Testarea sub presiune a țevilor metal-plastic: ordinea și nuanțele lucrării

O alternativă de succes la conductele tradiționale de oțel sunt produsele tehnologice din metal-plastic. A fost deosebit de popular în industria instalațiilor sanitare. Plasticul este utilizat la asamblarea și repararea comunicațiilor sub presiune, a circuitelor fără presiune a alimentării cu apă caldă și rece, precum și a sistemelor de încălzire.
În formarea compușilor, se folosește o metodă simplă și accesibilă - sertizarea țevilor metal-plastic. Vă vom spune cum este realizată această lucrare, ce instrument va avea nevoie de un instalator independent pentru a construi sau restaura sisteme. Recomandările noastre vor ajuta la obținerea unui rezultat de cea mai înaltă calitate.
Conținutul articolului:
Crimping: concept în sens larg
Însuși conceptul de „sertizare”, așa cum se aplică pe mânecile metal-plastic, ar trebui luat în considerare în sensul larg al cuvântului. De exemplu, crimarea este adesea înțelesă ca teste standard efectuate hidraulic sau pneumatic.
Dar practica modernă arată că termenul „sertizare” se apropie destul de logic de procedura de conectare a unei fitinguri și a unei țevi din metal-plastic. Acest tip de conexiune se realizează folosind tehnologia de sertizare a forței folosind un instrument special (clește de presare).

Indiferent de condițiile de instalare și de tehnologiile aplicate, instalarea instalațiilor sanitare sau a altor comunicații pe bază de conducte de plastic este însoțită de teste pentru etanșeitate și rezistență.

Ca o regulă, procesul de testare efectuate hidraulic.Nu este exclusă însă posibilitatea de a produce teste prin metoda pneumatică.
Metode de sertizare din plastic metalic
Metoda hidraulică presupune umplerea conductelor metal-plastic cu apă, urmată de o creștere a presiunii pentru valorile setate. Testele pot afecta întregul trunchi montat sau numai secțiunile sale individuale.
Metoda pneumatică implică utilizarea aerului comprimat în loc de apă. Această metodă de sertizare este considerată mai puțin eficientă și mai periculoasă decât versiunea hidraulică. Și nu contează, conductele metalice sau cele din metal-plastic sunt testate.
Opțiunea nr. 1: hidraulică
Procesul nu diferă de versiunea standard, care este utilizată pe rețelele de apă din oțel. Singura atenționare este că presiunile de lucru pentru conductele de plastic au valori mai mici decât cele adoptate pentru produsele metalice.
În consecință, presiunea de încercare se calculează ținând cont de setările standard ale presiunii de funcționare pentru plastic conform formulei:
Ri = Rrp * 1,5,
În ea, Ri este presiunea testului; RRP - presiunea de lucru a unei conducte de plastic.
Temperatura apei din interiorul conductei este admisă în valori plus de 5 - 40ºº.
Progresul procedurii:
- Pregătiți locul de testare (puneți macarale, dopuri).
- Instalați 2 calibre în diferite puncte de pe linie.
- Instalați o aerisire pe nivelul superior al liniei.
- La nivelul inferior al liniei, conectați o pompă de apă.
- Umpleți linia cu alimentare cu apă de la nivelul inferior până la nivelul superior.
- Deschideți orificiul de evacuare a aerului pentru a scurge aer din sistem
În interiorul autostrăzii dinspre tevi de plastic presiunea acumulată ar trebui să fie lentă, excluzând salturile bruște. Astfel de condiții de presiune sunt furnizate de presă hidraulică manuală.

Până când presiunea ajunge la nivelul de funcționare, se recomandă să verificați periodic zonele posibilelor scurgeri.
Aceste site-uri sunt de obicei:
- conexiuni țeavă-țeavă;
- contactul de țeavă și montare;
- puncte de instalare pentru robinete și mufe.
O creștere a presiunii în interiorul țevilor metal-plastic până la o valoare care depășește parametrul de funcționare cu 1,5 ori este permisă numai în absența persoanelor în apropierea liniei de încercare.
Presiunea de test stabilită în interiorul conductei trebuie menținută pentru un anumit timp. Pentru alimentarea cu apă din țevi metal-plastic, destinate funcționării în condiții casnice, se adoptă o perioadă minimă de expunere de cinci minute.
În timpul valorii minime acceptate a timpului de încercare, nu este admisă o scădere a presiunii în punctele de instalare ale manometrelor de control. Când se observă modificări în minus pe dispozitivele de control, această condiție indică o etanșeitate incompletă a sistemului.
Este necesar să scutiți presiunea de valoarea de funcționare și să verificați cu atenție locurile posibile scurgeri pe întreaga secțiune a conductelor de plastic. Detectați orice defecte și repetați procedura de testare.

Testele de scurgere sunt trecute atunci când îndeplinesc următoarele condiții:
- nu au fost detectate vizual scurgeri;
- nu există pauze vizuale în pereții conductelor;
- cinci minute nu a existat nicio schimbare de presiune asupra manometrelor de control;
- nu există deformări vizibile ale conductelor.
Între timp, este necesar să se clarifice: dacă timpul de expunere depășește un interval de cinci minute, este permisă o ușoară scădere a presiunii de încercare din cauza unei schimbări naturale a temperaturii apei din interiorul țevilor metal-plastic.
Opțiunea nr. 2: pneumatică
În caz de imposibilitate de sertizare hidraulică din orice motiv, este permisă o alternativă - test pneumatic.
Metoda testului pneumatic diferă într-un mod ușor diferit de verificare a scurgerilor, dar, în general, repetă practic metoda hidraulică. Această tehnologie este folosită nu atât de des pe conducte, dar este utilizată pe scară largă pentru sertizarea dispozitivelor individuale, cum ar fi rezervoarele de expansiune, cazanele, schimbătoarele de căldură etc.

Pentru a detecta scurgerile în timpul testării presiunii pneumatice, de regulă, se utilizează soluție de săpun. Linia montată este umplută cu aer sub presiune Ри = Ррп * 1.15, iar locurile potențialelor scurgeri sunt irigate cu apă săpună. Ieșirea aerului este determinată de inflația bulelor.
Această tehnică de verificare vă permite să detectați vizual chiar și scurgeri minore. Dar este destul de dificil pentru un inspector să monitorizeze scurgerile în locuri dificil de accesat pentru observarea vizuală.
Metoda de testare pneumatică este potrivită pentru testarea scurgerilor fitinguri de conducte din plastic sau în conformitate cu schema „țeavă în țeavă”. Dar când este necesar să testeze rezistența sistemului de conducte, această metodă nu este în mod clar cea mai bună. Aici trebuie să vă referiți la testarea hidraulică.
Sertizarea ca metodă de conectare
Practica instalării țevilor metal-plastic se remarcă prin utilizarea mai multor metode potrivite pentru realizarea tuturor tipurilor de conexiuni:
- de lipit;
- cheie;
- încrețituri.
Ultima metodă dintre cele trei este doar sertizarea conductei metal-plastic în zona articulației sale cu fitingul.

Tehnica de astfel de sertizare se remarcă prin acțiuni simple care sunt disponibile pentru execuție chiar și pentru instalatorii neprofesionali. Singura avertisment - pentru muncă necesită așa-numita clește de presă - un instrument special, datorită căruia se creează o conexiune fiabilă de sertizare.
În general, pentru executarea lucrărilor folosind tehnica de sertizare, este necesară următoarea trusă de scule:
- freză de țeavă pentru țevi din plastic;
- calibrator, expandator, șampon;
- clește de presă
Taietorul de conducte face o tăiere uniformă pentru o dimensiune dată, fără deformarea conductei și într-un unghi drept.Cu calibratorul și șamponul, capătul manșonului metal-plastic este pregătit pentru articularea ulterioară cu fitingul.
Uneori este necesar și un expander pentru funcționare. Curele de presă din proces ocupă un loc special. Cu ajutorul acestui instrument, se desface compusul preparat.
Fitingurile de sertizare și compresiune (sunt și filetate) sunt utilizate la asamblarea conductelor metal-plastic, etapele instalării lor fiind în mare măsură similare:
Cum se sertizează o țeavă de plastic
Procedura de sertizare privind conectarea unei conducte metal-plastic cu o armătură oferă următoarea succesiune de acțiuni:
- Taierea tevilor de plastic la dimensiuni.
- Efectuați calibrarea secțiunilor sale finale.
- Chamfering raza interioară.
Apoi, manșonul de sertizare este instalat pe capătul conductei.

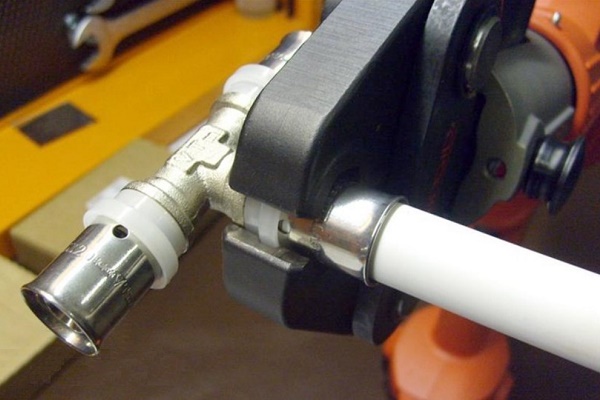
După aceste acțiuni, partea de fixare a armăturii este introdusă în conducta metal-plastic de la capătul în care se află manșonul de sertizare. Mutați manșonul de sertizare peste corpul țevii, setați-l paralel cu montarea. Linii directoare pentru lucrul cu fitinguri de presă în ansamblul unei conducte metal-plastic dat aici Vă recomandăm să citiți informații utile.
Implicați-vă pe cârligele de presare din zona de joncțiune, completate cu accesorii corespunzătoare dimensiunii diametrului conductei prelucrate. Strângeți instrumentul până la capăt.

Astfel de acțiuni sunt tipice pentru sertizare folosind o unealtă manuală. Între timp, pe lângă sertizarea manuală, există dispozitive electrice, hidraulice, pneumatice.
Aceste opțiuni de design sunt de obicei rareori utilizate în viața de zi cu zi. Scopul lor este producția industrială. După configurație, acestea sunt foarte diferite de modelele manuale.
Trebuie menționate câteva caracteristici atunci când lucrați cu clești de presă.Numai o crimă o singură dată este permisă. Dacă din anumite motive nu a fost posibil să se facă o sertizare de înaltă calitate pentru prima dată, nu încercați să repetați acțiunea. Sertizarea defectuoasă trebuie îndepărtată, iar procedura de sertizare trebuie efectuată mai întâi.
Avantajele și dezavantajele sertizării
evaluarea conectarea conductelor de plasticrealizată cu ajutorul cârligelor de presă, este imposibil de notat avantajele și dezavantajele.

Atât unul, cât și celălalt determină condițiile în care această metodă este potrivită.
Lista beneficiilor notate este următoarea:
- se creează o conexiune nesupravegheată;
- calcul pentru presiuni mari de lucru;
- rezistență mecanică ridicată;
- durată de viață lungă;
- Instalare ușoară și rapidă.
Din punct de vedere al deficiențelor existente, experții identifică, de asemenea, unii factori și, de obicei, îi asociază cu criteriile de întreținere sau instalare:
- se creează o conexiune care nu se poate separa;
- instrument special necesar (clește de presare).
Dezavantajul este că fiecare eroare de sertizare reduce toate lucrările la zero.

În plus față de aceste deficiențe, puteți adăuga costul ridicat al instrumentului principal - o presă de bifare.
Adevărat, adaptarea manuală la condițiile interne are un preț nu la fel de ridicat ca desenele automate. Dar chiar și în acest caz, cumpărarea nu este profitabilă, deoarece nevoia instrumentului este de fapt o singură dată.
Concluzii și video util pe această temă
Din videoclip puteți afla cum să lucrați cu cârligele de presă de tip mecanic, și anume cum să sertzească fitingurile țevilor din metal-plastic.
Instalarea conductelor metalico-plastice prin sertizare se recomandă să fie efectuată în condiții ambientale cu o temperatură de cel puțin + 10ºС. Este recomandabil să rezistați materialului achiziționat (conductele) în noile condiții timp de cel puțin 24 de ore și abia apoi începeți instalarea.
Sistemul de instalații instalate trebuie să fie testat pentru scurgeri și rezistență prin teste hidraulice și pneumatice.
Aveți experiență în lucrul cu țevi de plastic și în dispozitivul conexiunilor lor? Dețineți subtilitățile tehnologice ale producției acestei lucrări, care nu sunt cuprinse în articol? Vă rugăm să scrieți comentarii în formularul de mai jos, puneți întrebări, postați fotografii.
 Fitinguri de presare pentru țevi din plastic: tipuri, marcaj, scop + exemplu de instalare
Fitinguri de presare pentru țevi din plastic: tipuri, marcaj, scop + exemplu de instalare  Tăierea conductelor în unghi: avantaje și dezavantaje ale diferitelor metode + exemplu de lucru
Tăierea conductelor în unghi: avantaje și dezavantaje ale diferitelor metode + exemplu de lucru  Modul în care sunt îndoite conductele metalice: subtilități tehnologice ale performanței în muncă
Modul în care sunt îndoite conductele metalice: subtilități tehnologice ale performanței în muncă  Instalarea de tevi din plastic: tehnologie de conectare și exemple de cablare
Instalarea de tevi din plastic: tehnologie de conectare și exemple de cablare  Țevi de polipropilenă de lipit: reguli de lucru și analiză a posibilelor erori
Țevi de polipropilenă de lipit: reguli de lucru și analiză a posibilelor erori  Înlocuirea tuburilor de baie: un ghid pas cu pas pentru a lucra
Înlocuirea tuburilor de baie: un ghid pas cu pas pentru a lucra  Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz
Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz  Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți
Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți  Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale
Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale  Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază
Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
În prezența unealtă necesară (o tăietură de țeavă specială și un înțepător de presă), sertizarea conductelor din metal-plastic nu este o problemă mare și este destul de ușor de făcut pe cont propriu. Dacă ceva nu este clar, atunci urmăriți doar câteva videoclipuri complete în rețea. Un alt lucru este că nu toată lumea are un instrument, dar costă foarte mult.
Da, și nu există niciun motiv să le cumpărați dacă nu faceți acest lucru profesional. Tocmai am închiriat aceste tipuri de presă, acum există o mulțime de companii în care se poate face acest lucru.
Alo Este necesară șamponarea la fabricarea țevilor în locul tăierii?