Tự lắp đặt ống nhựa HDPE: hướng dẫn hàn + cách uốn hoặc làm thẳng ống như vậy

Polyethylen áp suất thấp trong bảng xếp hạng về mức độ phổ biến trong số các vật liệu được sử dụng để lắp ráp đường ống, chiếm vị trí hàng đầu. Bí mật của nhu cầu này được giải thích dễ dàng bởi tính linh hoạt của ứng dụng và sự đơn giản của việc lắp đặt ống polyetylen.
Nhưng như với bất kỳ loại polymer nào khác, việc lắp đặt ống nhựa chất lượng cao bằng tay của chính họ chỉ có thể được thực hiện khi tuân thủ nghiêm ngặt công nghệ. Chúng tôi sẽ cho bạn biết những sắc thái cần tính đến khi kết hợp các yếu tố. Chúng tôi sẽ giải thích làm thế nào để uốn cong và làm thẳng chúng.
Nội dung của bài viết:
Phương pháp hiệu quả để nối ống nhựa HDPE
Công nghệ kết nối ống nhựa HDPE có thể là hai phương pháp chính - một mảnh và có thể tháo rời.
Việc đầu tiên liên quan đến việc tham gia máy hàn, thứ hai được thực hiện mà không sử dụng nó.

Mối hàn một mảnh cho phép hàn kín tối đa, điều này đặc biệt quan trọng khi sắp xếp đường cao tốc dưới áp lực. Các khớp có thể tháo rời dễ dàng cài đặt và làm cho nó có thể tháo rời đường ống bất cứ lúc nào để cấu hình lại đường dây hoặc bổ sung nó với các khúc cua mới.
Phương thức kết nối một mảnh
Để nối các ống nhựa HDPE, hai phương pháp kết nối một mảnh được sử dụng: bằng cách hàn mông và bằng cách lắp đặt khớp nối hàn điện.
Trong mọi trường hợp, khi thực hiện các phương pháp này, các hợp chất có các yêu cầu sau:
- Góc dịch chuyển tối đa của các đoạn hàn nên không quá 10% so với độ dày thành của các ống nối.
- Một đường nối chung nên được thực hiện trên mức bên ngoài của bề mặt của các đoạn liền kề.
- Chiều cao của con lăn của một đường may được làm tốt nên thay đổi trong phạm vi 2,5-5 mm.
Giá trị tối ưu của chiều cao của con lăn phụ thuộc vào độ dày thành của sản phẩm nóng chảy. Trên các ống có thành mỏng (lên đến 5 mm), không quá 2,5 mm. Nếu độ dày thành ống thay đổi trong khoảng 6-20 mm, thì chiều cao của con lăn không quá 5 mm.
Hàn mông
Việc tạo ra một hợp chất không thể tách rời được thực hiện bằng cách làm mềm vật liệu về trạng thái của một chất nhớt để xảy ra sự kết hợp khuếch tán của các bộ phận của nó. Nó được sử dụng cho các đường ống có độ dày thành hơn 5 mm.

Phương pháp kết nối sử dụng hàn được sử dụng trên các phần trực tiếp của hệ thống cấp nước, được cho là hoạt động dưới áp lực. Chỉ có nó cho phép bạn có được một kết nối chặt chẽ với đường kính vượt quá 200 mm, bởi vì nó không tạo ra sự mất độ cứng của đường ống, dẫn đến biến dạng.
Hàn ống nhựa bền bằng tay của chính họ được thực hiện bằng một công cụ đặc biệt. Bản chất của phương pháp là làm nóng các đầu của các phần tử được neo đến trạng thái nhớt bằng cách sử dụng vòi sưởi. Các đầu được làm mềm được kết nối đơn giản với nhau dưới áp lực, sau đó phần kết nối được cho phép làm mát.

Khi thực hiện hàn, điều quan trọng là phải chịu được các điều kiện nhiệt độ của các yếu tố làm nóng.
Các thông số về thời gian phơi sáng và nhiệt độ của các bộ phận làm nóng được xác định bằng cách tính đến ba yếu tố:
- Độ dày của các bức tường của đường ống.
- Đường kính uốn cong.
- Thông số kỹ thuật của thiết bị hàn.
Ống hàn là lựa chọn đáng tin cậy và bền nhất. Với nó, bạn có thể tạo ra một giá đỡ tích hợp có thể chịu được áp lực của cả áp lực và áp lực hệ thống cấp nước.

Hàn được thực hiện theo trình tự sau:
- Truyền thông được cắt theo kích thước được xác định trước. Cắt song song mặt phẳng của các đầu. Các đầu được làm sạch bằng một mảnh giấy nhám.
- Các đầu được vát với chiều rộng 2-3 mm. Vị trí hàn được làm sạch hoàn toàn và được xử lý bằng hợp chất tẩy nhờn.
- Bàn hàn được đặt ở nhiệt độ 260 °. Trong khi nó đang nóng lên, các vòi hàn được xâu chuỗi và đợi cho đến khi mức độ gia nhiệt của chúng đạt đến nhiệt độ xác định trước.
- Sử dụng cơ chế định tâm, khớp nối và đầu ống được khoét sâu vào khoang vòi phun. Nếu cơ chế định tâm không được cung cấp trong sắt hàn, việc căn chỉnh sẽ phải được kiểm tra "bằng mắt", làm cho khớp càng chính xác càng tốt.
- Các phần tử trung tâm được rút lại về mức chỉ định, kết nối dưới áp lực và chịu được thời gian được chỉ định trong hướng dẫn để chỉnh lại dòng.
- Sau khi hoàn thành công việc, thiết bị được đẩy sang một bên và ngắt kết nối mạng. Khu vực hàn không có bù và xoay được cố định ở vị trí xác định trước cho đến khi bề mặt được làm mát hoàn toàn.
Khi hàn, điều quan trọng là không quá mức. Điều này có thể gây ra sự hình thành một dòng polyetylen trên đường kính trong của sản phẩm.

Để có được sự phù hợp an toàn, độ sâu cài đặt nên khoảng 2 mm.Chịu được độ sâu quy định, mối hàn kết quả sẽ có bề ngoài thậm chí có thể xuất hiện với cùng chiều cao thụt.
Các lựa chọn hình ảnh sau đây sẽ giúp bạn làm quen với các bước hàn mông của ống nhựa HDPE:
Bằng phương pháp hàn điện
Khi thực hiện phương pháp kết nối không thể khắc phục này, hàn điện hoặc hàn điện được sử dụng.

Phương pháp này hiệu quả khi bạn phải làm việc trong không gian chật hẹp. Ví dụ, khi thực hiện công việc sửa chữa trong giếng hoặc khi bạn cần chèn vào các đường ống được kết nối trước đó.
Không có tiêu chuẩn thống nhất cho hàn ổ cắm trong các tài liệu quy định trong nước. Công nghệ này thường được sử dụng ở các nước châu Âu và được điều chỉnh bởi các tiêu chuẩn DVS-220715.
Công nghệ kết nối ống nhựa HDPE với việc sử dụng khớp nối bao gồm một số bước cơ bản:
- Chuẩn bị các trang web truyền thông. Bề mặt bên ngoài của ổ cắm được làm sạch khỏi dầu mỡ và bụi. Với mục đích này, các giải pháp xà phòng và rượu được sử dụng, được trình bày trong một loại rộng rãi trong các cửa hàng xây dựng.
- Gia công khớp. Mật độ buộc trực tiếp phụ thuộc vào mức độ trơn tru được thực hiện. Để có được một bề mặt mịn hoàn hảo, mặt cuối của ống được chà bằng một mảnh giấy nhám mịn.
- Vát. Khớp của vòi được cắt ở 45 °. Vát sẽ cung cấp sự phù hợp chặt chẽ nhất của các yếu tố và buộc chặt của chúng.
- Khớp nối lắp ráp. Các ly hợp được kết nối với một nguồn năng lượng. Sau khi nó được làm nóng đến nhiệt độ xác định trước, một bên (trục gá) của ống tay áo được đặt trên đường ống và đầu thứ hai (ống tay áo) được nối với đầu ra ống thứ hai.
Một điều kiện quan trọng để thực hiện hàn điện là đảm bảo rằng các thành phần vẫn đứng yên tại thời điểm gia nhiệt và hóa rắn.Khi sâu nhánh cây uốn cong vào khoang của khớp nối nóng, điều quan trọng là phải thực hiện công việc nhanh chóng, nhưng càng cẩn thận càng tốt để không làm quá nóng polyetylen.

Khi đào sâu các phân đoạn vào khoang khớp nối, hãy chuẩn bị cho nhựa lỏng để dần dần nổi lên từ bên dưới nó. Sau khi hoàn thành công việc, nó chỉ còn để tháo khớp nối và đặt đường ống được kết nối trên một bề mặt rắn để cố định nó ở vị trí mong muốn.
Sau khi tan chảy rắn lại tại điểm nối, một kẹp uốn phù hợp với đường ống sẽ được nhìn thấy.
Nhưng lựa chọn phương pháp này, đáng để xem xét rằng ống nhựa không khác nhau về độ cứng cao. Và do đó, với áp lực bên trong mạnh mẽ, đường may được tạo ra có thể đơn giản phân kỳ. Kết nối khớp nối không phải là giải pháp tốt nhất để sắp xếp thông tin liên lạc sưởi ấm và tạo các nhánh cho chậu rửa mặt.
Đánh giá điểm mạnh và điểm yếu khác nhau Phương pháp hàn ống HDPE Bài viết dành cho các nội dung mà chúng tôi khuyên bạn nên đọc.
Phương pháp kết nối có thể tháo rời
Nếu chúng tôi xem xét các tùy chọn cho các kết nối có thể tháo rời, chúng được thực hiện bằng cách sử dụng mặt bích và phụ kiện nén. Với việc tuân thủ nghiêm ngặt việc lắp đặt, chúng có vẻ đáng tin cậy như những thứ được tạo ra bằng cách sử dụng máy hàn.
Bất kỳ loại kết nối không thể khắc phục bao gồm một phần đàn hồi. Khi uốn bằng một công cụ nén, nó sẽ lấp đầy tất cả các khoảng trống trong vùng khớp, do đó loại bỏ rò rỉ.
Sử dụng phụ kiện từ HDPE
Để thực hiện phương pháp này, các phụ kiện nén được sử dụng, là các trục, được bổ sung bởi các luồng bên ngoài ở cả hai bên.
Họ có thể tham gia các đường ống, cung cấp một kết nối chặt chẽ với hiệu suất niêm phong cao. Trong trường hợp này, một kết nối có thể thu gọn sẽ không khó khăn để xóa bất kỳ lúc nào để thay đổi cấu hình của đường cao tốc hoặc để sửa chữa khẩn cấp.

Trình tự các bước để có được kết nối phù hợp:
- Trên hai đầu được chuẩn bị của cả hai ống đặt trên một vòng đệm làm bằng polyurethane hoặc cao su. Đường kính ngoài của vòng phải bằng kích thước bên trong của các ống nối.
- Các đầu được trang bị một đai ốc căng và hai vòng đệm nén. Máy giặt đầu tiên được thiết kế để đùn vòng đệm, thứ hai được thiết kế để siết chặt đai ốc so với đầu ống.
- Các khớp được nối theo nguyên tắc "ống - lắp - ống". Để tăng độ tin cậy, nó được ép vào điểm dừng ở cả hai bên bằng đai ốc căng.
Để lắp ráp các bộ phận được gắn, một phím đặc biệt được sử dụng. Các đai ốc kẹp được tháo ra trên các phụ kiện kết nối.

Ưu điểm chính của phương thức kết nối này là thuận tiện để thực hiện ngay cả khi nhiệt độ môi trường giảm đáng kể. Trong khi ranh giới của các mối hàn không nhỏ hơn + 5 ° С.
Một loạt các yếu tố kết nối có đường kính khác nhau cho phép thu thập bất kỳ hệ thống dây nào, tạo ra các nhánh cần thiết trong đường ống.
Bằng cách cài đặt mặt bích
Loại kết nối mặt bích được chọn nếu cần kết nối PND của đường ống với ống thép. Với sự trợ giúp của mặt bích, thuận tiện để kết nối các van, bộ điều chỉnh và van cổng với đường cao tốc.

Để lắp đặt trên ống polyethylen, mặt bích được sử dụng tuân thủ GOST 12882.80. Chúng có đường kính bên trong mở rộng.
Việc lắp đặt mặt bích được thực hiện theo trình tự sau:
- Ở một đầu của chuỗi giao tiếp được thực hiện.
- Các phần tử được vít vào chủ đề.
- Một đầu ra của đường ống được kết nối được đặt trên phần tử.
- Khớp được làm nóng bằng khớp nối hoặc máy sấy tóc.
Trước khi đưa vào mặt bích, cần phải kiểm tra xem có các phần nhô ra và các thanh chắn có thể làm hỏng phần cuối của ống polyetylen hay không.
Làm thế nào để uốn cong hoặc làm thẳng một sản phẩm?
Ống polyetylen có sẵn để bán trong các đoạn thẳng 12 mét hoặc ở dạng các sản phẩm rắn quấn quanh các vịnh lớn. Bị xoắn, các sản phẩm có dạng vòng và bị biến dạng. Trước khi bạn làm thẳng hoặc uốn cong ống HDPE bị biến dạng, nó phải được làm nóng.

Polyethylen áp suất thấp nổi tiếng với độ đàn hồi tốt. Nhưng nó mất tính chất này ở nhiệt độ sưởi ấm trên + 80 ° C. Thời điểm này được sử dụng nếu cần thiết để thay đổi cấu hình của sản phẩm.
Nhưng điều đáng ghi nhớ là để mở rộng hoặc uốn cong, nhiệt độ chỉ có thể tăng lên trong một khoảng thời gian ngắn. Rốt cuộc, một ống polyetylen thuộc loại vật liệu xây dựng, nếu nhiệt độ bị vi phạm, có thể bị hỏng.
Tổng quan về các phương pháp mở rộng đường ống
Làm thẳng ống, loại bỏ các nếp nhăn xảy ra trong quá trình bảo quản và vận chuyển, cách dễ nhất là sau khi làm nóng sản phẩm. Nếu việc thay thế hoặc sửa chữa đường ống được thực hiện vào mùa hè, khi các tia nắng mặt trời nóng nhất có thể, bạn có thể sử dụng chúng để đạt được nhiệm vụ.

Tia UV sẽ không làm xấu đi các thông số hoạt động của polyetylen, nhưng đồng thời chúng có thể làm mềm các bức tường của sản phẩm trong một thời gian. Bạn chỉ cần cố định đường ống được làm mềm dọc theo một giá đỡ hoặc tường cứng nhắc, hoặc đặt nó trong một rãnh đào trước. Trước khi bạn làm thẳng một ống nhựa PVC cong trên mặt đất, bạn cần giải phóng khu vực này.
Nếu bạn phải làm việc vào mùa đông, hãy sử dụng nước nóng để làm nóng sản phẩm. Nhưng phương pháp này có hiệu quả đối với các đường ống có kích thước không vượt quá 50 mm. Như một sự trợ giúp để làm thẳng, bạn có thể sử dụng lan can kim loại và gạch. Trong mọi trường hợp: chiều dài của sản phẩm càng ngắn thì càng dễ làm việc với nó.
Phương pháp hiệu quả để uốn phôi
Nếu tình huống ngược lại phát sinh khi cần phải uốn ống HDPE, tất cả các xử lý nhiệt tương tự được sử dụng.
Để làm nóng, các phương pháp này được sử dụng:
- thổi khí thổi xây dựng nóng;
- làm ấm các bức tường của sản phẩm bằng một vòi đốt khí;
- bao quanh bề mặt bằng nước sôi.
Để đơn giản hóa quy trình uốn, tốt hơn là xây dựng một khung đúc. Khung, kích thước tương ứng với đường kính của ống uốn cong, có thể được làm từ các tấm ván sợi thông thường. Để làm cho bề mặt của khung mịn, chà nhám nó bằng một mảnh giấy nhám.
Để uốn ống PND bằng máy sấy tóc, công việc được thực hiện theo trình tự sau:
- Nơi được điều trị được làm nóng bằng máy sấy tóc xây dựng.
- Các phôi mềm được chôn trong khung đúc.
- Nhẹ nhàng uốn cong đường ống mà không tác dụng lực quá mạnh để sản phẩm không bị vỡ tại chỗ uốn.
Khi đã tạo được góc uốn cần thiết, cần phải để sản phẩm hoàn toàn làm mát và chỉ sau đó gỡ nó ra khỏi khung.

Một điểm quan trọng: trong khi làm nóng đường ống, bạn phải tuân thủ nghĩa đen của Vàng. Nếu bề mặt không đủ nóng tại thời điểm uốn, đường ống có thể bị vỡ. Nếu tại thời điểm gia nhiệt, phần tử gia nhiệt được đưa quá gần sản phẩm, polymer có thể bốc cháy.
Kết luận và video hữu ích về chủ đề này
Đáp ứng các sắc thái của hàn và xử lý ống HDPE trong các video sau.
Video số 1. Làm thế nào hàn mông được thực hiện:
Video số 2. Một ví dụ về tạo hàn điện tử:
Video số 3. Tùy chọn ống thẳng:
Khi chọn phương pháp kết nối và căn chỉnh ống polyetylen, phải tính đến mức áp suất của môi trường làm việc. Điều này sẽ giảm thiểu tác động tiêu cực của các thao tác với đường ống trên các đặc tính kỹ thuật của nó.
Bạn có biết các sắc thái công nghệ của việc nối các ống polyethylen không được mô tả trong bài viết này không? Nếu kinh nghiệm cá nhân trong việc xây dựng các đường ống nhựa HDPE, bạn muốn chia sẻ điều gì với khách truy cập trang web và với chúng tôi? Hãy viết bình luận trong khối bên dưới, đăng ảnh, đặt câu hỏi về chủ đề của bài viết.
 Tự lắp đặt ống polypropylen: công nghệ làm việc với ống PP
Tự lắp đặt ống polypropylen: công nghệ làm việc với ống PP  Cách làm ghế từ ống polypropylen bằng tay của chính bạn: hướng dẫn từng bước cho sản xuất
Cách làm ghế từ ống polypropylen bằng tay của chính bạn: hướng dẫn từng bước cho sản xuất  Cách uốn ống hồ sơ bằng tay của chính bạn mà không cần dụng cụ đặc biệt
Cách uốn ống hồ sơ bằng tay của chính bạn mà không cần dụng cụ đặc biệt  Lắp đặt ống đồng DIY: công nghệ lắp đặt ống đồng
Lắp đặt ống đồng DIY: công nghệ lắp đặt ống đồng  Tự lắp đặt ống nhựa: công nghệ kết nối và ví dụ nối dây
Tự lắp đặt ống nhựa: công nghệ kết nối và ví dụ nối dây  Đồ thủ công DIY từ ống propylene: tùy chọn tự làm
Đồ thủ công DIY từ ống propylene: tùy chọn tự làm  Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas
Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas  Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng
Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng  Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn
Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn  Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản
Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản 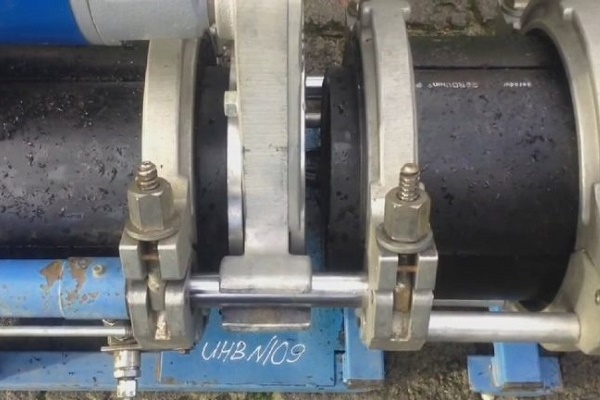{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}