Температура на запояване на полипропиленови тръби: основните етапи на самозаваряване + таблица на стойностите

Един от етапите в изграждането на частни къщи и апартаменти е инсталирането на комуникации, отговорни за водоснабдяването или отводняването на канализацията. Сглобяването на полипропиленови тръби е много по-лесно от инсталирането на метални конструкции. За тяхното съединяване се използват фитинги, които се заваряват с помощта на специализирано оборудване - ютия.
В предложената ни статия ние описваме технологията за изработка на фуги и даваме стандартната температура за запояване на полипропиленови тръби. Ще говорим за подготвителните мерки, необходими за производството на трайни и стегнати фуги. Въз основа на нашите съвети можете да сглобите тръбопровода без никакви проблеми.
Съдържанието на статията:
Запояване като начин за свързване на PPR тръби
В процеса на заваряване е важно всичко: диаметър, температура на запояване на ПП продуктите, време на експозиция на заваръчната машина. Но първо трябва да се запознаете с основите на технологията и да научите как да използвате инструменти.
Невъзможно е да започнете процеса на запояване без да определите вида и размера на материала. Предлагаме ви да се запознаете с полезна информация, която ще ви помогне да изберете правилната. полипропиленови тръби и фитинги, а също така направете тяхната инсталация, знаейки нюансите и последователността на процеса.
Какво трябва да знаете за полипропиленовите тръби?
Технологията на заваряване (или запояване - и двата термина са еднакво приложими) осигурява свойствата на полипропилена - технически полимер за универсална употреба. Той е запалим, но след охлаждане и втвърдяване връща характеристиките на здравина и стегнатост.
Тръбите се различават по диаметър, дебелина на стената, цвят, характеристики. Поради диапазона от диаметри - 16-110 мм, всяко техническо решение може да бъде приложено.

Не можете да обърнете внимание на цвета на полимера, тъй като той е избран от производителя по свое усмотрение, но цветът на лентите има значение:
- син - за подаване на студена вода;
- червен - за горещо водоснабдяване и отопление.
Основната информация обаче, на която трябва да се разчита при закупуване и запояване на тръби, е посочена на маркировката. Материалът на полипропиленовите тръби е обозначен с буквени комбинации PPR, РР-Н, PP-B, PPRC.

Класифицирането по номинално налягане, максимално допустимото за инсталиране в специфични условия, помага да се изберат продукти за домашни или промишлени системи.
Въз основа на това се разграничават 4 вида PPR тръби:
- PN-10 (с номинална стойност 1,0 MPa) - предназначени за транспортиране на студена вода. Понякога те се използват за подово отопление, при условие че охлаждащата течност не се нагрява над +45 ° C.
- PN-16 (с номинална стойност 1,6 MPa) - използва се за сглобяване на системи за подаване на топла / студена вода. Максималната допустима температура е +60 ° C.
- PN-20 (с номинална стойност 2,0 MPa) - издържат на температури до + 80-90 ° C в тръбопроводи, защитени от воден чук.
- PN-25 (с номинална стойност 2,5 MPa) - подходящ не само за автономно, но и за централизирано водоснабдяване. Препоръчителната максимална температура е +95 ° C, но може да издържи дори по-висока.
По-добре е да преплатите и закупите надеждни тръби с малко по-добра стойност, отколкото да спестите и вземете материал, ограничен от температурните параметри.
При производството на тръби се прилага принципът: колкото по-висока е температурата на охлаждащата течност и налягането в системата, толкова по-дебела е стената.

Това е минималните знания, които са необходими за правилното използване на PPR тръбите. Пристъпваме към кратко описание на процеса.
Технологично описание на процеса на запояване
Има два вида запояване на полипропилен - дупе и ръкав. Първият практически не се използва за домашни комуникационни устройства, тъй като се различава по сложна технология и се използва изключително за свързване на тръбопроводи с голям диаметър.

Принципът на заваряване е, че две парчета тръба, приблизително еднакви по диаметър и дебелина на стената, се нагряват със специален инструмент и се свързват по камбанен метод.
Основната характеристика: съединителят в студено състояние трябва да бъде малко по-малък в диаметър.

При нагряване се образува полимерна термоядрена зона. Важно е тя да обхваща само работници, съседни един на друг.
Тук е важно бързо да премахнете частите от инструмента и да ги свържете заедно, поради което има сливане на два сегмента в един, последвано от полимеризация. Надеждността на връзката зависи от времето, прекарано в процеса на отопление и правилно избраната температура.
Стандартна температура
Както прегряването, така и недостатъчното нагряване се отразяват неблагоприятно на резултата от заваряването. В първия случай възниква деформацията на елементите, притокът на валяка, намаляване на вътрешния диаметър. Впоследствие, в зоните на неравномерни стави, е възможно образуване на котлен камък и тапи.
Във втория случай връзката ще бъде слаба и поради недостатъчна херметичност рискът от изтичане ще остане.

Поради риска от пробив на тръбопровода трябва да се спазва техниката на заваряване и параметри като:
- диаметър на заварени продукти;
- време за отопление и охлаждане;
- температура на оборудването;
- температура на околната среда.
Смята се, че процесът заваряване на PP тръби непрактично е да се извършва при температура под -10 ° C, горната граница е +90 ° C. Най-благоприятна е температурата на околната среда от 0 ° C до +25 ° C. За удобство на запаметяването необходимите стойности на температурата и времето бяха въведени в една таблица.

Ако температурата на въздуха в помещението или на улицата е под +5 ° C, времето за отопление се увеличава с около 50%, тоест два пъти. Стойността на температурата на отопление е еднаква навсякъде - +260 ° С. Валидният диапазон е + 255-280 ° C.
Интересното е, че изборът на параметър не зависи от диаметъра на тръбата - същите стойности се използват както за 16 мм, така и за 50 мм. Променят се само времевите периоди. Поради тази причина температурата на заваряване на полипропиленови фитинги и тръби обикновено не е посочена в технологичните таблици.
Подробни инструкции за монтаж
Процесът на запояване е бърз. Това може да се види чрез анализ на данните, поставени в таблицата. Например, за да свържете два елемента с диаметър 20 мм, при стайна температура ще са необходими 5 секунди за загряване, още 4 секунди за свързване, след това 180 секунди за охлаждане. Общо - 3 минути 9 секунди.
Във връзка с това е важно да се изработят всички движения, така че в процеса на съединяване на вече нагряти елементи да няма задръстване. Обмислете нюансите на всеки етап монтаж на полипропиленови тръби отделно.
Етап №1 - Подготовка на специални инструменти
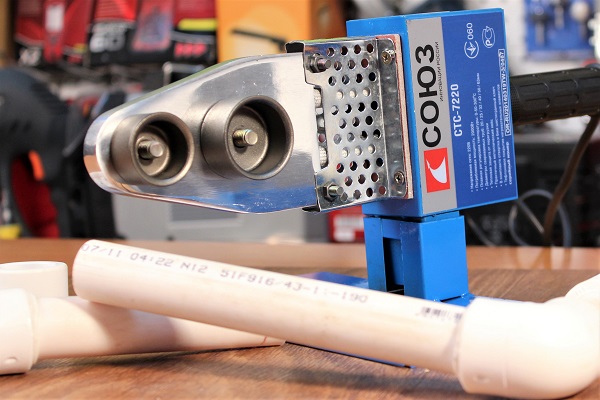
За запояване у дома ще ви е необходимо оборудване, предназначено само за заваряване на полипропиленови части - тръби, ъгли, съединители, тройници, тапи.
Има смисъл да се сдобиете с нов инструмент, ако се планира сглобяването на водоснабдителната система от нулата с допълнителна поддръжка. За еднократна работа може да се наеме оборудване. желязо за заваряване на PP тръби или отнеме известно време от приятели. В допълнение към специални инструменти ще се изисква ниво, маркер, линийка или лента.
Етап №2 - маркиране и рязане на тръби
Рязането на тръби се извършва предварително, преди първото запояване. Препоръчваме да подготвите всички елементи и да ги подреждате според очертанията. Той е част от проект за инсталиране на отоплителна система или водоснабдяване.

Ние измерваме сегментите на тръбите с желаната дължина, внимателно ги изрязваме резачка за тръби, След това избираме фитинги, които са подходящи по диаметър - най-често това са съединители, тройници и лакти.Ако елементите са подсилени, отстранете алуминиевия слой.
В резултат краищата на частите, които трябва да бъдат заварени, трябва да бъдат идеално равномерни, отрязани перпендикулярно на оста на тръбопровода, почистени и обезмаслени.
Етап №3 - свързване на елементи и отопление
Инсталираме устройството, избираме съединителите и дорниците с желания диаметър. Включваме го в мрежата и го нагряваме, тъй като вече знаем при каква оптимална температура трябва да бъдат запоени полипропиленови тръби - +260 ° С. Именно тя е посочена в инструкциите за употреба на запояващи ютии.
Моля, обърнете внимание, че някои производители произвеждат устройства с мащаб до +320 ° C. Това не означава, че трябва да произвеждате максимално отопление. Внимателно прочетете инструкциите - там са посочени условията, при които са допустими високи стойности на отопление.
В краищата на частите, които трябва да бъдат свързани, направете маркировки, указващи дълбочината на нагряване. Още веднъж проверяваме дали работните повърхности са сухи и обезмаслени, тъй като влагата или хлъзгавата повърхност могат да причинят теч в ставата.

От момента, в който частите са инсталирани, започваме отброяването на секундите - според стойностите, посочени в таблицата. След зададеното време изваждаме частите, бързо вкарваме тръбата в арматурата - до същата маркировка. Опитваме се да подредим частите коаксиално, дават се само няколко секунди, за да коригираме позицията. Не трябва да се допускат изкривявания и завъртане на елементи!
Дръжте възела в правилното положение, докато не настъпи полимеризация. Обикновено това е 3 минути или повече - проверяваме времето за охлаждане според таблицата. Охладените и правилно сварени части са неразделни, стегнати и издръжливи.
На свой ред, заварете ключовите възли, след което да ги сглобите и заварите заедно вече на място монтаж на отоплителния кръг, канализация или разпределение на водата.
Изводи и полезно видео по темата
Видео №1. PPR тръбна технология за запояване:
Видео №2. Анализ на често срещани грешки:
В интернет пространството има огромен брой работилници по запояване на тръби, изработени от полипропилен. Някои от тях са заснети от неквалифицирани аматьори, така че съветите за техники за заваряване и избор на температура може да се окажат неверни.
По-добре от другите, възможностите на заваръчната машина са известни на производителя, така че не забравяйте да прочетете инструкциите, преди да започнете да спойкате - това ще ви предпази от технически брак и непрофесионални съвети.
Разкажете ни за вашия опит в сглобяването на полипропиленова тръба и при запояване. Споделете технологични тънкости, които могат да бъдат полезни за посетителите на сайта. Моля, оставете коментари в блока по-долу, задавайте въпроси, публикувайте снимки по темата на статията.
 Газова горелка за спояване на медни тръби: основните видове горелки + съвети за потенциални купувачи
Газова горелка за спояване на медни тръби: основните видове горелки + съвети за потенциални купувачи  Заваръчна машина за полиетиленови тръби: кое е по-добре да се купи и как да се използва правилно
Заваръчна машина за полиетиленови тръби: кое е по-добре да се купи и как да се използва правилно  Как се извършва заваръчно заваряване на полиетиленови тръби: инструктаж за работата
Как се извършва заваръчно заваряване на полиетиленови тръби: инструктаж за работата  Електрическо заваряване за начинаещи: нюансите на заваряване и анализ на основните грешки
Електрическо заваряване за начинаещи: нюансите на заваряване и анализ на основните грешки  Как да готвите вертикални и хоризонтални шевове с електрическо заваряване: инструкции стъпка по стъпка
Как да готвите вертикални и хоризонтални шевове с електрическо заваряване: инструкции стъпка по стъпка  Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ
Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ  Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите
Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите  Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди
Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди  Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания
Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания {kind=link}
{kind=link}
{kind=link}
{kind=link}