Електрично заваривање за почетнике: нијансе заваривања и анализа основних грешака

Стану, а камоли приватној кући, потребни су редовни радови на одржавању и оправци. Домаћи занатлија мора бити генералист, способан да обавља много различитих задатака. Стога мајстори желе савладати што више технологија.
Једна од најтраженијих вештина је способност обављања заваривачких радова. Пракса показује да је електрично заваривање најбоље за почетнике - технологија је једноставна и доступна свима који желе да науче како да је користе. Пре него што почнете да савладате методу, требало би да се упознате са теоријским аспектом питања, слажете ли се?
Све потребне информације детаљно су описане у нашем чланку. Описали смо принцип електричног заваривања и идентификовали који уређај је најбоље одабрати за рад код куће. Поред тога, у чланку је дата корак по корак технологија заваривања делова, методе израде шавова, а такође су наведени и могући недостаци спојева.
Садржај чланка:
Шта је електрично заваривање?
Електричним се назива једна од метода заваривања када се електрични лук користи за загревање и накнадно топљење метала. Температура последњег достиже 7000 ° Ц, што је много више од талишта већине метала.
Процес електричног заваривања одвија се на следећи начин. За формирање и одржавање електричног лука, од уређаја за заваривање до електроде напаја се струја.

Када штап електроде додирне површину за заваривање, тече струја заваривања. Под њеним утицајем и утицајем електричног лука електрода и металне ивице заварених елемената почињу да се топе.Из талине се формира заваривачки базен, како кажу заваривачи, у коме се растопљена електрода меша са основним металом.
Растаљена шљака испливава на површину купељи, која формира заштитни филм. Након искључивања лука, метал се постепено хлади, формирајући шав прекривен скалом. Након што се материјал потпуно охладио, чисти се.
За заваривање се могу користити нетрошне и потрошне електроде. У првом случају се жица за пуњење уводи у талину ради формирања завара, у другом се то не захтева. За формирање и касније одржавање електричног лука користи се посебна опрема.
За обављање широког спектра задатака потребне су вештине домаћег заваривача:
Шта је потребно за заваривање код куће?
За рад ће вам требати, пре свега, машина за заваривање. Постоји неколико његових врста.
Одлучите коме дати предност.
- Генератор за заваривање. Изразита карактеристика је способност стварања електричне енергије и употребе је за стварање лука. Користиће се тамо где нема извора струје. Има импресивне димензије, па није баш погодно за употребу.
- Заваривачки трансформатор. Уређај наизменични напон који се напаја из мреже претвара у наизменични напон различите фреквенције, који је неопходан за заваривање. Уређаји су једноставни за управљање, али имају значајне димензије и негативно реагују на могуће пренапоне мрежног напона.
- Заваривачки исправљач. Уређај који претвара напон који се напаја из мреже у директну струју која је неопходна за формирање електричног лука. Разликују се компактност и високе укупне перформансе.
За рад код куће, преферира се инвертерски исправљач. Обично их зову једноставно претварачи. Опрема има веома компактне величине. На послу су га објесили за раме. Принцип рада уређаја је прилично једноставан.
Претвара струју високе фреквенције у директну струју. Рад са овом врстом струје омогућава најквалитетнији завар.

Претварачи су економични, раде из мреже домаћинстава. Поред тога, почетницима је боље радити с њима. Изузетно су једноставни за руковање и пружају стабилан лук.
Недостаци претварача укључују веће трошкове у односу на друге уређаје, осетљивост на прашину, влагу и напонске ударе. Приликом одабира претварача за кућно заваривање обратите пажњу на опсег вредности струје заваривања. Минимална вредност је 160-200 А.
Додатне карактеристике опреме почетнику могу олакшати посао.
Од ових пријатних „бонуса“ вреди поменути:
- Хот старт - што значи повећање иницијалне струје која се испоручује у тренутку паљења заваривачког лука. Захваљујући овом луку, активирање је много лакше.
- Анти стицк - аутоматски смањује струју заваривања ако се штап електроде заглави. То олакшава његово одвајање.
- Снага лука - повећава струју заваривања ако се електрода пребрзо доведе до производа. У овом случају се не залепи.
Поред апарата за заваривање било које врсте, потребне су и електроде. Њихов бренд је најбоље одабрати према посебној табели која означава врсту материјала за заваривање.
Такође ће бити потребна маска за заваривање. Најбоље од свега је онај који се носи на глави. Модели које требате држати у руци су изузетно неугодни.

Маска може бити обично замрачено стакло или такозвани "камелеон". Последња опција је пожељнија, јер када се појави лук, чаша аутоматски потамни.
Радите само у специјалној одећи која штити од прскања и ултраљубичастог зрачења. То могу бити густе памучне комбинезоне, чизме или високе чизме, церада или гумене рукавице.
Електрична технологија заваривања
Учење како правилно заваривати делове електричним заваривањем је боље под вођством искусних заваривача. Ако из неког разлога то не успе, можете покушати и сами. Прво морате правилно организовати радно место. Ово је веома важно, јер се заваривање односи на високе температуре, а самим тим и на пожаре.
За рад морате одабрати радну даску или било коју другу подлогу израђену од незапаљивог материјала. Дрвени столови и слични производи строго су забрањени. Препоручљиво је да у близини места заваривања не постоје запаљиви предмети.
Обавезно ставите канту са водом да уклоните могуће изворе паљења. Поред тога, морате одредити сигурно место на коме ће се сакупљати остаци рабљених електрода. Чак и најмањи од њих може изазвати пожар.

За прве независне шавове морате припремити непотребан комад метала и покупити електроде за њега. Стручњаци препоручују употребу штапова од 3 мм у таквим случајевима. Мањи пречник користи се за заваривање танких плоча које је непријатно за учење. Електродама већег пречника потребна је опрема велике снаге.
Започињемо уклањањем металног дијела на којем ће се налазити шав. Не би требало бити рђе и загађења.
Након што је део припремљен, узмите електроду и уметните је у стезаљку апарата за заваривање. Затим узимамо копчу "уземљење" и чврсто је поправљамо на делу. Поново проверите кабл. Мора бити затакнуто у држач и добро изоловано.
Сада морате одабрати радну снагу струје за заваривање. Бира се према пречнику електроде. Одабрану снагу смо поставили на плочу опреме за заваривање.
Следећи корак је паљење лука. Да бисте то учинили, електрода се мора довести до дела под углом од око 60 ° и веома полако држати на бази. Треба да се појаве искре. Чим се то догоди, лагано додирните електроду према делу и одмах је подигните на висину не више од 5 мм.

У овом тренутку трепери лук који се мора одржавати током читавог времена рада. Његова дужина треба бити 3-5 мм. То је удаљеност између краја електроде и обратка.
Одржавајући лук у радном стању, морате имати на уму да се током рада електрода сагоријева и постаје краћа. Ако је електрода преблизу радном комаду, може доћи до лепљења. У том случају морате их мало пребацити у страну. Лук се можда неће упалити први пут.Можда нема довољно струје, онда је треба повећати.
Након што почетник заваривач научи да запали лук и одржава га у радном стању, можете да пређете на фузију ваљка. Ово је најједноставнија од свих операција. Запалили смо лук и почели врло глатко и тачно померати електроду дуж будућег шава.
Истовремено изводимо осцилаторне покрете који подсећају на полумесец са малом амплитудом. Растаљени метал смо на неки начин „погурали“ до средишта лука. Тако бисте требали добити равномјерну шав која изгледа као ваљак. На њему ће бити присутан мали валовити прилив метала. Након хлађења шава, потребно је срушити вагу у њега.
Технике лучног заваривања - Методе заваривања
Да бисте добили висококвалитетни шав, морате научити како да се одржавате, а затим померите лук. Посебно утиче на квалитету дужине електричног лука. Ако је већи од 5 мм, сматра се дугачким.
У овом случају долази до нитрирања и оксидације растаљеног метала. Прска се капљицама, док је шав порозан и недовољно јак. Ако је лук прекратак, може доћи до недостатка фузије.

За заваривање се користе различите методе. Детаљно размотримо главне.
Опција бр. 1: зглобови доњег зуба
Најчешћи и најлакши начин за повезивање делова. За металне дебљине до 0,8 цм користи се двострано заваривање. Код металних спојева тањих од 0,4 цм, изводи се само једнострано заваривање.
За рад се одабиру електроде чији је пречник једнак дебљини метала. Ако прелази 8 мм, заваривање се врши резним ивицама. Поред тога, угао сечења је око 30 °.
Заваривање се врши у неколико пролаза. Препоручљиво је користити уклоњиве облоге од челика или бакра како бисте избегли изгарање. Први пролаз се изводи са електродом малог пречника, не већом од 4 мм.
У поступку извођења првог шава врло су важни тачност и дубина продора. Након наношења, не би требало да буде истопљеног метала преко ивица.
За други и све наредне пролазе користе се електроде шипке већег пречника. Бирају се за квалитетно пуњење удубљења формираног између ивица.
Електрода се лагано помера дуж шава, радећи осцилаторне покрете, као да се окрећу електродом са стране на страну да се празнине у потпуности испуне растопљеним металом.
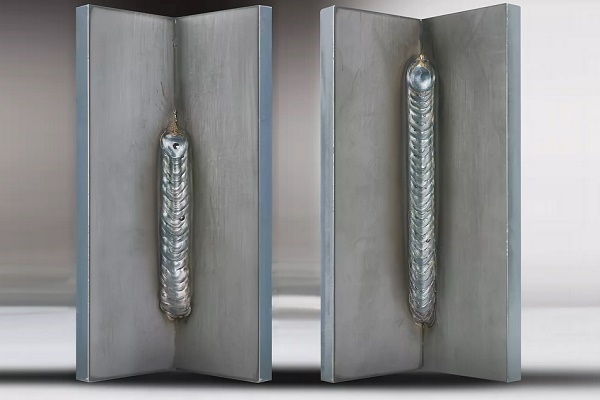
Опција бр. 2: спојеви доњег угла
Искусни заваривачи тврде да се добри резултати могу постићи заваривањем углова „у чамцу“. То значи да су делови за спајање инсталирани под углом од 45 ° или другим.
То осигурава најквалитетнији продор зидова производа, а смањује се ризик од поткопавања и недостатка продора. Ова метода заваривања омогућава наваривање завара великог пресјека у једном пролазу.

Постоје две врсте заваривања на броду - симетрично и асиметрично:
- Делови нагнути на 45 °. Вероватноћа да ће се један од зидова пробити или подрезати је минимална. Заваривање обрнутим и директним поларитетом врши се на максималним вредностима струје. Када се врши обрнути поларитет заваривања, дужина електричног лука треба да буде минимална.
- Дијелове нагните под углом од 60 ° или 30 ° - асиметрични "брод". Ова опција је веома погодна ако се радови изводе на тешко доступним местима, пошто је амплитуда покрета електроде мала. Заваривач усмјерава лук према самом коријену шава, истовремено пазећи да не пређе границе будућег шава. Такође није дозвољено одлагање превише метала у једном пролазу.
Угаони спојеви могу бити у облику слова Т, тако да морате научити како заваривати метал правилно и без грешака у неколико пролаза.
Употреба једног пролаза је могућа само ако су једноставне конструкције заварене на бочне стране, које на нагиву за заваривање чине облик под углом од 45 °. Пречник електроде у овом случају не може бити већи од дебљине метала за више од 0,15-0,3 цм.
Стандардно Т-заваривање са више пролаза изводи се на следећи начин. За први пролаз узима се електрода већег пречника од оне која је одабрана за наредне пролазе. На пример, користи се електрода чија величина варира од 0,4 до 0,6 цм.

Заваривање се врши глатко, без попречних вибрационих покрета. Приликом извођења преосталих пролаза они се обавезно изводе. Важно је да амплитуда осцилација буде унутар прихватљиве ширине шава.
Још једна значајна тачка. Када обављате Т-заваривање угаоног споја, електрични лук се увек мора запалити на полици која се налази хоризонтално.
Када радите електрично заваривање углова сами, можете нанети врсту преклапања. У овом случају, делови за заваривање постављају се један преко другог са преклапањем. Лук с правим поларитетом требао би бити кратак, с обрнутим - што краћи. Усмјерите лук тачно до коријена спојнице.
Током поступка заваривања потребно је извршити мало амплитудно кретање са електродом. Тако ће бити могуће равномерно загрејати целокупно подручје зглоба. У овом случају, базен за заваривање је равномерно испуњен, а шав ће бити конвексан и пуне величине.
Опција бр. 3: вертикални шавови
Шавови усмерени вертикално изводе само кратак лук. Радна струја би требала бити 10% -20% мања него код заваривања дијелова у доњем положају. Ови захтеви су лако објаснити.
Мања струја значи да растопљени течни метал неће исцурити из базена за заваривање. Мањи лук је практичнији за употребу.

Искусни заваривачи радије кухају вертикалне шавове одоздо према горе. Лук се запали у најнижој тачки будућег шава. Затим припремите малу водоравно смјештену платформу, чија димензија одговара попречном пресјеку будућег шава.
Затим полако померите штап електроде према горе. У овом случају се кретања преко везе обавезно изводе.
Могу бити у облику божићног дрвца, угла или полумесеца. Последња опција је најлакша за извођење. Поред тога, важно је проматрати правилан положај електрода.Теоретски, пенетрација се најбоље изводи ако је штап окомит на шав, тј. Водоравно.
Заварене завариваче карактеришу следећи критеријуми:
Пракса показује да у овом положају штапа електроде течни метал тече низ шав. Да би се то избегло, угао штапа се бира у опсегу од 45 ° -50 °. Ово је најбоља опција за вертикално заваривање. За заваривање делова у правцу одоздо према горе, одабиру се електроде чији пречник не прелази 0,4 цм.
Опција бр. 4: детаљи цевовода
Код куће често се морате сјетити како заварити металну цијев електричним заваривањем. Окомити шав се обично прави са стране дела, а хоризонтални шав око обода. Челичне цеви заварити. Све ивице сигурно добро прокухају.
Да би се смањио прилив унутар цеви, електрода се доводи до производа под углом не већим од 45 °. Ширина шава треба да буде 0,6-0,8 цм, висина - 0,2-0,3 цм.

Пре заваривања, делови које треба спојити темељно се очисте. Крајеви цеви се прегледавају. Ако су деформисани, исправљају се или сечите помоћу секача за цеви. Затим се ивице делова изравнавају до металног сјаја изнутра и споља, на удаљености од најмање 1 цм од ивице. Затим наставите са заваривањем.
Спој је заварен без прекида док се потпуно не произведе. За не ротацијске спојеве цеви са зидовима ширине до 0,6 мм изводе се два пролаза за заваривање, за производе са зидовима ширине 0,6 до 1,2 цм, три пролаза, за делове са зидовима ширим од 1,9 цм, четири пролаза.
Штавише, сваки наредни шав се наноси тек након што је вага уклоњена из претходне.
Најважнији је квалитет првог шава. У процесу његове примене, сви тупи и ивице требало би да се потпуно растопе. Пукотине, па и оне најмање, не би требале бити. Ако јесу, топљују се или сече. Затим се фрагмент поново прави. Слично се врши и заваривање ротационих цеви.
Могуће грешке у заваривању спојева и шавова
Електрично заваривање је сложен процес и не иде увијек све како треба.
Као резултат грешака у раду, шавови и спојеви могу имати различите недостатке, међу којима су:
- Кратери Мала удубљења у завареној куглици. Могу се појавити као резултат лома лука или грешке у извршењу завршног фрагмента шава.
- Порес. Шав за заваривање постаје порозан као последица онечишћења ивица делова хрђом, уљем итд. Поред тога, порозност се може појавити када се шав брзо охлади, при великој брзини заваривања и при раду са не-осушеним електродама.
- Ундерцутс. Изгледају као мала удубљења са обе стране перлица шава. Појављују се када се електроде померају у правцу вертикалног зида приликом заваривања угловних спојева.Поред тога, при раду са дугим луком или ако су вредности заваривајуће струје превисоке, стварају се подрези.
- Укључивање шљаке. Унутар зрнца завареног комада су шљаке. То се може догодити када су ивице прљаве, брзина заваривања је велика или ако је струја заваривања прениска.
Ово су најчешћи недостаци завара, али може бити и других.
Додатне информације о заваривању вертикалних и хоризонталних шавова електричним заваривањем су представљене у овај чланак.
Закључци и корисни видео о овој теми
Карактеристике заваривања цеви:
Како одабрати инвертер за заваривање:
По жељи, било који кућни мајстор може научити основе заваривања. Није тако тешко. Биће потребно стрпљење, тачност и, наравно, тачно извршавање свих упутстава. Све ће бити много једноставније ако се процес савладавања нове вештине одвија под вођством искусног стручњака.
Имате лично искуство спајања делова електричним заваривањем? Желите ли делити своје знање или постављати питања о овој теми? Молимо оставите коментаре и учествовајте у расправама - образац за повратне информације налази се испод.
 Како се врши заваривање полиетиленских цеви: информисање о раду
Како се врши заваривање полиетиленских цеви: информисање о раду  Апарат за заваривање полиетиленских цеви: шта је боље купити и како га правилно користити
Апарат за заваривање полиетиленских цеви: шта је боље купити и како га правилно користити  Температура лемљења полипропиленских цеви: главне фазе самозаваривања + табела вредности
Температура лемљења полипропиленских цеви: главне фазе самозаваривања + табела вредности  Како кухати вертикалне и хоризонталне шавове електричним заваривањем: упутства корак по корак
Како кухати вертикалне и хоризонталне шавове електричним заваривањем: упутства корак по корак  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Хвала! Научио сам много корисних ствари за себе. Како заварити квадратне цеви под углом од 90?
По мојем мишљењу користан видео, нарочито за делитанте.
Хвала! Било је врло занимљиво читати.
Хвала на информацијама.