Zvárací stroj na polyetylénové rúry: ktorý je lepšie kúpiť a ako ho správne používať

Polyetylénové rúry sú ľahké, ľahko sa inštalujú a sú relatívne lacné. Na uskutočnenie tohto typu komunikácie je potrebný zvárací stroj na polyetylénové rúry. Správne používanie zariadenia a súlad s technológiou práce vám umožňujú získať spoľahlivé, takmer monolitické spojenie, ktoré bude trvať mnoho rokov.
Budeme hovoriť o tom, ako správne vybrať zariadenie na vytváranie trvanlivých a tesných kĺbov. V našom článku sú podrobne opísané vlastnosti zváracích úsekov polyetylénového potrubia. Tí, ktorí chcú pracovať samostatne, nájdu užitočné odporúčania.
Vlastnosti zváracích štruktúr z polyetylénu
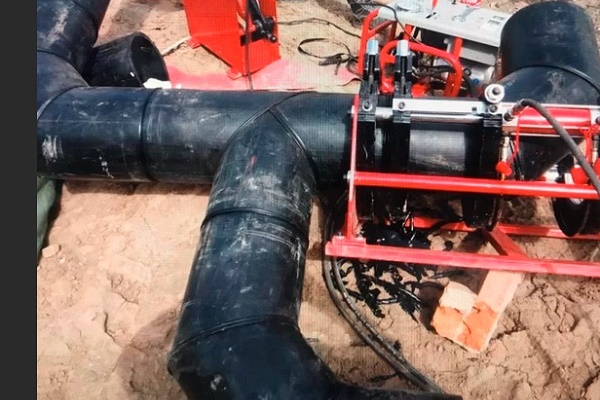
Jednou z užitočných vlastností polyetylénových rúrok je určitá flexibilita pri návrhu. Zváranie umožňuje uložiť túto vlastnosť na križovatke jednotlivých úsekov diaľnice, čo zaručuje jednotné vlastnosti po celej jej dĺžke.
Tieto rúry sa varia tak pre priekopy, ako aj pre priekopy bezvýkopové pokládkyak sa ako hlavné „puzdro“ použije rúrka z ocele alebo zo sklenených vlákien.
Najčastejšie sa na spájanie polyetylénových štruktúr používajú dva druhy zvárania: tupá a elektrofúzna (je to tiež termistor). Pred výberom správneho vybavenia by ste sa mali zoznámiť technológia zváraniapri pripájaní sa musí dodržať.
Pri práci s rúrkami vyrobenými z polyetylénu sa konce štruktúr najprv zahrievajú na teplotu topenia, potom sa spoja a stlačia pod tlakom. Znie to jednoducho, ale v praxi, ak chcete získať kvalitný zvar, potrebujete dobré profesionálne zručnosti.

Je potrebné správne určiť čas každej etapy, ako aj pracovný tlak, ktorý bude vyvíjaný na pracovnú plochu počas jej zahrievania a pripojenia. Odporúča sa, aby sa práce vykonávali pri okolitej teplote v rozsahu -15 ... + 45 stupňov. Táto metóda nie je vhodná pre konštrukcie s hrúbkou steny menšou ako 4,5 mm.

Zváranie na tupo môžu vykonávať dvaja odborníci, zatiaľ čo ťažké zariadenia nie sú potrebné. Pracovný čas a náklady na energiu na ich implementáciu v tomto prípade budú veľmi mierne.
Podrobnejšie je schéma prevádzky zvárania na tupo nasledujúca:
- Konce komunikácií v miestach pripojenia by sa mali odrezať, aby sa očistili od kontaminácie a odstránili hrbole.
- Potom sa konce rúrok zahrievajú pomocou zváracieho stroja na vytvorenie primárneho ostrapku.
- Zahrievanie pokračuje určitý čas, aby sa dosiahla teplota topenia polyetylénu.
- Teraz je zvárací stroj odstránený a horúce konce rúrok sú úhľadne spojené, čím sa vytvára konečná hrana.
- Zostáva čakať na ochladenie konštrukcie a skontroluje sa kvalita zvaru.
Orezávanie koncov pomocou špeciálneho nástroja - elektrického zastrihávača. Toto zariadenie vám umožňuje rezať prísne kolmo na os konštrukcie.
Orezávanie sa uskutočňuje pomocou mikrohrán, až kým sa v mieste rezu nezíska súvislá polyetylénová páska. Teplota a čas vystavenia ohrievača koncom rúrok sa určuje s prihliadnutím na kvalitu materiálu.

Je veľmi dôležité, aby sa pomer týchto ukazovateľov, ako aj tlak na pracovnú plochu udržiaval s maximálnou presnosťou. Toto je rozhodujúci moment pre kvalitný zvar.
Na konci fázy zahrievania je potrebné veľmi rýchlo a súčasne opatrne priviesť ohrievač zariadenia na stranu, aby nedošlo k narušeniu integrity pracovných plôch a aby sa zabránilo náhodnému znečisteniu.
Pri pripájaní koncov zahrejte na potrebnú úroveň Rúry z HDPE je potrebné zabezpečiť rovnaký tlak ako pri vyhrievaní povrchov. Chladenie zvaru by sa malo vykonávať veľmi opatrne. Pripojené potrubia sa nesmú odstraňovať, kým sa nezohriaje vyhrievaný polyetylén.

Ak sú všetky operácie vykonávané správne, vytvorí sa na spoji prvkov čistý symetrický golier. Ak šev vyzerá nerovnomerne alebo chaoticky, znamená to, že počas zvárania došlo k závažným nedostatkom. Sila takejto zlúčeniny bude veľmi pochybná.

Ak je potrebné spojiť rúrky s tenkými stenami (menej ako 4 mm), odporúča sa uprednostniť elektrofúzne zváranie, ktoré sa tiež nazýva termistorové zváranie. Táto voľba vám tiež umožňuje vytvoriť kvalitné spojenie, zatiaľ čo proces vykonávania práce je ešte ľahší ako použitie metódy zadku.
Na vykonanie zvárania tohto typu by sa mali vykonať tieto kroky:
- Znečistite povrch koncov a časť rúrky, ktorá bude pod spojkou, s dobrým okrajom.
- Pracovné povrchy odmastite.
- Odstráňte oxidovú vrstvu.
- Namontujte spojku na pracovné povrchy.
- Vycentrujte dizajn.
- Vykonajte zahrievanie a zváranie spoja.
- Počkajte, kým sa zvarový bod úplne nevychladne.
Všetky prípravné práce by sa mali vykonávať s veľkou starostlivosťou, pretože prítomnosť najmenších kontaminantov môže významne zhoršiť kvalitu pripojenia. Ak po odstránení oxidovej vrstvy na povrch náhodne padnú cudzie látky, čistenie by sa malo opakovať.
Chladiaci proces má rovnaké požiadavky ako pri použití metódy butt. Akákoľvek zmena polohy potrubia počas tohto obdobia môže byť pre zvar fatálna. Elektrofúzne zváranie sa vykonáva pomocou tvaroviek, v ktorých sa pri výrobe kladú kovové vykurovacie špirály.
Na spustenie procesu je potrebné nainštalovať armatúru na križovatku a pripevniť ju na zvárací stroj, ktorý vykoná ohrev.Počas procesu zvárania sa montážny materiál rozširuje a poskytuje potrebný tlak a dostatočné utesnenie. Na konci práce je napájanie odpojené a armatúra zostáva na križovatke.
Ďalší zaujímavý metóda zvárania polyetylénových rúr - zásuvka. Toto je najmenej populárna možnosť, ktorú na rozdiel od vyššie opísaných technológií možno použiť iba na ukladanie internej komunikácie. Je to tiež pomerne jednoduchý spôsob, technicky veľmi podobný procesu spájkovania rúr z polypropylénu.

Zváracie hrdlo sa môže odporučiť v miestnostiach, kde je usporiadanie plynovodu zložité, plné svahov a zákrut. Na vykonávanie operácií tohto typu sa používa takmer rovnaká spájkovačka ako pri polypropylénových štruktúrach a nastavenie zariadenia sa príliš nelíši.
Ako variť polyetylén?
Na základe informácií o vlastnostiach zváracích štruktúr z polyetylénu môžete určiť hlavné body, ktoré by sa mali zohľadniť pri výbere vhodného zariadenia:
- vlastnosti rúr: polyetylén, priemer, hrúbka steny atď.
- vlastnosti konfigurácie plynovodu;
- miesto kladenia potrubí (vo vnútri alebo vonku);
- prijateľný stupeň automatizácie procesov;
- vhodná technológia zvárania atď.
Na zváranie tupých rúr používajte špeciálne vybavenie.
K dispozícii sú zariadenia, s ktorými môžete zvárať v manuálnom, automatickom a poloautomatickom režime. Najjednoduchší spôsob, ako zvládnuť prácu vreckového zariadenia, je však určený iba pre rúry s malým priemerom.

Parametre sa budú musieť určiť z tabuliek. Presnosť zvárania na ručných zariadeniach nie je vždy taká vysoká, aby mohla s týmito typmi jednotiek úspešne pracovať, sú potrebné určité skúsenosti. Poloautomatické zariadenia sú oveľa pohodlnejšie, sú vybavené hydraulikou: stanica a centralizátor, čo výrazne zjednodušuje manipuláciu.

Tieto zariadenia sa používajú na spájanie rúrok väčšieho priemeru ako pri práci s ručným zariadením. Aj keď je pohyb prvkov zariadenia automatizovaný pomocou hydraulických zariadení, zváracie parametre sa musia stále nastaviť podľa tabuliek.

Tu je proces úplne riadený počítačovým procesorom. Sprievodca musí zadať iba potrebné parametre, napríklad materiál, z ktorého je potrubie vyrobené, priemer konštrukcie, SDR atď.
Pri použití tabuliek zvárači pracujú s pojmami ako:
- hrúbka steny potrubia;
- prevádzková teplota ohrievača;
- priemer konštrukcie;
- konečný čas zahrievania;
- veľkosť otrepov;
- tlak zvárania a predhrievania;
- čas zahrievania a prestavenia;
- čas na vytvorenie tlaku vo fáze usadzovania stavby;
- čas chladenia.
Teplota ohrievača závisí hlavne od vlastností materiálu, z ktorého sú rúrky vyrobené. Na určenie tohto parametra sa používajú nielen tabuľky, ale aj grafy.
Vysoká kvalita sa líši zariadením na zváranie na tupo od švajčiarskeho výrobcu Georga Fischera. Sortiment je veľmi rôznorodý, vyznačuje sa európskou kvalitou a oprávnene vysokou cenou. Relatívne lacné sú modely pravítka KL Line a Weld Line.
Umožňujú variť dizajny s priemerom 630 mm alebo menej, vyznačujú sa zjednodušeným dizajnom, ktorý poskytuje zvýšenú spoľahlivosť jednotky. Vhodný na inštaláciu vodovodných potrubí a kanalizácií, vč. a tlak.
Zváracie stroje GF Line od toho istého výrobcu majú zložitejšie zariadenie a sú drahšie. Jedná sa o automatické zariadenia využívajúce technológiu SUVI. Takéto jednotky sa často používajú pri pokladaní plynovodov, sú vhodné na prácu s potrubiami s priemerom 160 - 1200 mm.
Na zváranie elektrickým tavením je možné použiť aj zariadenia, ktoré v rôznej miere automatizujú proces. Kvalita zvárania závisí nielen od typu prístroja, ale aj od kvality jeho výkonu, ako aj od prevádzkových podmienok.
Profesionálne vrstvy potrubí uprednostňujú použitie jednotiek pre prácu. Sú vybavené skenerom, ktorý sníma čiarový kód poskytnutý výrobcom potrubia.

Šifruje kompletný blok informácií o vlastnostiach tohto materiálu. Po naskenovaní sa nastavia všetky potrebné nastavenia. Ak sú rúry čisté a pripravené, môžete okamžite začať spájkovať. Dobré zariadenia na zváranie elektrickým tavením nielen riadia každú fázu zváračských prác, ale tiež dávajú varovanie v prípade chyby.
Pri výbere typu prístroja je potrebné vziať do úvahy nasledujúce vlastnosti zváračského zariadenia. Termistorové zariadenia sú vhodné na prácu s rúrkami takmer akéhokoľvek priemeru, pretože zahrievanie sa vykonáva pomocou spojenia vhodnej veľkosti. Zariadenia na zváranie na tupo sa však musia brať pre konkrétny priemer konštrukcie.

Termistorové zariadenia na zváranie majú navyše veľmi priaznivú cenu v porovnaní s analógmi na zváranie na tupo. Malo by sa však pamätať na to, že za elektrické spojky sa budú musieť pri použití platiť zvlášť. Pre rúrky s malým priemerom nie sú spojky také drahé, ale pri práci s veľkými štruktúrami môže byť rozdiel v cene zrejmý.
Faktom je, že polyetylénové rúry malých priemerov (110 mm a menej) sa dodávajú v poliach. Týmto spôsobom je možné získať plynulú a flexibilnú komunikáciu až do výšky 200 metrov.
Na inštaláciu takej konštrukcie bude potrebný minimálny počet konektorov. Pokiaľ však ide o rúry s priemerom viac ako 110 mm, kupujúci nie sú vybavené zátokami, ale kusmi s dĺžkou iba 12 mm alebo menej.

Je zrejmé, že na inštaláciu takého potrubia bude potrebné veľké množstvo elektrických spojok na pripojenie mnohých 12-metrových úsekov. Elektrofúzne zváracie zariadenie má kompaktnú veľkosť.
Ak sa práca musí vykonávať v stiesnených podmienkach, táto možnosť sa môže stať jedinou možnou. Minimálny priemer štruktúr využívajúcich elektrofúzne zváranie môže byť tiež takmer čokoľvek, počnúc 20 mm.
Pozornosť by sa mala venovať aj možnosti opravy plynovodu, ak to bude potrebné. Relevantné sú aj geologické vlastnosti lokality, na ktorej sa záložka vytvára kanalizačné potrubie alebo vodovodné potrubia. Napríklad v seizmicky nebezpečných oblastiach je zváranie na tupo neakceptovateľné, použitie termistora je povinné.
Pri výbere zváracích zariadení by ste mali venovať veľkú pozornosť takým problémom, ako sú dostupnosť záručných povinností, prístup k popredajnému servisu, možnosť pravidelnej certifikácie zariadenia atď. Spoľahlivý predajca musí mať povolenie na vybavenie, ktoré sa zvyčajne vyrába v zahraničí.
Závery a užitočné video na túto tému
Porovnanie a užitočné tipy pre výber zváracích strojov:
Toto video demonštruje postupný postup montáže zvárača pre pp rúry vlastnými rukami:
Výber vhodného zváracieho stroja pre rúrky vyrobené z polyetylénu nie je tak zložitý. Je lepšie uprednostniť výrobky známych výrobcov v prijateľnej cenovej kategórii. S presným dodržiavaním technológie zvárania je možné získať spoľahlivé spojenie.
Povedzte nám, ako ste si vybrali zvárací stroj na montáž potrubia z polyméru doma alebo v krajine. Zdieľajte argumenty, ktoré určili váš výber. Zanechajte komentár v bloku nižšie, uverejnite fotku na tému článku, položte otázky.
 Ako sa vykonáva zváranie na tupo z polyetylénových rúr: inštruktáž o práci
Ako sa vykonáva zváranie na tupo z polyetylénových rúr: inštruktáž o práci  Teplota spájkovania polypropylénových rúr: hlavné stupne samozvárania + tabuľka hodnôt
Teplota spájkovania polypropylénových rúr: hlavné stupne samozvárania + tabuľka hodnôt  Plynový horák na spájkovanie medených rúr: hlavné typy horákov + tipy pre potenciálnych kupcov
Plynový horák na spájkovanie medených rúr: hlavné typy horákov + tipy pre potenciálnych kupcov  Elektrické zváranie pre začiatočníkov: nuansy zvárania a analýza základných chýb
Elektrické zváranie pre začiatočníkov: nuansy zvárania a analýza základných chýb  Ako variť zvislé a vodorovné švy elektrickým zváraním: pokyny krok za krokom
Ako variť zvislé a vodorovné švy elektrickým zváraním: pokyny krok za krokom  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Môžete povedať niečo o zváracom stroji na rúrky Protva PE? Ponúkli podozrivo málo peňazí. Pochybujem, či to vziať.