Полиетиленске цеви за гасовод: врсте и специфичности полагања цевовода од полиетилена

Раније су цеви од ливеног гвожђа, челика, бакра коришћене у индустријским и кућним комуникацијама. Са појавом полимера који нису јачи металним производима у погледу чврстоће, отпорности на хабање и инертности према хемикалијама, материјал цеви је почео да се прави од полипропилена, полиетилена, поливинил хлорида, полибутилена итд.
Полиетиленске цеви за гасовод су се добро показале - практичне, флексибилне, лагане, значајно олакшавајући транспорт и уградњу. Ако се одлучите за гасификацију приватне куће, тада неће бити непотребно да сазнате детаљније о техничким карактеристикама, условима и начинима уградње полиетиленских цеви.
Садржај чланка:
ПНД цеви за гасовод
Полиетилен ниског притиска користи се не само за производњу елемената гасовода. Такође се користи и за остале комуникације - водовод, канализацију, заштитне техничке цевоводе. Врсте цеви разликују се по саставу, карактеристикама, обележавању.
Зауставимо се на производима за транспорт гаса, чија производња подлеже захтевима ГОСТ Р 50838-2009 (застарело издање - ГОСТ Р 50838-95).
Врсте и величине
Полимерне цеви под притиском за гас могу се састојати само од полиетилена или ојачане додатним слојевима.
Дакле, постоје три врсте:
- полиетилен, укључујући оне означене жутим пругама;
- полиетилен са слојевима коекструзије који се налазе унутар или споља;
- полиетилен са термопластичном заштитном шкољком, који се пре инсталације мора уклонити.
Све врсте цевних материјала намењене су транспорту разних гасова који испуњавају стандарде ГОСТ 5542 и користе се као сировине или гориво за индустријске и кућне потребе. Усвојена ограничења за употребу цевовода: мак славе. притисак - 1,2 МПа, мак славе. температура - / + 40 ° С.

Индустријски производи се испоручују у сегментима од 5-24 м, мултипле од 0,25 м, али чешће средње дужине, погодни за превоз специјалном опремом - на пример, 13 м. Намотавање танке цеви у лежиште претпоставља различите дужине, али чешће можете видети скеле од 200, 500, 700 м. Могуће је израђивати производе и друге дужине, али само по договору са купцима.
Зависно од дебљине зида и роба. притисак у цеви је подељен у две врсте:
- ПЕ-80. Дебљина зида - 2-3 мм. притисак - 3-6 МПа; погодно за гасоводе и водоводне цеви;
- ПЕ-100. Дебљина зида - 3,5 мм, робовска. притисак - 8-12 МПа; Ово је побољшана верзија ПЕ 80, коју карактеришу отпорност на топлоту и повећана густина.
ПЕ (опције - ПЕ, ПЕ) у називу је полиетилен, бројеви 80 и 100 су полиетиленски брендови.
Са становишта економске изводљивости, марка ПЕ 100 користи се при постављању високотлачног гасовода или у посебним случајевима - на пример, за реконструкцију старог дотрајалог цевовода или изградњу експерименталних грана са притиском од 0,6 МПа и више.
Спецификације и етикетирање
Фабрике полиетиленских цеви подлежу захтевима наведеним у ГОСТ Р 50838-2009. Међу њима су препоруке за изглед и техничка својства.

Могућност варијабилности у погледу боје:
- ПЕ 80 - жуто;
- ПЕ 100 - жута, наранџаста, црна са жутим / наранџастим пругама равномерно распоређеним.
Документ описује норме и карактеристике као што су отпорност на константан унутрашњи притисак, продужење при лому, отпорност на ширење пукотина, термичка стабилност и заваривање.

Обележавање не сме да утиче на квалитет материјала, односно да изазива пукотине, отеклине итд.
Слова и бројеви требају бити лако читљиви, читљиви и разумљиви. Обавезно укључују:
- заштитни знак или име произвођача;
- симбол цеви
- датум производње;
- номинални пречник / дебљина стијенке;
- именовање;
- ГОСТ.
Остатак података - назив земље, број серије итд. - примењује се по вољи.
На пример, анализираћемо један од узорака:
Спхере ЛЛЦ предузеће ПЕ 80 СДР 11 - 150к10.5 ГАС ГОСТ Р 50838-2009
- Спхере ЛЛЦ - произвођач
- ПЕ-80 - врста полиетиленске цеви
- СДР 11 - стандардни однос величине
- 150 - пречника
- 10.5 - дебљина стијенке
- ГАС - именовање
- ГОСТ Р 50838-2009 - регулаторни документ
Означавањем је лако утврдити да ли су цеви погодне за употребу у домаћинству или индустрији, да ли су погодне за намену и пречник.
Предности и недостаци полиетилена
Због предности полиетилена користи се за транспорт тако опасне врсте горива као што је природни гас.
Главне предности укључују такве квалитете као што су:
- Електрична изолациона својства. Полиетилен је пуноправан диелектрик, не проводи електричне струје. Уградња не захтева уземљење.
- Отпорност на агресивне хемикалијекоја се може налазити у земљи или на радном месту.
- Нема корозије, могућност употребе у влажном окружењу.
- Дуктилностзбог чега је цевовод заштићен од кретања тла, ширења током смрзавања, чекићем за воду.
- Акустична пасивност вибрација.
Степен отпорности на хабање је прилично велик - произвођачи савремених ПЕ цеви за гас дају гаранцију од 30 до 50 година.

Недостаци укључују такво својство полиетилена као фотодеградација. То значи да се материјал брзо стара и дроби под утицајем ултраљубичастог зрачења. Да би се некако побољшала отпорност полиетилена на сунчево зрачење, материјалу се додаје црни пигмент као стабилизирајући агенс.
Међу осталим недостацима - мали распон радних температура транспортоване материје, пропустљивост кисеоника, зависност техничких карактеристика од спољашње температуре.
Због ових недостатака, гасоводи направљени од полиетиленских цеви користе се само у земљи, метални аналози се постављају на отвореним просторима.
Постављање цеви од полиетилена за гас
Забрањено је самостално постављање гасовода у приватну кућу или индустријски објекат. То би требало да уради организација која има лиценцу и лиценцу која је оправдана лиценцом за обављање ове врсте рада. У будућности такође врши одржавање - обавља инспекцијске, испитивачке или поправне радове.

Прво, они добијају дозволу за обављање грађевинских радова, креирају пакет пројектне и процењене документације и граде геодетску средишњу осовину. Затим обављају припрему која укључује планирање рута, земљане радове, транспорт и полагање цеви, постављање алат за заваривање. И тек тада почињу директно са инсталацијским радовима - полагањем и заваривањем цеви.
Преглед метода прикључивања цеви
Полиетилен се разликује по томе што се загревањем промени својства и растопи се. Овај квалитет се користи за стварање трајних прикључака на гасоводу - тј. За заваривање цеви.
Разликују се две методе заваривања:
- гуза, без употребе обликованих елемената;
- електрофузијакоришћењем електричних отпорничких спојница.
Прва метода се користи у индустријске сврхе, за заваривање цеви великог пречника, а друга - за стварање гасоводних грана за домаћинство са централног аутопута.
Ако је потребно одвојиво повезивање, користи се трећа метода - компресије. Крајеви цеви повезани су пресованом фитингом, који се по потреби могу уклонити или заменити.

Прво размислите како извести заваривање. Припремни радови се одвијају по једном плану:
- Избор и верификација материјала за уградњу и алата. Гријачи, стругачи и алати за обрезивање се очисте, уклоните преостали полиетилен и прашину, обришите отапалом. Површине и компоненте трења подмазују. Погодне у пречнику и кошуљице пречника.
- Избор заваривања. Програм алата, унесите одређене параметре у меморију грејне опреме.
- Припрема странице. Крајеви цеви су очишћени од песка, лепљиве глине, прашине, обрисани. Слободни крајеви су прекривени чеповима. Оксидирани крајеви се чисте стругачима.
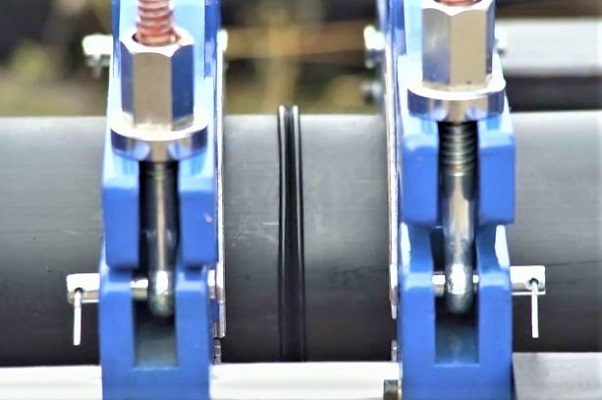
- Причвршћивање и центрирање цеви. Пре заваривања потребно је уклонити овалност, тако да су крајеви цеви центрирани, а затим фиксирани у правом положају - тачно један насупрот другом.
- Крај обраде. На крајевима се одстрањују чипи дебљине 0,1-0,3 мм. Размак између сегмената спојених крајњег на крај не сме бити већи од 0,3 мм. После чишћења, потребно је заваривати како бисте спречили контаминацију.
Након припремних радова врши се заваривање.
Спој за заваривање настаје услед „фузије“ истопљених крајева. Топање се може постићи употребом алата за грејање са радним елементом на диску.
У поступку заваривања важно је узети у обзир критеријуме као што су температура и време повратка, сила притиска на крајевима, трајање периода притиска, притисак током надметања и време хлађења.
Радни налог:
Знакови поузданог шава су једнолични хомогени ожиљак, немогућност одвајања цеви употребом силе. Заваривање топљењем сматра се веома издржљивим и не захтева додатне мере заптивања.
Други начин је електрофузија - карактеризира присуство спојних елемената - спојница, адаптера, завоја, трака. Метална спирала је учвршћена на унутрашњој површини фитинга, која се загрева електричном струјом и топи полиетилен. Као резултат, спојнице се „спајају“ са цевима, формирајући једноделне спојеве.
Приликом одабира елемената за повезивање цеви за гас из полиетилена, као и током поступка, важно је узети у обзир параметре као што су напон, време заваривања и хлађења.
Технологија је једноставнија од челичног заваривања и одвија се следећим редоследом:
Савремене машине за заваривање су опремљене контролном плочом са екраном.Поступак се изводи према изабраном програму у зависности од врсте цеви.
Одвојиви прикључци када се гасовод користи ретко. За то се користе и фитинги, али се учвршћују механички, без загревања.
Спојни елементи састоје се од два дела - компресиони прстен и кућиште. Увртање навојних дијелова резултира чврстом, али нестабилном везом. Ако је потребна додатна поузданост, делови фитинга су уврнути вијцима и наврткама.
Правила за уређење ПНД гасовода
Током уградње и рада полиетиленских цеви треба поштовати многа правила која обезбеђују како здравље гасовода и опреме, тако и сигурност корисника.
Много је забрана постављања аутопута. На пример, немогуће је спроводити гас уз помоћ ХДПЕ цеви на каменитим и јако запрљаним земљиштима, као и на тлима другог типа пропадања. Ако је подручје подложно земљотресима и уочена је сеизмичност изнад 6 тачака, за постављање комуникација потребно је користити други материјал.

Ако је дозвољено користити ХДПЕ цеви, морају се испунити бројни услови. На пример, на стрмим падинама је потребно заштитити гасовод од могуће ерозије ровова и предузети додатне мере за њихово јачање.
При преласку подземне канализације или канала, канализациони или енергетски водови, бунари, полиетиленске цеви се постављају у металне кутије. Размак од површине гасовода до унутрашње стијенке кућишта је најмање 10 цм.
Два или више гасовода могу се поставити у један ров, али са приступом сваком огранку ради одржавања или поправка.
У северним пределима, где температура падне испод -40 ° Ц, дубина инсталације расте на 2,0-3,2 м.
О томе како поставити гасовод у случају уласка у гасификовану кућу следећи чланак, које саветујемо свим власницима приградских објеката да прочитају.
Закључци и корисни видео о овој теми
Правила за електрофузијско заваривање:
О значајкама заваривања за подлогу:
Како ради машина за заваривање ХДПЕ цеви:
Употреба полиетиленских цеви за гасификацију индустријских и стамбених објеката постала је традиција.
ХДПЕ је издржљив и поуздан материјал који не изазива бригу. Али постављање гасовода требало би да раде искључиво инсталатери гасне мреже са искуством и знањем о технологији заваривања полиетилена.
Молимо оставите коментаре у блок форми испод, пошаљите фотографију на тему чланка, поставите питања. Поделите своје искуство у изградњи гасовода од полиетилена. Могуће је да ће информације и препоруке које сте послали бити корисни посетиоцима сајта.
 Бакрене цеви за гас: специфичности и норме за полагање бакарног цевовода
Бакрене цеви за гас: специфичности и норме за полагање бакарног цевовода  Полагање гасовода у случају кроз зид: специфичности уређаја за увођење цеви у кућу
Полагање гасовода у случају кроз зид: специфичности уређаја за увођење цеви у кућу  Испитивање притиска на гасоводу: како се спроводе испитивања чврстоће за контролу
Испитивање притиска на гасоводу: како се спроводе испитивања чврстоће за контролу  Излазак гасовода из земље: захтеви и карактеристике распореда излазног чвора
Излазак гасовода из земље: захтеви и карактеристике распореда излазног чвора  У кући се мењају гасне цеви: нијансе замене гасних цеви у стамбеној згради
У кући се мењају гасне цеви: нијансе замене гасних цеви у стамбеној згради  Како пребацити цев за гас у стану: правила преноса и савети о локацији
Како пребацити цев за гас у стану: правила преноса и савети о локацији  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}