Lödningstemperatur för polypropylenrör: huvudsakliga steg för självsvetsning + värdetabell

Ett av stadierna i byggandet av privata hus och lägenheter är installation av kommunikationer som ansvarar för leverans av vatten eller dränering av avlopp. Att montera polypropylenrör är mycket enklare än att installera metallkonstruktioner. För att fästa dem används beslag som svetsas med specialutrustning - ett järn.
I vår föreslagna artikel beskriver vi tekniken för tillverkning av fogar och ger standardtemperaturen för lödning av polypropylenrör. Vi kommer att prata om de förberedande åtgärder som är nödvändiga för produktion av hållbara och täta fogar. Baserat på våra råd kan du montera rörledningen utan problem.
Artikelens innehåll:
Lödning som ett sätt att ansluta PPR-rör
I svetsprocessen är allt viktigt: diameter, lödningstemperatur för PP-produkterna, svetsmaskinens exponeringstid. Men först måste du bekanta dig med grunderna i teknik och lära dig att använda verktyg.
Det är omöjligt att starta lödningsprocessen utan att bestämma materialets storlek och storlek. Vi föreslår att du bekanta dig med användbar information som hjälper dig att välja rätt. polypropylenrör och rördelar, och även göra installationen, genom att känna till nyanser och sekvens av processen.
Vad du behöver veta om polypropylenrör?
Svetsteknologi (eller lödning - båda termerna är lika tillämpliga) ger egenskaperna hos polypropylen - en teknisk polymer för universellt bruk. Det är smältbart, men efter kylning och härdning returnerar det egenskaperna för styrka och täthet.
Rören skiljer sig åt i diameter, väggtjocklek, färg, egenskaper. På grund av diametrar -16-110 mm kan alla tekniska lösningar implementeras.

Du kan inte uppmärksamma färgen på polymeren, eftersom den väljs av tillverkaren efter eget gottfinnande, men färgen på remsorna är viktig:
- blå - för kallt vattentillförsel;
- röd - för varmvattenförsörjning och värme.
Den grundläggande informationen som bör lita på vid köp och lödning av rör anges dock på märkningen. Polypropylenrörsmaterial indikeras med bokstavskombinationer PPR, PP-H, PP-B, PPRC.

Klassificering efter nominellt tryck, det maximalt tillåtna för installation under specifika förhållanden, hjälper till att välja produkter för hemmabruk eller industriella system.
Baserat på detta skiljer sig 4 typer av PPR-rör:
- PN-10 (med ett nominellt värde av 1,0 MPa) - utformad för att transportera kallt vatten. Ibland används de för golvvärme, förutsatt att kylvätskan inte värms över +45 ° C.
- PN-16 (med ett nominellt värde av 1,6 MPa) - används för montering av varm / kallt vattenförsörjningssystem. Den högsta tillåtna temperaturen är +60 ° C.
- PN-20 (med ett nominellt värde av 2,0 MPa) - de tål temperaturer upp till + 80-90 ° C i rörledningar skyddade mot vattenhammer.
- PN-25 (med ett nominellt värde av 2,5 MPa) - passar inte bara för autonoma utan också för centraliserad vattenförsörjning. Den rekommenderade maximala temperaturen är +95 ° C, men tål ännu högre.
Det är bättre att betala för mycket och köpa pålitliga rör med något överlägset värde än att spara och ta material begränsat av temperaturparametrar.
Vid tillverkning av rör gäller principen: ju högre temperaturen på kylmediet och trycket i systemet är, desto tjockare är väggen.

Detta är den minsta kunskap som är nödvändig för korrekt användning av PPR-rör. Vi fortsätter till en kort beskrivning av processen.
Teknologisk beskrivning av lödningsprocessen
Det finns två typer lödning av polypropen - rumpa och ärm. Den första används praktiskt taget inte för hemmakommunikationsenheter, eftersom den skiljer sig i komplex teknik och används uteslutande för anslutning av stora rörledningar med stor diameter.

Principen för svetsning är att två rörstycken, ungefär lika i diameter och väggtjocklek, värms upp med ett specialverktyg och anslutas med en klockformad metod.
Huvudfunktionen: kopplingen i kallt tillstånd bör vara något mindre i diameter.

Vid uppvärmning bildas en polymerfusionszon. Det är viktigt att det bara täcker arbetare som gränsar till varandra.
Det är här viktigt att snabbt ta bort delarna från verktyget och koppla dem ihop, varför det finns en sammansmältning av två segment till ett följt av polymerisation. Anslutningens tillförlitlighet beror på den tid som spenderas på uppvärmningsprocessen och korrekt vald temperatur.
Standard temperatur
Både överhettning och otillräcklig uppvärmning påverkar negativt svetsresultatet. I det första fallet sker deformationen av elementen, tillströmningen av valsen, en minskning av den inre diametern. Därefter, i områden med ojämna fogar, är det möjligt att bilda skalor och pluggar.
I det andra fallet är anslutningen svag och på grund av otillräcklig täthet kvarstår risken för läckage.

Det är på grund av risken för ett genombrott i rörledningen som svetsningstekniken måste följas och parametrar som:
- diameter på svetsade produkter;
- värme- och kyltid;
- utrustningstemperatur;
- omgivningstemperatur.
Det tros att processen svetsning av PP-rör det är opraktiskt att utföra vid en temperatur under -10 ° C, den övre gränsen är +90 ° C. Den mest gynnsamma är omgivningstemperaturen från 0 ° C till +25 ° C. För att underlätta memorering fördes de nödvändiga temperatur- och tidsvärdena till en tabell.

Om lufttemperaturen i rummet eller på gatan är under +5 ° C ökas uppvärmningstiden med cirka 50%, det vill säga två gånger. Värdet på uppvärmningstemperaturen är detsamma överallt - +260 ° С. Det giltiga intervallet är + 255-280 ° C.
Intressant nog beror valet av parameter inte på rörets diameter - samma värden används för både 16 mm och 50 mm. Endast tidsperioder förändras. Av detta skäl anges svetstemperaturen för polypropenbeslag och rör vanligtvis inte i teknologitabellerna.
Detaljerade installationsinstruktioner
Lödningsprocessen är snabb. Detta kan ses genom att analysera uppgifterna i tabellen. Till exempel, för att ansluta två element med en diameter på 20 mm, kommer det vid rumstemperatur att ta 5 sekunder att värma upp, ytterligare 4 sekunder att ansluta, sedan 180 sekunder att svalna. Totalt - 3 minuter 9 sekunder.
I detta avseende är det viktigt att utöva alla rörelser, så att det inte kommer att finnas något problem när man förenar redan uppvärmda element. Tänk på nyanserna i varje steg installation av polypropylenrör separat.
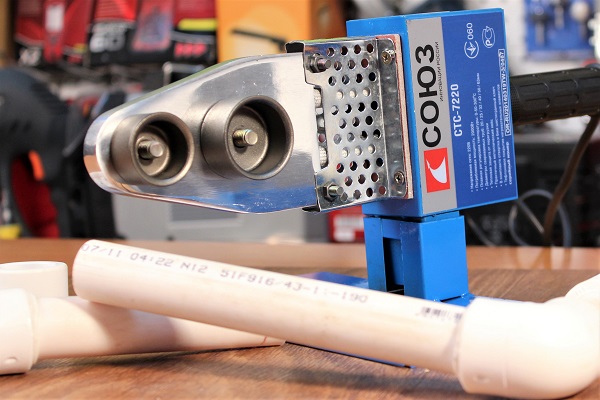
Steg 1 - Förbereda specialverktyg
För lödning hemma behöver du utrustning som endast är avsedd för svetsning av polypropylendelar - rör, vinklar, kopplingar, tees, pluggar.
Det är meningsfullt att skaffa ett nytt verktyg om det planeras att montera vattentillförseln från början med ytterligare underhåll. För engångsarbete kan utrustning hyras. järn för svetsning av PP-rör eller ta ett tag från vänner. Förutom specialverktyg krävs en nivå, markör, linjal eller måttband.
Steg 2 - märkning och rörledning
Rörklippning har utförts tidigare före den första lödningen. Vi rekommenderar att du förbereder alla element och staplar dem i enlighet med konturen. Det är en del av ett projekt för att installera ett värmesystem eller vattenförsörjning.

Vi mäter rörsegment med önskad längd, skär dem försiktigt rörskärare. Sedan väljer vi beslag som är lämpliga i diameter - oftast är det kopplingar, tees och armbågar.Om elementen är förstärkta, ta bort aluminiumskiktet.
Som ett resultat bör kanterna på de delar som ska svetsas vara jämna, skära av vinkelrätt mot rörledningens axel, rengöras och avfettas.
Steg 3 - anslutningselement och värme
Vi installerar enheten, väljer kopplingar och domar med önskad diameter. Vi ansluter det till nätverket och värmer upp det, eftersom vi redan vet vid vilka optimala temperaturer polypropylenrör bör lödas - +260 ° С. Det är hon som anges i bruksanvisningen för lödkolvar.
Observera att vissa tillverkare tillverkar enheter med en skala upp till +320 ° C. Detta betyder inte att du behöver producera uppvärmning maximalt. Läs noga igenom instruktionerna - det anges förhållandena under vilka höga värmevärden är tillåtna.
Gör märken som anger värmedjupet i ändarna av de delar som måste anslutas. Återigen kontrollerar vi att arbetsytorna är torra och avfettade, eftersom fukt eller en hal yta kan orsaka läckage i fogen.

Från det ögonblick som delarna installeras, börjar vi nedräkningen av sekunder - enligt värdena som anges i tabellen. Efter den inställda tiden tar vi bort delarna, sätter snabbt in röret i beslaget - upp till samma märke. Vi försöker ordna delarna koaxiellt, bara några sekunder ges för att korrigera positionen. Förvrängningar och vevning av element får inte tillåtas!
Håll knuten i rätt läge tills polymerisation inträffar. Vanligtvis är det 3 minuter eller mer - vi kontrollerar kyltiden enligt tabellen. Kylda och korrekt kokta delar är oskiljbara, täta och hållbara.
Svets i tur och ordning nyckelnoderna för att sedan montera och svetsa dem redan på plats installation av värmekretsen, avlopp eller vattenfördelning.
Slutsatser och användbar video om ämnet
Video nr 1. PPR rörlödningsteknik:
Video nr 2. Analys av vanliga fel:
På internetutrymmet finns ett stort antal verkstäder för lödningsrör tillverkade av polypropen. En del av dem sköts av okunniga amatörer, så tips om svetstekniker och temperaturval kan visa sig vara falska.
Bättre än andra är svetsmaskinens funktioner kända för tillverkaren, så se till att du läser instruktionerna innan du börjar löda - detta kommer att skydda dig från tekniskt äktenskap och oprofessionellt råd.
Berätta om din erfarenhet av montering av ett polypropylenrör och lödning. Dela tekniska subtiliteter som kan vara användbara för besökare. Lämna kommentarer i blocket nedan, ställ frågor, publicera foton om artikelns ämne.
 Gasbrännare för hårlödning av kopparrör: de viktigaste typerna av brännare + tips för potentiella köpare
Gasbrännare för hårlödning av kopparrör: de viktigaste typerna av brännare + tips för potentiella köpare  Svetsmaskin för polyetenrör: som är bättre att köpa och hur man använder den på rätt sätt
Svetsmaskin för polyetenrör: som är bättre att köpa och hur man använder den på rätt sätt  Hur rumpsvetsning av polyetenrör utförs: information om arbetet
Hur rumpsvetsning av polyetenrör utförs: information om arbetet  Elektrisk svetsning för nybörjare: nyanserna av svetsning och analys av grundfel
Elektrisk svetsning för nybörjare: nyanserna av svetsning och analys av grundfel  Hur man lagar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner
Hur man lagar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner  Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen
Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen  De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips
De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips  Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov
Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov  Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav
Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav {kind=link}
{kind=link}
{kind=link}
{kind=link}