Машина за огъване на профилна тръба: как да изградите машина за огъване на тръби със собствените си ръце

В домакинствата машина за огъване на профилни тръби не се използва толкова често, че да се купуват скъпо фабрично произведено оборудване.
Когато възникне такава нужда, може да се направи частно огъване на тръбата, като предварително е решил какъв вид на този дизайн е подходящ за задачата.
В тази статия подробно са анализирани разновидности на машини за огъване на тръби, описани са принципите на тяхната работа и методите на конструиране.
Съдържанието на статията:
Видове машини за огъване на профилна тръба
Има много модификации на оборудването за промяна на конфигурацията на профилните тръби. Това се дължи на минималния радиус на огъване. Ако този важен параметър бъде пренебрегнат, на мястото на огъване настъпва промяна в якостните характеристики на материала за по-лошо. Трябва да знаете и някои технологични тънкости. огъване на метални тръби и да ги вземете предвид по време на работа.
При избора на дизайн да вземете предвид материала на детайла, диаметъра, дебелината на стената.
Класификация на машини за огъване по тип задвижване
В зависимост от типа задвижване, машините, предназначени за огъване на всякакви тръби, са ръчни, електромеханични и хидравлични.
Ръчно. Това са изключително прости механизми, които са достъпни за независимо производство дори на човек, който не е посветен в тънкостите на работата с метал.

Електромеханична. Такава машина има задвижване под формата на електродвигател - стъпков или конвенционален, свързан през по-ниска предавка. Последното решение осигурява висококачествено огъване поради правилното разпределение на напрежението.
Устройството не е лесно за производство, изисква специални познания и поне малко професионализъм.

Хидравлични. Задвижването в този модел е ръчно. За разлика от обикновената ръчна конструкция, хидравличният цилиндър е включен във веригата, което значително намалява мускулното усилие, приложено по време на огъване.
Ролерите дават шанс да огънат профилна тръба във всяка необходима посока. Ръчният профилгиб с хидравлика с неговото малко тегло може да огъне асортимента на тръбите до 10 см ширина.

Видове огъване по метод на монтаж
Има разделение на профилите на завои и в зависимост от начина на монтаж. Разграничете стационарното, преносимото и носеното оборудване. Стационарните машини могат да бъдат под формата на обикновена бетонна плоча с пръти или солидно оборудване.
Компактните преносими тръбни огъвачи имат опорна стойка, но носеният модел няма опора, той се избира всеки път, когато използвате оборудването.
Класификация на машините по метода на огъване
Конструкцията на машината за огъване на профила и нейните характеристики ще зависят от метода на огъване. Има 3 основни метода на огъване. Първият е екструзия, когато геометрията на профилната тръба се променя с помощта на деформиращ валяк, който действа като перфоратор. Матрицата в този случай отсъства.
За извършване на операцията са необходими 2 здрави опори от противоположните страни на завоя, които също служат за матрица. Като такива опори използвайте въртящи се обувки или ролки.
Тъй като силата се увеличава постепенно и постоянно има перпендикулярна посока по отношение на тръбата, методът дава възможност да се получи добър краен резултат. Прилагаме метода само за работа в малък обем.
Втората е натискаща. За да се получи завой, се използва принципът на пейка менгеме - сегмент на тръбата се поставя между матрицата и перфоратора.
Профилите на последния, за да се получи висококачествено огъване, трябва точно да повтарят геометрията на детайла. И също така при изчисляването е необходимо да се вземе предвид остатъчната деформация на метала. В домашни условия този метод е приложим, когато не се изисква голяма точност.

Третият - валцован - универсален метод, използван за огъване както на тръби с тънкостенни, така и на дебели стени. Огъването се получава чрез изтегляне на детайла между ролките - една въртяща се и две опорни.
В допълнение към горното, огъването на тръбата може да се извърши и по следните методи:
Независимо от избрания дизайн, при независимото производство на машина за огъване на тръби е необходимо да се вземат предвид препоръките на специалисти. При избора на материал за леглото трябва да се изхожда от факта, че дебелината на метала трябва да бъде най-малко 1/6 от ширината на профилираната тръба.
Така че, ако трябва да огънете тръба с напречно сечение с правоъгълник с параметри 50 х 25 мм, тогава, за да избегнете деформация на леглото по време на огъване, трябва да вземете канал или ъгъл с дебелина най-малко 10 мм. Основната плоча и перфораторът с матрица трябва да са 2 пъти по-дебели.
Оптималният диаметър на ролките е минимум от размера на тройките секции. Рафтът на канала и ъгъла, взети за производството на рамката, трябва да бъдат съответно 2 и 3 пъти по-големи от ширината на тръбата. Ако трябва да работите върху огъване на профилни тръби с правоъгълно напречно сечение 50 х 25 мм, имате нужда от канал 100 х 10 или ъгъл 150 х 10.
Ние правим хидравличен тръбен огъвател
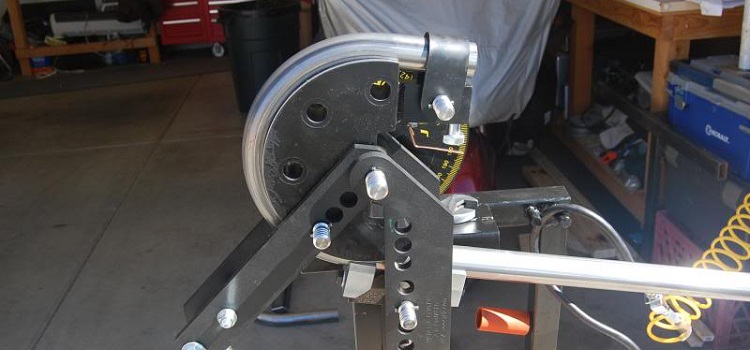
Помислете за хидравличен машинен инструмент, където огъването се дължи на това, че централната тръба се изтласква през центъра с удар, фиксиран върху издигащ се прът. В резултат на тесен контакт на детайла, опиращ се на две неподвижни ролки, с подвижен перфоратор, последният приема своята форма.

За маркиране на работната повърхност се полага вертикална ос и на разстоянието, посочено на чертежа от ръба и оста, се отбелязва местоположението на долните отвори. След това маркирайте местоположението на горните отвори, отдръпвайки желаното разстояние от ръба. Те свързват права линия към центъра на тези дупки и полагат равни сегменти върху нея.
Осите на междинните отвори ще бъдат в пресечната точка на маркировките, направени с наклонена ос. Дупки на работната повърхност са необходими за регулиране радиуса на огъване на профилния детайл. Тъй като работната повърхност се състои от две огледални части, втората е маркирана по същия начин.
Височината на машината се определя от параметрите на крика и разстоянието, посочено на чертежа, със символа "a". За да огънете профилна тръба с ширина 15 mm, тази празнина в неработещо състояние на крика трябва да бъде приблизително равна на 20 mm.
При този дизайн силата, предавана от удара, е концентрирана в горната му част. В резултат на този ефект външният радиус на тръбата претърпява напрежение, което може да причини изтъняване на стената, а в някои случаи и разкъсване. Следователно тази машина не се препоръчва да се използва за деформация на тънкостенни детайли.
Направете тръбопровод за направяне на тръби
На такова оборудване детайлът придобива определена форма чрез търкаляне. В домашна работилница е по-лесно да направите 3-ролкова конструкция с ръчно задвижване. Помислете за два варианта за такива машини.
Възможност за въртяща се платформа
Принципът на изграждане на такава машина за огъване на тръби с напречно сечение, различно от кръгло, е следният:
- Основното легло е свързано чрез артикулация с въртяща се платформа, която задава ъгъла на огъване.
- Платформата се задвижва от крик, опиращ се върху нея от работния прът.
- Разширяването на профила се извършва чрез завъртане на дръжката, разположена на междинния вал.
За производството на основата и стелажите на машината е необходим канал с височина на стената от 150 до 200 мм в размер около 3 м. Като лагери за лагерите е подходяща стоманена тръба с вътрешен диаметър, равен на външния диаметър на лагерите, която е разделена на 6 къси сегмента, основата на ролките.

От канала се правят основата и две платформи. След като се отклони от едната страна на около 0,5 m, вертикална стойка е заварена от същия канал. За да направите това, два сегмента са сдвоени, за да направите стойката здрава.
Строго спазвайки хоризонталното положение, те монтират неподвижна платформа, а задната стойка е заварена към нея. След това те вземат секция на профилната тръба и увеличават ограничителите с височина не по-малка от дебелината на профилната тръба, деформацията на която се предполага, че се извършва върху произвежданата машина.
Водещата платформа е свързана към основната рамка с помощта на панти на вратите. Лагерите са монтирани върху удължените стопове и ръбовете на двете платформи чрез заваряване и подсилване на конструкцията с ъгли. Валовете се вкарват в лагерите, а в средата е прикрепена дръжка.
Под ръба на платформата за водач е монтиран крик и фиксиран към основата с помощта на болтова връзка.
Сглобяването на огъване на тръба с въртяща се платформа се извършва в следната последователност:
Три ролкови ролкови машини
На тази машина тръбата се полага на ролки, разположени отстрани. Горната подвижна ролка е спусната върху продукта отгоре и по този начин я фиксирайте. След това завъртете дръжката и чрез веригата предайте движението на валовете. Тръбата се разтяга и променя своята геометрия.
Постепенно увеличавайки налягането чрез затягане на затягащия болт и издърпване на детайла, те постигат огъване на тръбата под необходимия ъгъл.

За да направите машина работеща по тази схема, е необходимо да подготвите рафт и оформени метални изделия за рамката, валове, 4 силни пружини, верига, лагери, крепежни елементи и други детайли. За монтиране на лагерите са необходими 3 вала с параметри, съответстващи на зъбните колела и лагерите.
Две валове са предназначени за странично поставяне, а третият (затягащ) - за окачване върху пружини. Тези елементи най-вероятно ще трябва да бъдат поръчани в работилницата, а останалото можете да направите със собствените си ръце.
Съставът на затягащия вал включва лагери, зъбни колела и пръстени. В пръстените се нарязва конец под затягащите болтове и се правят жлебове. В рафтовете на канала изпълнявайте седалки под стягащия вал. На последния етап структурата се сглобява, като се започне с монтажа на рамката.
След това захващащият вал на пружините, прикрепен към рафта с помощта на ключова връзка, е окачен.Отстрани са монтирани опорни валове и между тях се изтегля верига, като се използва магнитен ъгъл като държач.
Върху една от тях, фиксирайки дръжката с въртяща се тръба, след това извършват инсталирането на крика. Прикрепете го към платформата с болтове и заваряване.
При монтажа на окачващия вал се спазва определена последователност: първо го инсталирайте на рафта, гайки под пружините са заварени към него, платформата е обърната и свързана към пружините. Трябва да се отбележи, че с увеличаване на разстоянието между ролките, силите, упражнявани за огъване, намаляват.
За да сглобите подвижен тръбопровод, ще ви трябва:
На нашия сайт има още няколко статии, които подробно описват опциите за домашно направени устройства за огъване на профилни тръби, препоръчваме ви да прочетете:
- Как сами да изградите огъване на тръба за вашата профилна тръба: преглед на най-добрите домашни продукти
- Как да направите бендер за тръби със собствените си ръце: примери за най-добрите домашни продукти
Как да огънете профилна тръба по прост начин?
Най-примитивното устройство за промяна на формата на профилна тръба е използването на дървен шаблон. Може да се използва в случай на огъване на тънкостенни тръби, изработени от стомана или алуминий. За да направят такава импровизирана машина, те взимат дъски, закрепват ги по всякакъв начин и изрязват шаблона.

В точката на контакт с тръбата дебелината на шаблона трябва да бъде по-голяма от височината на напречното сечение на профилната тръба с няколко сантиметра. Ръбът на шаблона се извършва с наклон, в противен случай тръбата може да се подхлъзне.
Дизайнът е оборудван със стоп и прикрепен към някаква стабилна основа. Тръбата се поставя между равнината на шаблона и стопа и материалът започва да се огъва, започвайки от ръба на тръбата. Ако започнете процеса на огъване от центъра, тогава тръбата с тънки стени може да се изравнява.
Можете да поставите метална пръчка в тръбата с диаметър, равен на отвора на тръбата, или можете просто да вземете парче тръба и да го поставите върху коня на детайла. Във всеки случай ще бъде по-удобно.
За повече подробности как да огънете профилна тръба без специално оборудване, прочетете тези неща.
По същия принцип се правят по-мощни машини. В този случай силата се създава с помощта на лебедка, а тръбата се фиксира по-силно, така че да не се счупи.
Изводи и полезно видео по темата
Основните правила за производството на машина за обработка на оформени тръби:
Машина за огъване на тръби, близка до фабричния дизайн:
От всички опции за машини за формоване на руло трябва да бъде избран най-подходящият за целта му дизайн. Понякога най-простият механизъм е достатъчен, за да си осигурите необходимото количество огънат профил без особени финансови разходи.
Имате личен опит в изграждането на машина за огъване на тръби? Може би можете да предоставите полезна информация по темата на статията и да публикувате снимка на направеното устройство? Моля, оставете коментари, споделете опит, задавайте въпроси в блока по-долу.
 Как да огънете профилна тръба със собствените си ръце без специални инструменти
Как да огънете профилна тръба със собствените си ръце без специални инструменти  Направи сам монтаж на HDPE тръби: инструкции за заваряване + как да огънете или изправите такива тръби
Направи сам монтаж на HDPE тръби: инструкции за заваряване + как да огънете или изправите такива тръби  Направете занаяти от пропиленови тръби: направете сами домашни опции
Направете занаяти от пропиленови тръби: направете сами домашни опции  Как да направите стол от полипропиленови тръби със собствените си ръце: стъпка по стъпка инструкции за производство
Как да направите стол от полипропиленови тръби със собствените си ръце: стъпка по стъпка инструкции за производство  Направи си сам монтаж на медни тръби: технология за инсталиране на медни тръби
Направи си сам монтаж на медни тръби: технология за инсталиране на медни тръби  Направете технология за заваряване на полипропиленови тръби: направете преглед на методите и нюансите
Направете технология за заваряване на полипропиленови тръби: направете преглед на методите и нюансите  Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ
Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ  Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите
Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите  Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди
Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди  Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания
Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}