte buis langs een stijve steun of muur te bevestigen of in een voorgegraven greppel te leggen. Voordat u een gebogen HDPE-buis op de grond rechtmaakt, moet u het gebied vrijmaken.
Als je het werk in de winter moet doen, gebruik dan heet water om het product te verwarmen. Maar deze methode is effectief voor buizen waarvan de grootte niet groter is dan 50 mm. Als hulpmiddel bij het rechtzetten kunt u metalen leuningen en metselwerk gebruiken. In ieder geval: hoe korter de lengte van het product, hoe makkelijker het ermee werkt.
Effectieve methoden voor het buigen van het werkstuk
Als de tegenovergestelde situatie zich voordoet wanneer het nodig is om de HDPE-buis te buigen, wordt dezelfde warmtebehandeling gebruikt.
Om op te warmen, worden deze methoden gebruikt:
- blaas hete bouwluchtblazer;
- verwarm de wanden van het product met een gasbrander;
- omring het oppervlak met kokend water.
Om de buigprocedure te vereenvoudigen, is het beter om een vormframe te bouwen. Het frame, waarvan de maat overeenkomt met de diameter van de gebogen buis, kan worden gemaakt van gewone vezelplaatplaten. Om het oppervlak van het frame glad te maken, schuurt u het met een stuk schuurpapier.
Om de PND-buis te buigen met een haardroger, wordt het werk in de volgende volgorde uitgevoerd:
- De behandelde plaats wordt verwarmd met een bouwföhn.
- De verzachte knuppel wordt begraven in het vormframe.
- Buig de buis voorzichtig zonder overmatige kracht uit te oefenen, zodat het product niet in de bocht breekt.
Nadat u de vereiste buighoek hebt gecreëerd, moet u het product verlaten om de koeling te voltooien en het dan pas van het frame verwijderen.

Een belangrijk punt: bij het opwarmen van de pijp moet je je houden aan de “gulden snede”. Als het oppervlak tijdens het buigen niet voldoende wordt verwarmd, kan de buis breken. Als bij verhitting het verwarmingselement te dicht bij het product wordt gebracht, kan het polymeer ontbranden.
Conclusies en nuttige video over het onderwerp
Maak kennis met de nuances van het lassen en verwerken van HDPE-buizen in de volgende video's.
Video # 1. Hoe stuiklassen wordt uitgevoerd:
Video # 2. Een voorbeeld van het maken van elektrofusielassen:
Video # 3. Optie voor het rechttrekken van buizen:
Bij het kiezen van een methode voor het aansluiten en uitlijnen van polyethyleen buizen, moet rekening worden gehouden met het drukniveau van het werkmedium. Dit minimaliseert de negatieve impact van de manipulaties met de pijpleiding op de technische kenmerken.
Kent u de technologische nuances van het samenvoegen van polyethyleen buizen die niet in het artikel worden beschreven? Als u persoonlijke ervaring heeft met het bouwen van HDPE-pijpleidingen, welke wilt u dan delen met bezoekers van de site en met ons? Schrijf opmerkingen in het onderstaande blok, plaats een foto, stel vragen over het onderwerp van het artikel.
 DIY-installatie van polypropyleen buizen: technologie voor het werken met PP-leidingen
DIY-installatie van polypropyleen buizen: technologie voor het werken met PP-leidingen  Hoe u met uw eigen handen een stoel kunt maken van polypropyleen buizen: stapsgewijze instructies voor productie
Hoe u met uw eigen handen een stoel kunt maken van polypropyleen buizen: stapsgewijze instructies voor productie  Hoe u een profielpijp met uw eigen handen kunt buigen zonder speciaal gereedschap
Hoe u een profielpijp met uw eigen handen kunt buigen zonder speciaal gereedschap  DIY koperen buisinstallatie: koperen buisinstallatietechnologie
DIY koperen buisinstallatie: koperen buisinstallatietechnologie  Doe-het-zelf installatie van kunststof buizen: aansluittechniek en bedradingsvoorbeelden
Doe-het-zelf installatie van kunststof buizen: aansluittechniek en bedradingsvoorbeelden  DIY-ambachten van propyleenpijpen: doe-het-zelfgemaakte opties
DIY-ambachten van propyleenpijpen: doe-het-zelfgemaakte opties  Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening
Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening  De beste wasmachines met droger: modelbeoordeling en klantentips
De beste wasmachines met droger: modelbeoordeling en klantentips  Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen
Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen  Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen
Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen 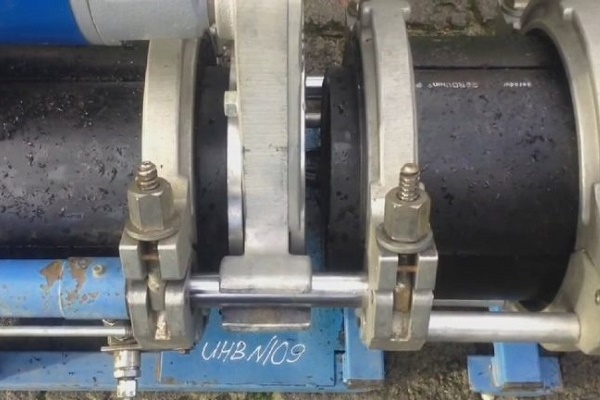{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}