Spájkovanie medených rúr: postupná analýza práce a praktické príklady

Domáce remeselníci sa snažia vykonávať stavebné a opravárenské práce sami osebe, čo umožňuje nielen šetriť rodinný rozpočet, ale tiež si byť úplne istí kvalitným výsledkom. Preto musia ovládať nové metódy a technológie - napríklad spájkovanie medených rúr.
Povieme vám, ako zostaviť a prepojiť komunikáciu z medených rúrok. Tu nájdete, aké spotrebné materiály a nástroje bude umelec potrebovať. Užitočné zručnosti aj v každodennom živote umožnia nezávislú montáž potrubí s vynikajúcimi prevádzkovými charakteristikami.
Obsah článku:
Spájkovanie medi: Prečo by ste sa to mali naučiť
Medené potrubia sa v praxi používajú zriedka. Dôvodom je pomerne vysoká cena materiálu. Medené potrubia sa však právom považujú za najlepšie.
Tento kov prevyšuje všetky ostatné materiály v tepelnej odolnosti, flexibilite a trvanlivosti. Vykurovanie medených rúr po montáži môže byť naliaty do betónu, skrytý v stenách atď. Počas prevádzky sa im nič nestane.

Toto by sa malo vziať do úvahy pri výbere materiálu na zabezpečenie vykurovania alebo prívodu vody. Vzhľadom na dlhodobú prevádzku sú vyššie náklady plne kompenzované. Okrem vynikajúceho výkonu, ktorý má meď, je inštalácia pomerne jednoduchá. „Strašidelné príbehy“ o ťažkostiach pri spájkovaní sú často prehnané.
Meď je na spájkovanie dosť jednoduchá. Jeho povrch nevyžaduje použitie agresívnych čistiacich prostriedkov.Mnoho kovov s nízkou teplotou topenia má vysokú priľnavosť, čo zjednodušuje výber spájky.
Drahé toky medi nie sú potrebné, pretože pri tavení kovov nedochádza k prudkým reakciám s kyslíkom. Pri spájkovaní sa rúrka nedeformuje, jej tvar a rozmery zostávajú nezmenené. Výsledný spoj môže byť v prípade potreby rozopnutý.
Spôsoby spájkovania medených častí
Spájkovanie sa považuje za najlepší spôsob spájania medených častí. Počas prevádzky roztavená spájka vyplní malú medzeru medzi prvkami, čím sa vytvorí spoľahlivé spojenie.
Najbežnejšie sú dva spôsoby prípravy takýchto zlúčenín. Jedná sa o kapilárne spájkovanie pri vysokej a nízkej teplote. Pozrime sa, ako sa navzájom líšia.
Funkcie pri vysokej teplote
V tomto prípade prebieha proces spájania prvkov z medi pri teplote presahujúcej +450 stupňov. Spájkou sú vybrané zlúčeniny, ktorých základom sú pomerne žiaruvzdorné kovy: striebro alebo meď.
Dávajú silný šev, odolný voči mechanickému poškodeniu a vysokým teplotám. Takáto zlúčenina sa nazýva tuhá látka.

Charakteristickým znakom takzvaného tvrdého spájkovania je žíhanie kovu, čo vedie k jeho mäknutiu. Preto, aby sa minimalizovali straty pevnostných charakteristík medi, je potrebné hotový spoj chladiť iba prirodzene, bez použitia umelého vyfukovania alebo spúšťania dielca do studenej vody.
Na rúrky s priemerom 12 až 159 mm sa používa pevný spoj. Spájkovanie pri vysokej teplote sa používa na pripojenie plynových potrubí.
Pri inštalácii sa používa pri montáži vodovodných potrubí na monolitické spájanie častí, ktorých priemer presahuje 28 mm. Okrem toho sa takéto spojenie používa v prípadoch, keď teplota tekutiny cirkulujúcej v potrubiach môže prekročiť +120 stupňov.
Vysokoteplotné spájkovanie sa používa aj na montáž vykurovacích systémov. Jeho výhoda sa považuje za možnosť usporiadania výstupu z predtým namontovaného systému bez jeho predbežnej demontáže.
Detailné spájkovanie pri nízkej teplote
Mäkké spájkovanie alebo spájkovanie pri nízkej teplote znamená spojenie medených častí, pri ktorých sa používa teplota pod + 450 ° C. V tomto prípade sa ako spájka vyberajú mäkké taviteľné kovy, napríklad cín alebo olovo.
Šírka spoja vytvoreného takýmto spájkovaním sa môže meniť od 7 do 50 mm. Výsledná zlúčenina sa nazýva mäkká. Je menej odolný ako pevný, ale má množstvo významných výhod.

Hlavný rozdiel spočíva v tom, že počas procesu spájkovania nedochádza k žíhaniu kovov. Preto zostáva jej sila rovnaká.
Okrem toho teplota počas spájkovania pri nízkej teplote nie je taká vysoká ako teplota pri spájkovaní pri vysokej teplote. Preto sa považuje za bezpečnejšie. Takzvané mäkké spoje sa používajú na zostavenie rúrok malého priemeru: od 6 do 108 mm.
Pri inštalácii prípojok pri nízkych teplotách medené rúry Používajú sa na inštaláciu vodovodných sietí a vykurovacích sietí, ale za predpokladu, že teplota kvapaliny, ktorá v nich cirkuluje, je nižšia ako +130 stupňov. V prípade plynovodov je použitie tohto typu pripojenia prísne zakázané.
Čo je potrebné v tomto procese?
Na výrobu vysoko kvalitných spojov budete potrebovať špeciálne materiály a nástroje. Najskôr je potrebné tavidlo na spracovanie predtým vyčisteného povrchu častí. Odstraňuje oxidy zo základu, zlepšuje roztierateľnosť roztavenej spájky a znižuje povrchové napätie.
Okrem toho budete tiež potrebovať spájka na prácu s meďou, Na zváranie pri vysokej teplote sa vyberie materiál, ktorý neobsahuje olovo. Obal by mal byť označený ako „bez obsahu olova“ alebo „bez obsahu olova“.
Na spájkovanie pri nízkej teplote sa vyberie spájka s nízkou teplotou topenia, v ktorej môže byť prítomný cín, meď, bizmut, striebro. Spájkovacia forma s nízkou teplotou je k dispozícii vo forme drôtu 3 mm.

Na prácu budete potrebovať nástroje. Po prvé, rezačka rúr, S tým bude možné znížiť podrobnosti o požadovanej veľkosti. Je dôležité zvoliť kvalitný nástroj, aby sa mäkký materiál, ktorým je meď, nezasekol.
Odstránenie otrepov vyžaduje tiež skosenie. Inak nebude možné vložiť jednu časť do druhej. Na čistenie vnútorného povrchu rúrok sa používa tiež kefa alebo kefa.

Na ohrev medených prvkov pomocou rôznych nástrojov. Najčastejšie si pre spájkovanie pri nízkej teplote zvoľte plynový horáks úzkym plameňom.
Plynové zariadenie pritom pracuje z valca so zmesou propánu a butánu alebo z čistého butánu. Jedno také tankovanie stačí na 3-4 stovky kĺbov.
Prístroj pracuje efektívne, keď sa zahrieva horákom, rúra sa zahrieva za pár sekúnd. Spájkovanie pri vysokej teplote sa uskutočňuje pomocou zmesí plynného propán-kyslík alebo acetylén-vzduch.
Okrem toho sa spájkovanie môže vykonávať pomocou špeciálnej elektrickej spájkovačky určenej na prácu s časťami vyrobenými z medi. Zariadenie je schopné pracovať s tvrdými aj mäkkými spájkami. Spájkovačka je pripojená k sieti a používa sa tam, kde nie je možné pracovať s otvoreným ohňom. Prístroj je vybavený upínacími kliešťami a odnímateľnými elektródami.
Okrem týchto nástrojov na inštaláciu potrubia budete potrebovať značku alebo ceruzku, mieru pásky, kladivo a úroveň stavby.
Spájkovacia technológia
Po príprave nástrojov a materiálov môžete začať s procesom spájkovania. Vykonávame všetky operácie v nasledujúcom poradí:
Odrežte časť požadovanej dĺžky
Na rezanie medených rúrok možno použiť celý rad nástrojov. Najčastejšie používaná manuálna rezačka rúr. Aby bol rez rovný, držíme rúru iba kolmo na nástroj.
Upíname časť medzi valčekom a čepeľou a okolo nej otáčame rezačkou rúrok. Po každej otáčke nezabudnite utiahnuť nastavovaciu skrutku asi o jednu tretinu otáčky. Pri použití rezačky rúrok bude rez rovný, ryhovanie sa objaví iba vo vnútri rúrky.

Zároveň sa však priemer produktu mierne zníži, čo je nežiaduce. Ak sa dielec rozreže pílkou, môžete sa zdeformácii vyhnúť. Ale v tomto prípade bude veľa otrepov, ktoré bude potrebné zlikvidovať, a budete musieť použiť šablónu na zníženie rezu.
Drvenie alebo ovalizácia rezu potrubia bude mať nepríjemné následky, pretože nevyhnutne zmení veľkosť montážnej medzery. Jeho hodnota by mala byť v rozsahu 0,02 až 0,4 mm. Ak je medzera menšia, spájka sa do nej nebude môcť dostať. Pri zväčšovaní medzery sa kapilárny efekt nemôže prejaviť.
Výsledkom rezania by mala byť časť s presne valcovým koncom s minimálnym rezným rezom. Uistite sa, že ste z dielca odstránili otrepy, vyčistite jeho vnútorný povrch kefou a odmastite ho. Podobne orezávame druhý diel potrubia. Berieme expandér rúrok a pomocou kladiva zväčšujeme priemer druhej rúrky.

Skontrolujeme, ako sa jednotlivé časti do seba zmestia, skontrolujeme rozmery výslednej montážnej medzery. Musí presne zodpovedať norme. Čistíme a odmasťujeme druhú časť. Operácia sa vykonáva v celom priereze potrubia, nezabudnite, že dĺžka pripojenia by sa mala rovnať priemeru dielu.
Naneste tavidlo na povrch potrubia
Podľa technologických pravidiel spájkované medené rúry, naneste na časti vrstvu toku. Berieme zloženie a pomocou kefy jemne aplikujeme na vonkajší povrch rúrky, ktorá bude vo vnútri spojenia.
Operáciu vykonávame veľmi opatrne.Snažíme sa zhromaždiť minimálne množstvo roztoku a kompletne ho rozdeliť po diele. Nadmerný tok by nemal zostať na povrchu.
Spojky spájame pred spájkovaním
Akonáhle sa tavidlo aplikuje na časti, musia byť spojené. Musí sa to urobiť dostatočne rýchlo, aby sa častice kontaminácie nedostali na vlhký povrch. Ak pracujeme s kovaním alebo zvončekom, vytvoríme úplné spojenie prvkov.
Ak to chcete urobiť, otočte ich úplne. V priebehu rotácie sa časti nielen „zaklapnú“ na svoje miesto, ale aj tok sa rozloží čo najrovnomernejšie cez montážnu medzeru.

Ponechanie taviva na dieloch je zakázané, pretože ide o agresívne chemické zloženie.
Spájkovanie kohútika s fitingom založeným na kompresnom krúžku sa vykonáva v tomto poradí:
Tvorba zlúčeniny pri spájkovaní pri nízkej teplote
Pri mäkkom spájaní sú povinné tavné spájky a nízkoteplotný tok. Na vykurovanie môžete použiť štandardný alebo malý plynový horák, ktorý je naplnený zmesou propánu so vzduchom alebo propánu s butánom a vzduchom. Môžete si vziať špeciálnu elektrickú spájku.
Vezmeme horák, zapneme ho a nasmerujeme plameň na potrubný spoj. Kontaktné miesto medzi plameňom a dielom sa musí neustále pohybovať. To je nevyhnutné, aby sa prvky zahrievali rovnomerne. Berieme spájku a občas sa jej dotkneme montážnou medzerou. Po dostatočnom zahriatí sa spájka začne topiť.

Hneď ako sa to stane, horák odstavíme, aby spájka mohla úplne vyplniť kapilárnu medzeru. Ak sa spájka ešte neroztopila, pokračujte v zahrievaní. Charakteristikou spájkovania pri nízkej teplote je to, že spájka nie je špeciálne zahrievaná. Mala by sa topiť z tepla zahrievaných prvkov zlúčeniny.
Keď spájka úplne vyplní kapilárnu medzeru, musí sa nechať vychladnúť, pokiaľ možno v prírodných podmienkach. Je potrebné si uvedomiť, že výsledný mäkký spoj má nízku pevnosť, preto je zakázané sa ho dotýkať v horúcej forme.
Ďalší dôležitý bod. Pri spájkovaní je nesmierne dôležité neprehrievať meď. V opačnom prípade sa tok, ktorý sa ukladá na kov, zrúti, a preto nebude schopný rozpúšťať a odstraňovať oxidy, čo bude mať výrazný negatívny vplyv na kvalitu zlúčeniny.
Preto sa odporúča používať tavidlo s spájkovacím práškom. Keď teplota súčiastky postačuje na zahriatie spájky, prášok sa roztopí a bude vidieť, ako kvapôčky topenia žiaria vnútri tavidla.
Ak je použitie plameňa z akéhokoľvek dôvodu neprijateľné, použijú sa spájkovacie zariadenia napájané elektrinou. Takýmto zariadením je súprava zdroja energie, elektrické kliešte a spájkovačka.
Postup zahrievania a následnej tvorby zlúčeniny pomocou spájkovacieho železa sa nelíši od postupu opísaného vyššie. Jediné upozornenie: Úplné zahriatie častí môže trvať kratšie ako pri zahrievaní horákom.
Pri spájkovaní pri vysokej teplote vytvára šev
Pri takomto spájkovaní sa na zahrievanie častí používa tiež plynový horák. Je naplnená zmesou propánu s kyslíkom alebo acetylénom so vzduchom. Je možné použiť zmes acetylén-kyslík.
Majstri odporúčajú zahrievať diely rovnomerne a rýchlo. To znamená, že proces zahrievania by mal byť krátky. Plyn horiaci v zariadení by mal vytvárať jasne modrý plameň nízkej intenzity.

Plynulým pohybom horáka pozdĺž budúceho pripojenia tak, aby kúrenie bolo čo najrovnomernejšie. Keď sa meď zahreje na asi 750 ° C, získa tmavú čerešňovú farbu. V tomto okamihu slúži spájka.
Aby ste ho zohriali, môžete ho trochu zahriať pomocou horáka. Musí sa však pamätať na to, že spájka by sa mala topiť z vyhrievaných častí pripojenia a nie z horáka. V ideálnom prípade je potrebné zaistiť spojenie s minimálnym zahrievaním, pri ktorom sa spájka okamžite roztaví a vyplní inštalačnú medzeru prvýkrát.
Možno to nebude fungovať hneď, ale ako sa zhromažďujú skúsenosti, výsledok sa zlepší. Po vyplnení medzery spájkou nechajte pripojenie vychladnúť. Dotykom sa v súčasnosti neodporúča. Ochladený šev starostlivo utierame, aby sme sa zbavili zvyškov taviva.
Podrobná analýza technológie spájkovania medených potrubí pomocou plynového horáka uvedené v článku, ktorej obsah vám odporúčame prečítať.
Bezpečnosť medi
Začiatočníci sa zaujímajú o správne spájkovanie medených rúr, ale zároveň zabudujú na bezpečnosť. To sa nedá urobiť. Musíte pochopiť, že meď sa vyznačuje vysokou tepelnou vodivosťou, takže nemôžete držať časti v rukách bez akejkoľvek ochrany.
Nedbanlivosť a nedbanlivosť s montáž medených rúrok môže spôsobiť tepelné popálenie. Drobné predmety do dĺžky 0,3 m sa berú iba pomocou ochranných rukavíc alebo sa držia pomocou klieští.
Pri práci s tavivom je potrebná opatrnosť. Toto je mimoriadne agresívne zloženie. Ak sa pri spájkovaní dostane na pokožku, mali by ste okamžite prestať pracovať a umyť tok z pokožky veľkým množstvom mydlovej vody. Inak sa na pokožke môžu objaviť nielen tepelné, ale aj chemické popáleniny.

Pracovné odevy je potrebné vybrať správne. Syntetické tkaniny nie sú vôbec vhodné. Umelé vlákno je veľmi citlivé na vysoké teploty. Ľahko sa roztopí a rozsvieti, takže pre prácu je najlepšie zvoliť husté oblečenie vyrobené z prírodnej bavlny.
Ďalší dôležitý bod. Po zahriatí častí sa tok začne horieť. Jeho páry sú pre človeka nebezpečné. Z tohto dôvodu by miestnosť, v ktorej sa spájkujú medené rúrky, mala byť dobre vetraná.
Skúsení remeselníci radia tým, ktorí sa prvýkrát venovali spájkovaniu, na prvom tréningu orezávania rúrok. Prax ukazuje, že po troch alebo štyroch nezávisle vytvorených pripojeniach je už možné začať s inštaláciou plynovodu. V takom prípade je vhodné zostaviť systém na podlahu a až potom pokračovať spájkovaním.
Hotové potrubie sa musí dobre prepláchnuť čistou horúcou vodou, aby sa z vnútorných častí odstránila spájka a tavidlo.
Hlavné chyby pri spájkovaní
Proces spájkovania medených rúr je pomerne jednoduchý, ale vyžaduje si určité skúsenosti. Začiatočníci často robia chyby v práci.
Zoberme si tie hlavné:
- Prítomnosť defektov na povrchu pripojených častí.Takéto nedostatky sa môžu objaviť pri rezaní rúrky. Ak sa spájka uskutoční cez defekt, šev bude krehký.
- Znečistenie na spoji prvkov. Časti musia byť po odrezaní a vyčistení odmastené.
- Nedostatočná šírka montážnej medzery. Podľa pravidiel by v prípade častí s prierezom od 6 do 108 mm mali byť rozmery medzery od 7 do 50 mm.
- Nedostatočné zahrievanie častí. V takom prípade sa spájka nebude dať správne spojiť so základňou. Takýto spoj sa ľahko rozpadne aj pri slabom zaťažení.
- Tavidlo nezakrýva celý povrch potrubia. Oxidy zostávajú na povrchu časti, čo negatívne ovplyvňuje kvalitu spoja.
- Prehrievanie pripojovacej časti. Vedie to k spaľovaniu taviva a tvorbe oxidu a vodného kameňa. V dôsledku toho sa kvalita pripojenia prudko zhoršuje.
- Skontrolujte pripojenie za studena. Pred kontrolou kvality spoja musíte skontrolovať, či potrubie vychladlo. V opačnom prípade sa spoj nevyhnutne deformuje a stratí pevnosť.
- Ignorovanie bezpečnostných pravidiel. Spájkovanie sa vykonáva pri vysokých teplotách a pomocou agresívnych chemikálií. Vyžaduje sa ochranný odev, maska a rukavice.
Možno bude pre začínajúceho majstra ťažké určiť mieru zahrievania častí, potom je vhodné pozvať odborníka a urobiť pod jeho vedením prvé spojenia.
Predstaví metódy konštrukcie vykurovacích okruhov z medených rúr nasledujúci článokktoré vám odporúčame oboznámiť sa.
Závery a užitočné video na túto tému
Ďalšie zaujímavé informácie o spájkovaní medených rúr nájdete v nasledujúcich videách.
Video č. 1. Vlastnosti spájkovania medi pri vysokej teplote:
Video č. 2. Ako spájať medené tvarovky:
Video č. 3. Čo sú spájkovacie tavivá:
Spájkovanie medených rúr sami o sebe je užitočná zručnosť, ktorá sa určite hodí pre domáceho majstra. Potrubia vyrobené z medi sú veľmi dlhé a bezproblémové. Vzhľadom na pomerne vysoké náklady na takéto súčasti môže vlastná montáž výrazne ušetriť a získať kvalitný plynovod za veľmi prijateľnú cenu.
Máte osobné skúsenosti s spájaním medených rúr spájkovaním? Možno poznáš nuansy práce? Do nižšie uvedeného bloku napíšte komentáre, opýtajte sa, podeľte sa o svoj názor a fotografie k téme článku.
 Spájkovanie rúr z polypropylénu: pracovné pravidlá a analýza možných chýb
Spájkovanie rúr z polypropylénu: pracovné pravidlá a analýza možných chýb  Spájkovanie medených rúr s plynovým horákom: užitočné tipy a kroky na samo spájkovanie
Spájkovanie medených rúr s plynovým horákom: užitočné tipy a kroky na samo spájkovanie  Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr
Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr  Pripojenie medených rúrok: pokyny a porovnanie rôznych inštalačných technológií
Pripojenie medených rúrok: pokyny a porovnanie rôznych inštalačných technológií  Ako naraziť do plastovej rúry: vlastnosti práce a analýza všetkých dôležitých nuancií
Ako naraziť do plastovej rúry: vlastnosti práce a analýza všetkých dôležitých nuancií  Vešiak na rúry z PVC: obľúbené možnosti + postupná inštrukcia
Vešiak na rúry z PVC: obľúbené možnosti + postupná inštrukcia  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky 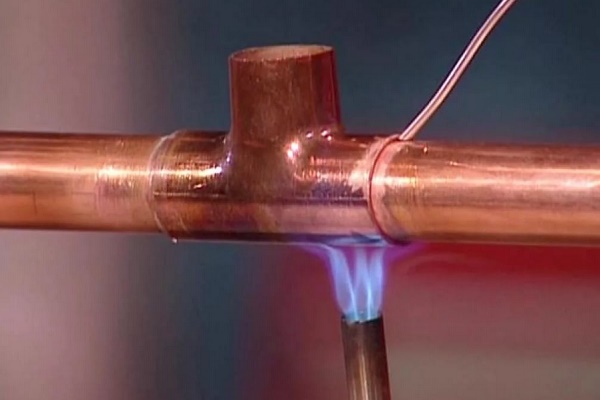{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Veľmi zriedka sa musím vysporiadať s medenými rúrami, je ich málo, ktorí ich používajú, pričom uprednostňujú lacnejší a užitočnejší plast. Ale videl som také rúry v domoch, ktoré tvrdia, že sú elity. Dokonale zapadajú do interiéru. A tiež som ich mal možnosť spájkovať. Z osobnej skúsenosti môžem povedať, že vykonávanie tejto práce je nekomplikované a existujú nuansy.
Meď je citlivý kov, sám osebe nespôsobí problémy. Ak však sami urobíte chyby, po určitom čase sa objaví miesto vášho spájkovania. Všetkým, ktorí sa náhle stretnú s potrebou spájkovania medenej rúrky, v prvom rade poviem - nebuďte leniví a neušetrite čas na prípravné práce! Dobrý začiatok je polovica bitky.
Zle odmastite - bude to stekať. Zlé odstraňovanie je rovnaké. Po druhé: mierny, ale dostatočný tok. Budete ľutovať, že to bude prúdiť. Preháňajte to - získajte škaredé miesto zrastov.Po tretie: príslušné teplotné podmienky. Prehrievanie aj prehrievanie sú rovnako zlé. Všeobecne platí, že ak sa chystáte spájkovať prvýkrát, potom je najlepšie niekde nájsť kúsok medenej rúrky a praktizovať sa, ako je to v návrhu. Zároveň identifikujte svoje možné chyby.