Lodding av kobberrør: trinnvis analyse av arbeid og praktiske eksempler

Hjemmehåndverkere prøver å utføre bygg- og reparasjonsarbeid på egen hånd, noe som gjør det ikke bare å spare familiebudsjettet, men også å være helt trygg på kvalitetsresultatet. Derfor må de mestre nye metoder og teknologier - som lodding av kobberrør.
Vi vil fortelle deg hvordan du monterer og kobler kommunikasjon fra kobberrør. Her vil du finne ut hvilke forbruksvarer og verktøy utøveren trenger. Nyttige ferdigheter, selv i hverdagen, vil gjøre det mulig å montere rørledninger med utmerkede driftsegenskaper uavhengig av hverandre.
Innholdet i artikkelen:
Loddekobber: Hvorfor du burde lære det
Kobberrørledninger brukes sjelden i praksis. Årsaken til dette er de høye materialkostnadene. Imidlertid anses kobberrørledninger med rette å være de beste.
Dette metallet overgår alle andre materialer i varmebestandighet, fleksibilitet og holdbarhet. Varme kobberrør etter montering kan den helles i betong, gjemmes i vegger, etc. Under operasjonen vil ingenting skje med dem.

Dette bør tas i betraktning når du velger et materiale for å ordne oppvarming eller vannforsyning. Å regne på langsiktig drift, blir høyere kostnader samlet inn. I tillegg til den utmerkede ytelsen som kobber har, er det ganske enkelt å installere. “Skumle historier” om vanskeligheter med lodding er ofte overdrevet.
Kobber er enkelt nok til å lodde. Overflaten krever ikke bruk av aggressive rengjøringsmidler.Mange lavsmeltende metaller har høy vedheft med det, noe som forenkler valg av lodde.
Dyre kobberflukser er ikke nødvendig, siden det ikke oppstår voldelige reaksjoner med oksygen under metallsmelting. I prosessen med lodding deformeres ikke røret, dens form og dimensjoner forblir uendret. Den resulterende sømmen kan pakkes ut om nødvendig.
Måter å lodde kobberdeler på
Lodding regnes som den beste metoden for å skjøte sammen kobberdeler. Under drift fyller det smeltede loddet et lite gap mellom elementene, og danner en pålitelig forbindelse.
To metoder for å fremstille slike forbindelser er vanligst. Dette er en høytemperatur og lav temperatur kapillærlodding. La oss se hvordan de skiller seg fra hverandre.
Høy temperatur funksjoner
I dette tilfellet foregår prosessen med å koble elementer fra kobber ved en temperatur over +450 grader. Loddet er valgte forbindelser, hvis basis er ganske ildfaste metaller: sølv eller kobber.
De gir en sterk søm, motstandsdyktig mot mekaniske skader og høye temperaturer. En slik forbindelse kalles fast stoff.

Et trekk ved den såkalte fastlodding er utglødningen av metallet, dette fører til at det mykner. For å minimere tap i styrkeegenskapene til kobber, er det derfor nødvendig å avkjøle det ferdige leddet bare naturlig, uten å bruke kunstig blåse eller senke delen i kaldt vann.
Et solid skjøt brukes til rør med en diameter på 12 til 159 mm. Lodding med høy temperatur brukes til å koble til gassrør.
I rørleggerarbeid brukes den i prosessen med å sette sammen vannrør for en monolitisk sammenføyning av deler med diameter over 28 mm. I tillegg brukes en slik forbindelse i tilfeller hvor temperaturen på væsken som sirkulerer i rørene kan overstige +120 grader.
Lodding med høy temperatur brukes også til montering av varmesystemer. Dens fordel anses for å være muligheten for å anordne et uttak fra et tidligere montert system uten dets foreløpige demontering.
Lodding i lav temperatur i detalj
Myk eller lavtemperert lodding refererer til tilkoblingen av kobberdeler, der en temperatur under + 450 ° C brukes. I dette tilfellet er myke smeltbare metaller, for eksempel tinn eller bly, valgt som lodde.
Bredden på sømmen dannet av slik lodding kan variere fra 7 til 50 mm. Den resulterende forbindelsen kalles myk. Det er mindre holdbart enn solid, men det har en rekke betydelige fordeler.

Hovedforskjellen er at under loddeprosessen skjer ikke metallglødning. Følgelig forblir styrken den samme.
I tillegg er temperaturen under lodding med lav temperatur ikke så høy som den under lodding med høy temperatur. Derfor anses det som tryggere. De såkalte myke skjøtene brukes til å sette sammen rør med liten diameter: fra 6 til 108 mm.
I VVS-tilkoblinger med lav temperatur kobberrør De brukes til installasjon av vannledningsnett og oppvarmingsnett, men forutsatt at temperaturen på væsken som sirkulerer i dem er mindre enn +130 grader. For gassrørledninger er bruk av denne typen tilkoblinger strengt forbudt.
Hva trengs i prosessen?
For å lage skjøter av høy kvalitet, trenger du spesielle materialer og verktøy. Først av alt er en flux nødvendig for å behandle den tidligere rensede overflaten på delene. Det fjerner oksider fra basen, forbedrer smørbarhet av smeltet lodde og reduserer overflatespenningen.
I tillegg trenger du også lodde for arbeid med kobber. For sveising med høy temperatur velges et materiale som ikke inkluderer bly. Emballasjen skal merkes "blyfri" eller "blyfri".
For lodding med lav temperatur velges et lavsmeltende lodde der tinn, kobber, vismut, sølv kan være til stede. Loddetype med lav temperatur er tilgjengelig i form av en 3 mm ledning.

For arbeid, trenger du verktøy. Aller først rørkutter. Med det vil det være mulig å klippe detaljene i ønsket størrelse. Det er viktig å velge et høykvalitetsverktøy slik at det myke materialet, som er kobber, ikke fastlåser.
Det tar også en avfasning å fjerne burrene. Ellers vil det være umulig å sette en del inn i en annen. For å rengjøre rørets indre overflate, brukes også en børste eller børste.

For å varme opp kobberelementene ved hjelp av forskjellige verktøy. Som oftest velger du for lodding med lav temperatur gassbrennerhar en smal flamme.
Gassutstyret fungerer i dette tilfellet fra en sylinder med en blanding av propan og butan eller med ren butan. En slik tanking er nok for 3-4 hundre ledd.
Enheten fungerer effektivt når røret varmes opp av brenneren, varmen blir opp på noen få sekunder. Lodding ved høy temperatur utføres med propan-oksygen eller acetylen-luft gassblandinger.
I tillegg kan lodding utføres ved hjelp av et spesielt elektrisk loddejern, designet for å arbeide med deler laget av kobber. Enheten er i stand til å samarbeide med både harde og myke selgere. Loddejernet er koblet til nettverket og brukes der det er umulig å jobbe med åpen ild. Enheten er utstyrt med klemmetang og avtagbare elektroder.
I tillegg til disse verktøyene for installasjon av rørledningen trenger du en markør eller blyant, målebånd, hammer og konstruksjonsnivå.
Loddingsteknologi
Etter å ha klargjort verktøyene og materialene, kan du begynne loddeprosessen. Vi utfører alle operasjoner i følgende sekvens:
Klipp delen av ønsket lengde
En rekke verktøy kan brukes til å kutte kobberrør. Den mest brukte manuelle rørkutteren. For å gjøre kuttet jevnt, holder vi røret bare vinkelrett på verktøyet.
Vi klemmer delen mellom rullen og bladet og roterer rørkutteren rundt den. Etter hver revolusjon, ikke glem å stramme justeringsbolten med omtrent en tredel av revolusjonen. Når du bruker en rørkutter, vil kuttet være jevnt, scoringen vises bare inne i røret.

Men samtidig vil diameteren på produktet avta noe, noe som er uønsket. Du kan unngå deformasjon av delen hvis du skjærer den med en baufil. Men i dette tilfellet vil det være mye burr, som må avhendes, og du må bruke en mal for å redusere snittet.
Knusing eller ovalisering av rørkuttet vil føre til ubehagelige konsekvenser, siden de nødvendigvis vil endre størrelsen på monteringsgapet. Verdien bør ligge i området 0,02-0,4 mm. Hvis gapet er mindre, vil ikke lodding kunne komme inn i det. Med en økning i gapet kan ikke kapillærvirkningen manifestere seg.
Som et resultat av skjæring, bør en del oppnås med en strengt sylindrisk ende med et minimum kutt. Sørg for å fjerne borene fra delen, rengjør den indre overflaten med en børste og avfett den. På samme måte trimmer vi det andre fragmentet av røret. Vi tar en rørutvidelse og med hjelp av en hammer øker vi diameteren på det andre røret.

Vi sjekker hvordan delene passer inn i hverandre, vi sjekker dimensjonene til den resulterende monteringsgapet. Det må stemme overens med normen. Vi rengjør og avfetter den andre delen. Operasjonen utføres over hele tverrsnittet av røret, husk at lengden på forbindelsen skal være lik diameteren på delen.
Påfør flux på overflaten av røret
I henhold til teknologireglene lodding av kobberrør, påfør et flusslag på delene. Vi tar sammensetningen og påfører den med en børste forsiktig på den ytre overflaten av røret, som vil være inne i forbindelsen.
Vi utfører operasjonen veldig nøye.Vi prøver å samle minimums mengde løsning og fordele den fullstendig over delen. Overflødig strøm skal ikke forbli på overflaten.
Vi kobler deler sammen før lodding
Når fluksen er påført på delene, må de være tilkoblet. Dette må gjøres raskt nok slik at forurensningspartikler ikke kommer på en fuktig overflate. Hvis vi jobber med et beslag eller med en bjelle, lager vi en komplett forbindelse av elementene.
For å gjøre dette, roter du dem hele veien. I rotasjonsprosessen "klikker" delene ikke bare på plass, men også strømmen fordeles så jevnt som mulig over monteringsspalten.

Å forlate fluksen på delene er forbudt, siden det er en aggressiv kjemisk sammensetning.
Lodding av kran med beslag basert på en kompresjonsring utføres i følgende rekkefølge:
Sammensetning ved lodding ved lav temperatur
Når du lager et mykt ledd, er smeltbart lodd og lavtemperaturstrøm obligatorisk. For oppvarming kan du ta en standard eller liten gassbrenner, som er ladet med en blanding av propan med luft eller propan med butan og luft. Du kan ta et spesielt elektrisk loddejern.
Vi tar brenneren, slår den på og retter flammen mot rørleddet. Kontaktplassen mellom flammen og delen må hele tiden flyttes. Dette er nødvendig slik at elementene varmes opp jevnt. Vi tar lodding og fra tid til annen berører vi det med monteringsgapet. Ved tilstrekkelig oppvarming begynner loddet å smelte.

Så snart dette skjer, tar vi brenneren til side for å la loddetinn fylle kapillærgapet helt. Hvis loddet ikke har begynt å smelte ennå, fortsett å varme. Et trekk ved lodding med lav temperatur er at loddet ikke er spesielt oppvarmet. Det skal smelte fra varmen fra de oppvarmede elementene i forbindelsen.
Etter at loddet har fylt kapillærgapet fullstendig, må det få avkjøles, helst under naturlige forhold. Det må huskes at det resulterende myke leddet har lav styrke, så det er forbudt å berøre det i varm form.
Et annet viktig poeng. I prosessen med lodding er det ekstremt viktig å ikke overopphete kobber. Ellers vil fluksen som er avsatt på metallet kollapse og følgelig ikke kunne oppløse og fjerne oksider, noe som vil dramatisk påvirke forbindelsens kvalitet.
Derfor anbefales det å bruke fluss med loddepulver. Når temperaturen på delen er tilstrekkelig til å varme loddet, vil pulveret smelte, og du vil se dråper av smelten skinne inne i fluksen.
Hvis bruk av flammen av en eller annen grunn er uakseptabel, brukes loddeinnretninger drevet av strøm. Slikt utstyr er et sett med strømforsyning, elektriske tanger og loddejern.
Fremgangsmåten for oppvarming og etterfølgende dannelse av forbindelsen med et loddejern er ikke forskjellig fra det som er beskrevet ovenfor. Det eneste forbeholdet: det kan ta kortere tid å varme opp delene fullstendig enn når du varmer opp med en brenner.
Dannelsen av en søm ved lodding av høy temperatur
I prosessen med slik lodding brukes også en gassbrenner for å varme opp delene. Det fylles med en blanding av propan med oksygen eller acetylen med luft. Det er mulig å bruke en blanding av acetylen-oksygen.
Mestere anbefaler å varme opp delene jevnt og raskt. Det vil si at oppvarmingsprosessen skal være kort. Gassen som brenner i enheten skal produsere en lys blå flamme med lav intensitet.

Vi beveger brenneren jevnt langs den fremtidige tilkoblingen slik at oppvarmingen er så jevn som mulig. Når kobber varmer opp til omtrent 750C, vil det få en mørk kirsebærfarge. Server på loddet.
For å gjøre det bedre oppvarmet, kan du varme det opp litt med en brenner. Men det må huskes at loddet skal smelte fra de oppvarmede delene av forbindelsen, og ikke fra brenneren. Ideelt sett er det nødvendig å gi forbindelsen med minimal oppvarming, der loddet umiddelbart smelter og fyller installasjonsgapet første gang.
Kanskje dette ikke vil fungere med en gang, men etter hvert som erfaringen samler seg vil resultatet bli bedre. Etter at gapet er helt fylt med loddetinn, la forbindelsen bli avkjølt. Det er ikke anbefalt å berøre det på dette tidspunktet. Vi tørker forsiktig av den avkjølte sømmen for å bli kvitt fluksrestene.
En detaljert analyse av teknologien for lodding av kobberrørledninger ved bruk av en gassbrenner gitt i artikkelen, innholdet vi anbefaler deg å lese.
Sikkerhet i kobberrøret
Nybegynnere er interessert i hvordan du kan lodde kobberrør riktig, men glemmer samtidig sikkerheten. Dette kan ikke gjøres. Du må forstå at kobber er preget av høy varmeledningsevne, slik at du ikke kan holde deler i hendene uten noen beskyttelse.
Uforsiktighet og uforsiktighet med kobberrør montering kan føre til en termisk forbrenning. Små gjenstander opp til 0,3 m tas bare med vernehansker eller holdes med tapper.
Forsiktighet er også nødvendig når du arbeider med flux. Dette er en ekstremt aggressiv komposisjon. Hvis det under lodding kommer på huden, bør du øyeblikkelig slutte å jobbe og vaske fluksen fra huden med mye såpevann. Ellers kan ikke bare en termisk, men også en kjemisk forbrenning vises på huden.

Klær for arbeid må også velges riktig. Syntetiske stoffer er absolutt ikke egnet. Kunstig fiber er veldig følsom for høye temperaturer. Den smelter lett og lyser opp, så for arbeid er det best å velge tette klær laget av naturlig bomull.
Et annet viktig poeng. Når deler varmes opp, begynner fluksen å brenne. Parene hans er farlige for mennesker. Av denne grunn bør rommet hvor lodding av kobberrør utføres være godt ventilert.
Erfarne håndverkere råder de som først tok lodding til første øving på trimming av rør. Praksis viser at det etter tre eller fire uavhengige tilkoblinger allerede er mulig å ta opp installasjonen av rørledningen. I dette tilfellet er det lurt å sette sammen systemet på gulvet og bare fortsette med lodding.
Den ferdige rørledningen må skylles godt med rent varmt vann for å fjerne lodd og fluss fra innsiden av delene.
De viktigste feilene som ble gjort ved lodding
Prosessen med lodding av kobberrør er ganske enkel, men krever litt erfaring. Nybegynnere gjør ofte feil i arbeidet.
Vurder de viktigste:
- Tilstedeværelsen av feil på overflaten av de tilkoblede delene.Slike feil kan vises i prosessen med å kutte røret. Hvis lodding utføres over defekten, vil sømmen være skjør.
- Forurensning i krysset mellom elementer. Deler må avfettes etter kapping og rengjøring.
- Utilstrekkelig bredde på monteringsgapet. I henhold til reglene, for avstander med tverrsnitt fra 6 til 108 mm, bør avstandsdimensjonene være fra 7 til 50 mm.
- Utilstrekkelig oppvarming av deler. I dette tilfellet vil loddet ikke være i stand til å smeltes ordentlig sammen med basen. En slik søm vil lett kollapse selv under lett belastning.
- Fluksen dekker ikke hele overflaten på røret. Oksider forblir på overflaten av delen, noe som påvirker sømmenes kvalitet negativt.
- Overoppheting av tilkoblingsdelen. Det fører til forbrenning av fluks og dannelse av oksid og skala. Som et resultat forringes forbindelsens kvalitet kraftig.
- Kontroller om det er en kald tilkobling. Før du sjekker kvaliteten på sømmen, må du sørge for at røret er avkjølt. Ellers vil leddet uunngåelig deformeres og miste styrke.
- Ignorerer sikkerhetsregler. Lodding utføres ved høye temperaturer og ved bruk av aggressive kjemikalier. Verneklær, maske og hansker er påkrevd.
Kanskje vil det være vanskelig for en nybegynnermester å uavhengig bestemme graden av oppvarming av deler, da er det verdt å invitere en profesjonell og lage de første forbindelsene under hans veiledning.
Han vil introdusere metoder for å konstruere varmekretser fra kobberrør neste artikkelsom vi anbefaler at du blir kjent med.
Konklusjoner og nyttig video om emnet
Du kan finne ut enda mer interessant informasjon om lodding av kobberrør fra følgende videoer.
Video nr. 1. Funksjoner ved lodding av kobber ved høy temperatur:
Video nr. 2. Slik lodder du kobberbeslag:
Video nr. 3. Hva er loddeflukser:
Lodding av kobberrør selv er en nyttig ferdighet som sikkert vil være nyttig for en hjemmemester. Rørledninger laget av kobber er veldig lange og problemfrie. Gitt de ganske høye kostnadene for slike deler, kan selvmontering betydelig spare og få en rørledning av høy kvalitet til en veldig rimelig pris.
Har du personlig erfaring med å koble sammen kobberrør ved lodding? Kanskje har du kunnskap om nyansene i arbeidet? Skriv kommentarer i blokken nedenfor, still spørsmål, del din mening og bilder om artikkelen.
 Lodding av polypropylenrør: arbeidsregler og analyse av mulige feil
Lodding av polypropylenrør: arbeidsregler og analyse av mulige feil  Lodding av kobberrør med en gassbrenner: nyttige tips og trinn for selvlodding
Lodding av kobberrør med en gassbrenner: nyttige tips og trinn for selvlodding  DIY kobberrørinstallasjon: kobberrørinstallasjonsteknologi
DIY kobberrørinstallasjon: kobberrørinstallasjonsteknologi  Koble til kobberrør: instruksjoner og sammenligning av forskjellige installasjonsteknologier
Koble til kobberrør: instruksjoner og sammenligning av forskjellige installasjonsteknologier  Slik krasjer du i et plastrør: funksjoner i arbeid og analyse av alle viktige nyanser
Slik krasjer du i et plastrør: funksjoner i arbeid og analyse av alle viktige nyanser  PVC-rørhenger: populære alternativer + trinn-for-trinn-instruksjon
PVC-rørhenger: populære alternativer + trinn-for-trinn-instruksjon  Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel
Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel  De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips
De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips  Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov
Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov  Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav
Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav 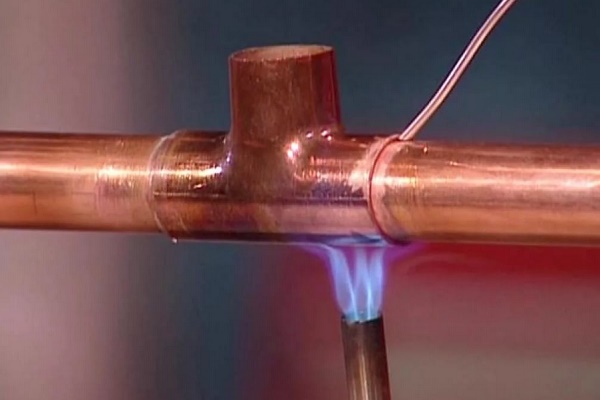{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Jeg har veldig sjelden å gjøre med kobberrør, det er virkelig få som bruker dem, og foretrekker billigere og mer anvendelig plast. Men jeg så slike rør i hus som hevder å være elite. De passer perfekt inn i interiøret. Og jeg hadde også en sjanse til å lodde dem. Av personlig erfaring kan jeg si at å utføre dette arbeidet både er ukomplisert og det er nyanser.
Kobber er et responsivt metall; i seg selv vil det ikke føre til problemer. Men hvis du selv gjør feil, vil stedet for lodding etter noen tid flyte. Til alle som plutselig møter behovet for å lodde et kobberrør, først vil jeg si - ikke vær lat og ikke spar tid til forarbeid! En god start er halve kampen.
Dårlig avfetting - det vil flyte. Å strippe dårlig er det samme. For det andre: moderat, men tilstrekkelig fluks. Du vil angre på at det vil flyte. Overdriv - få et stygt sted med vedheft.For det tredje: kompetente temperaturforhold. Både overoppheting og underoppheting er like ille. Generelt, hvis du skal lodde for første gang, er det best å finne et stykke kobberrør et sted og øve, som i et trekk. Identifiser samtidig dine mulige feil.