Lasmachine voor polyethyleen buizen: wat is beter om te kopen en hoe u het correct gebruikt

Polyethyleenbuizen zijn lichtgewicht, eenvoudig te installeren en relatief goedkoop. Om dergelijke communicaties te leggen, is een lasmachine voor polyethyleen buizen nodig. Het juiste gebruik van apparatuur en de naleving van de technologie van het werk stelt u in staat om een betrouwbare, bijna monolithische verbinding te krijgen die vele jaren meegaat.
We zullen het hebben over het correct selecteren van een apparaat voor de vorming van duurzame en strakke gewrichten. In ons artikel worden de kenmerken van lassecties van een polyethyleen pijpleiding in detail beschreven. Degenen die alleen werk willen uitvoeren, zullen nuttige aanbevelingen vinden.
Kenmerken van lasconstructies gemaakt van polyethyleen
Een van de nuttige kenmerken van polyethyleen buizen is enige ontwerpflexibiliteit. Met lassen kunt u deze eigenschap opslaan op de kruising van afzonderlijke segmenten van de snelweg, wat zorgt voor uniforme eigenschappen over de hele lengte.
Dergelijke pijpen zijn gekookt voor zowel geul als sleufloze plaatsingals stalen of glasvezelpijp wordt gebruikt als de belangrijkste "behuizing".
Meestal worden twee soorten lassen gebruikt om polyethyleenstructuren met elkaar te verbinden: stuik en elektrofusie (het is ook thermistor). Voordat u de juiste apparatuur kiest, moet u bekend raken met lastechniekwaar u op moet letten bij het maken van verbindingen.
Bij het werken met buizen van polyethyleen worden de uiteinden van de structuren eerst verwarmd tot de smelttemperatuur, vervolgens worden ze aangesloten en onder druk samengeperst. Het klinkt eenvoudig, maar in de praktijk heb je goede professionele vaardigheden nodig om een kwaliteitslas te krijgen.

Het is noodzakelijk om de tijd van elke fase correct te bepalen, evenals de werkdruk die tijdens het verwarmen en aansluiten op het werkoppervlak wordt uitgeoefend. Het wordt aanbevolen om werkzaamheden uit te voeren bij een omgevingstemperatuur in het bereik van -15 ... + 45 graden. Deze methode is niet geschikt voor constructies met een wanddikte van minder dan 4,5 mm.

Stuiklassen kan worden uitgevoerd door twee specialisten, terwijl zware apparatuur niet nodig is. Werktijd en energiekosten voor de implementatie in dit geval zullen zeer gematigd zijn.
Meer gedetailleerd is het bedieningsschema voor stuiklassen als volgt:
- De uiteinden van de communicatie op de verbindingspunten moeten worden doorgesneden om vervuiling te voorkomen en hobbels te elimineren.
- Daarna worden de uiteinden van de buizen verwarmd met een lasmachine om de primaire braam te vormen.
- Het verwarmen wordt enige tijd voortgezet om het smeltpunt van polyethyleen te bereiken.
- Nu wordt de lasmachine verwijderd en worden de hete uiteinden van de buizen netjes verbonden, waardoor de afwerkingsbraam ontstaat.
- Het blijft wachten tot de structuur is afgekoeld en de kwaliteit van de las controleren.
Om de uiteinden af te knippen met een speciaal gereedschap - elektrische trimmer. Met dit apparaat kunt u strikt loodrecht op de as van de constructie snijden.
Het trimmen wordt uitgevoerd door microlagen totdat een continue polyethyleentape wordt verkregen op het snijpunt. De temperatuur en tijd van blootstelling van de kachel aan de uiteinden van de buizen wordt bepaald rekening houdend met de materiaalkwaliteit.

Het is erg belangrijk dat de verhouding van deze indicatoren, evenals de druk op het werkoppervlak, met maximale nauwkeurigheid wordt gehandhaafd. Dit is het bepalende moment voor een kwaliteitslas.
Aan het einde van de verwarmingsfase is het noodzakelijk om de verwarming van het apparaat zeer snel en tegelijkertijd voorzichtig opzij te nemen om de integriteit van de werkoppervlakken niet te schenden en om accidentele besmetting te voorkomen.
Bij het aansluiten van de uiteinden verwarmd tot het benodigde niveau HDPE-buizen het is noodzakelijk om dezelfde druk te leveren als bij het verwarmen van oppervlakken. Laskoeling moet ook zeer zorgvuldig worden uitgevoerd. De aangesloten leidingen mogen pas worden verwijderd als het verwarmde polyethyleen bezinkt.

Als alle bewerkingen correct zijn uitgevoerd, wordt een nette, symmetrische kraag gevormd op de kruising van de elementen. Als de naad er ongelijkmatig of rommelig uitziet, betekent dit dat er ernstige gebreken zijn gemaakt tijdens het lasproces. De sterkte van zo'n verbinding zal zeer twijfelachtig zijn.

Als het nodig is om buizen met dunne wanden (minder dan 4 mm) aan te sluiten, verdient het de voorkeur om elektrofusielassen te gebruiken, ook wel thermistorlassen genoemd. Met deze optie kunt u ook een verbinding van hoge kwaliteit creëren, terwijl het uitvoeren van werk nog eenvoudiger is dan het gebruik van de stompe methode.
Om dit type lassen uit te voeren, moeten de volgende stappen worden uitgevoerd:
- Om besmetting te voorkomen, het oppervlak van de uiteinden en het deel van de buis dat zich onder de koppeling zal bevinden, met een goede marge.
- Werkvlakken ontvetten.
- Verwijder de oxidelaag.
- Installeer de koppeling op werkoppervlakken.
- Centreer het ontwerp.
- Voer verwarming en lassen van de verbinding uit.
- Wacht tot het laspunt volledig is afgekoeld.
Alle voorbereidende werkzaamheden moeten met grote zorg worden uitgevoerd, omdat de aanwezigheid van zelfs de kleinste verontreinigingen de kwaliteit van de verbinding aanzienlijk kan schaden. Als er na het verwijderen van de oxidelaag per ongeluk vreemde stoffen op het oppervlak vallen, moet de reiniging worden herhaald.
Het koelproces heeft dezelfde eisen als bij de stompe methode. Elke verandering in de positie van de buis tijdens deze periode kan dodelijk zijn voor de las. Elektrofusielassen wordt uitgevoerd met fittingen, waarbij metalen verwarmingsspiralen in de fabricage worden gelegd.
Om het proces te starten, moet u de fitting op de kruising installeren en aan de lasmachine bevestigen, die de verwarming zal uitvoeren.Tijdens het lasproces zet het montagemateriaal uit, wat zorgt voor de nodige druk en voldoende afdichting. Aan het einde van het werk wordt de stroom losgekoppeld en blijft de fitting op de kruising.
Nog een interessant methode voor het lassen van polyethyleen buizen - het stopcontact. Dit is de minst populaire optie, die, in tegenstelling tot de hierboven beschreven technologieën, alleen kan worden gebruikt voor het leggen van interne communicatie. Het is ook een vrij eenvoudige methode, technisch zeer vergelijkbaar met het proces van het solderen van buizen van polypropyleen.

Soklassen kan worden aanbevolen in kamers waar de lay-out van de pijpleiding complex is, vol met hellingen en bochten. Om dit soort bewerkingen uit te voeren, wordt bijna dezelfde soldeerbout gebruikt als voor polypropyleenconstructies en de instellingen van de apparatuur zijn niet veel anders.
Hoe polyethyleen koken?
Op basis van informatie over de kenmerken van lasconstructies gemaakt van polyethyleen, kunt u de belangrijkste punten bepalen waarmee rekening moet worden gehouden bij het kiezen van geschikte apparatuur:
- leidingkenmerken: polyethyleenkwaliteit, diameter, wanddikte, enz .;
- kenmerken van de configuratie van de pijpleiding;
- plaats van pijpen (binnen of buiten);
- acceptabele mate van procesautomatisering;
- geschikte lastechniek etc.
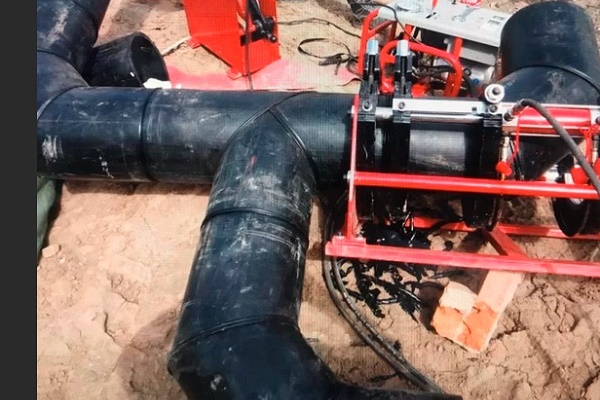
Gebruik speciale apparatuur voor het lassen van stompe buizen.
Ter beschikking van de meesters zijn er apparaten waarmee u kunt lassen in handmatige, automatische en halfautomatische modus. De gemakkelijkste manier om het werk van een draagbaar apparaat onder de knie te krijgen, maar het is alleen bedoeld voor buizen met een kleine diameter.

Parameters moeten worden bepaald uit de tabellen. De nauwkeurigheid van het lassen op handapparatuur is niet altijd hoog genoeg om succesvol te werken met dit soort apparaten, enige ervaring is vereist. Halfautomatische apparaten zijn veel handiger, ze zijn uitgerust met hydraulica: een station en een centralisator, wat de manipulatie aanzienlijk vereenvoudigt.

Deze apparaten worden gebruikt om buizen met een grotere diameter aan te sluiten dan bij het werken met handmatige apparatuur. Hoewel de beweging van de elementen van het apparaat wordt geautomatiseerd met behulp van hydraulische apparaten, moeten de lasparameters nog steeds worden ingesteld volgens de tabellen.

Hier wordt het proces volledig gecontroleerd door de computerprocessor. De wizard hoeft alleen de benodigde parameters in te voeren, bijvoorbeeld het materiaal waaruit de buis is gemaakt, de diameter van de constructie, SDR, enz.
Bij het gebruik van tafels werken lassers met concepten als:
- wanddikte buis;
- bedrijfstemperatuur verwarming;
- diameter van de structuur;
- einde verwarmingstijd;
- grootte van de braam;
- druk van lassen en voorverwarmen;
- verwarming en aanpassingstijd;
- tijd om druk te creëren in het stadium van afwikkeling van de structuur;
- afkoeltijd.
De temperatuur van de kachel hangt voornamelijk af van de eigenschappen van het materiaal waaruit de buizen zijn gemaakt. Om deze parameter te bepalen, worden niet alleen tabellen gebruikt, maar ook grafieken.
Hoge kwaliteit verschilt stuiklasapparatuur van de Zwitserse fabrikant “Georg Fischer”. Het assortiment is zeer divers, wordt gekenmerkt door Europese kwaliteit en terecht een hoge prijs. Relatief goedkoop zijn de KL Line- en Weld Line-liniaalmodellen.
Ze stellen u in staat om ontwerpen te koken met een diameter van 630 mm of minder, worden gekenmerkt door een vereenvoudigd ontwerp, wat de betrouwbaarheid van de eenheid vergroot. Geschikt voor de installatie van waterleidingen en rioleringen, incl. en druk.
GF Line-lasmachines van dezelfde fabrikant hebben een complexer apparaat en zijn duurder. Dit zijn automatische apparaten die gebruik maken van SUVI-technologie. Dergelijke units worden vaak gebruikt bij het leggen van gasleidingen, ze zijn geschikt voor het werken met leidingen met een diameter van 160-1200 mm.
Voor elektrofusielassen kunnen ook apparaten worden gebruikt die het proces in verschillende mate automatiseren. De kwaliteit van het lassen hangt niet alleen af van het type apparaat, maar ook van de kwaliteit van de prestaties, evenals van de bedrijfsomstandigheden.
Professionele buislagen gebruiken bij voorkeur werkeenheden. Ze zijn uitgerust met een scanner die de barcode van de buizenfabrikant scant.

Het versleutelt een compleet informatieblok over de kenmerken van dit materiaal. Na het scannen worden alle noodzakelijke instellingen gemaakt. Als de leidingen schoon en voorbereid zijn, kunt u direct beginnen met solderen. Goede apparaten voor elektrofusielassen controleren niet alleen elke fase van het laswerk, maar geven ook een waarschuwing bij een fout.
Bij het kiezen van het type apparaat moet rekening worden gehouden met het volgende kenmerk van de lasapparatuur. Thermistor-apparaten zijn geschikt voor het werken met buizen van bijna elke diameter, omdat verwarming wordt uitgevoerd door een koppeling van de juiste maat. Maar apparaten voor stuiklassen moeten worden genomen voor een specifieke diameter van de structuur.

Thermistorapparaten voor lassen hebben bovendien een zeer redelijke prijs in vergelijking met analogen voor stuiklassen. Maar er moet aan worden herinnerd dat wanneer ze worden gebruikt, elektro-koppelingen apart moeten betalen. Voor buizen met kleine diameters zijn de koppelingen niet zo duur, maar bij het werken met grote constructies kan het prijsverschil merkbaar worden.
Feit is dat polyethyleen buizen met kleine diameters (110 mm en kleiner) in baaien worden geleverd. Op deze manier kan naadloze en flexibele communicatie tot 200 meter lang worden verkregen.
Voor de installatie van een dergelijk ontwerp is een minimaal aantal connectoren vereist. Maar als het gaat om buizen met een diameter van meer dan 110 mm, krijgt de koper geen bays, maar stukken met een lengte van slechts 12 mm of minder.

Het is duidelijk dat voor de installatie van een dergelijke pijpleiding een aanzienlijk aantal elektrische koppelingen nodig is om vele secties van 12 meter aan te sluiten. Elektrofusielasapparatuur is compact van formaat.
Als er onder benauwde omstandigheden moet worden gewerkt, wordt deze optie mogelijk de enige mogelijke. De minimale diameter van constructies met elektrofusielassen kan ook bijna alles zijn, beginnend vanaf 20 mm.
Er moet ook aandacht worden besteed aan de mogelijkheid om de pijpleiding te repareren als een dergelijke behoefte zich voordoet. Zelfs de geologische kenmerken van de site waar de bladwijzer wordt gemaakt, zijn relevant riool pijpleiding of waterleidingen. In seismisch gevaarlijke gebieden is stuiklassen bijvoorbeeld onaanvaardbaar, de thermistormethode is verplicht voor gebruik.
Bij het kiezen van lasapparatuur moet u goed letten op zaken als de beschikbaarheid van garantieverplichtingen, toegang tot service na verkoop, de mogelijkheid van regelmatige certificering van het apparaat, enz. Een betrouwbare verkoper moet een vergunning hebben voor apparatuur die meestal in het buitenland wordt geproduceerd.
Conclusies en nuttige video over het onderwerp
Vergelijking en handige tips voor het kiezen van lasmachines:
Deze video toont het stapsgewijze proces van het zelf monteren van een lasser voor pp-buizen:
Het kiezen van een geschikte lasmachine voor buizen van polyethyleen is niet zo moeilijk. Het is beter om de voorkeur te geven aan producten van bekende fabrikanten in een acceptabele prijscategorie. Met nauwkeurige naleving van lastechniek kan een betrouwbare verbinding worden verkregen.
Vertel ons hoe u een lasmachine heeft gekozen om thuis of in het land een polymeerleiding te monteren. Deel de argumenten die uw keuze hebben bepaald. Laat opmerkingen achter in het onderstaande blok, plaats een foto over het onderwerp van het artikel, stel vragen.
 Hoe stuiklassen van polyethyleen buizen wordt uitgevoerd: informatie over het werk
Hoe stuiklassen van polyethyleen buizen wordt uitgevoerd: informatie over het werk  Soldeertemperatuur van polypropyleen buizen: de belangrijkste fasen van zelflassen + waardetabel
Soldeertemperatuur van polypropyleen buizen: de belangrijkste fasen van zelflassen + waardetabel  Gasbrander voor het solderen van koperen leidingen: de belangrijkste soorten branders + tips voor potentiële kopers
Gasbrander voor het solderen van koperen leidingen: de belangrijkste soorten branders + tips voor potentiële kopers  Elektrisch lassen voor beginners: de nuances van lassen en de analyse van basisfouten
Elektrisch lassen voor beginners: de nuances van lassen en de analyse van basisfouten  Hoe u verticale en horizontale naden kookt met elektrisch lassen: stapsgewijze instructies
Hoe u verticale en horizontale naden kookt met elektrisch lassen: stapsgewijze instructies  Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening
Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening  De beste wasmachines met droger: modelbeoordeling en klantentips
De beste wasmachines met droger: modelbeoordeling en klantentips  Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen
Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen  Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen
Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Kun je iets zeggen over het lasapparaat voor Protva PE-buizen? Ze boden verdacht weinig geld aan. Ik betwijfel of ik het moet nemen.