Как са огънати металните тръби: технологични тънкости на работното изпълнение

Тръбите, извити под ъгъл, намериха приложение в нефтената и химическата промишленост, машиностроенето и машиностроенето. Нито един архитектурен или строителен проект не е завършен без тях.
Всички видове фитинги могат да се използват за завои, но тогава могат да възникнат течове, а понякога това е просто неприемливо по естетически причини. Огъващите тръби осигуряват по-привлекателен външен вид и висока надеждност - процес, който не нарушава тяхната цялост.
Ще ви кажем как най-добре да огънете метална тръба, използвайки както студена, така и гореща технология. Статията, която представихме, описва спецификата на огъващите тръби, изработени от различни материали. Дадени са характеристиките на работата с профилни и обикновени кръгли тръби.
Съдържанието на статията:
Характеристики на процеса на огъване
Всеки метал има свои собствени характеристики, без тяхното внимание е невъзможно да се придаде сложна форма на валцувания метал. Огъващата тръба се влияе от радиални и тангенциални сили.
Първите деформират секцията, а вторите допринасят за появата на гънки. Основното изискване за крайния резултат е напречното сечение на тръбата да остане непроменено и не трябва да има гофриране по стените. Огъването ви позволява да сведете до минимум броя на заварките при полагане на тръбопроводи с всички видове завои.
Методи за огъване на тръби
Въз основа на необходимия ъгъл на огъване, материал и диаметър на тръбата, огъването може да се извърши ръчно или с помощта на специално оборудване. Разграничават се също горещо и студено огъване, с пълнене на кухината на тръбата и без да се пълни.

След прекратяването на натоварването възниква явление като пружиниране, което е пряко пропорционално на модула на еластичност на материала. Големината на възможната деформация също зависи от прилагания метод на огъване и геометрията на обекта.
Специфики за горещи технологии
Този метод се избира, когато е необходимо да се огъне тръба с диаметър 10 см или повече.Деформират тръбите по горещ начин, ръчно или с помощта на механизми. Има такова нещо като минимален радиус на огъване.
Дължината на зоната на тръбата, която трябва да се нагрява, се определя въз основа на диаметъра на тръбата и ъгъла на огъване. Освен това закръгляването не може да бъде по-малко от диаметъра на тръбите 3.
Намерете дължината на загрятата зона по формулата:
L = α x d / 15
Във формулата: L е желаната дължина в мм, α е ъгълът на огъване в градуси, d е диаметърът на тръбата отвън в мм, 15 е коефициентът. Да предположим, че тръба с диаметър 200 мм трябва да бъде огъната под ъгъл 60 °, тогава L = 60 x 200/15 = 800 mm, т.е. 4 диаметра.

За да огънете тръбата, тя трябва да се нагрее до 900⁰. Оптималната температура за започване на огъване е 760⁰, а в края - 720⁰C. При изгаряне якостните характеристики на материала се влошават.
Процесът на горещо огъване включва няколко операции:
- изработка на шаблон;
- пясъчна опаковка;
- парцелна маркировка;
- отопление;
- огъване.
За да не се деформира тръбната секция и върху вътрешната й част на мястото на огъване не се образуват сладкиши, вътрешното пространство се запълва с кварцов пясък.
Пясъкът е предварително изсушен и калциниран, за да се отстранят органичните примеси при температура от 150 до 500 °, след което те се прекарват през фино сито с размер на окото 3,3 х 3,3 мм. Преди да започнете да пълните тръбата, трябва да включите единия й край.
Като тапи се използват дървени или метални тапи, които имат отвор за изхода на газове. Не може да се използва фин и мокър пясък, както първият е спечен и се прилепва здраво към стените на тръбите, когато е изложен на топлина.
Втората, в резултат на образуването на пара, допринася за появата на високо вътрешно налягане, което може да накара коркът да излети.Наличието на камъчета в опаковката е неприемливо, те могат да се изтласкат през стената на тръбата.
Процесът на пълнене на тръбата е много отнемащ време, така че тя се транспортира до кулата и й придава леко наклонено или вертикално положение. Тъй като качеството на завоя е в пряка зависимост от уплътнителя на опаковката, тръбата непрекъснато се подслушва през целия процес. Заглушен звук показва добро запълване на детайла.
Преди да се пристъпи директно към основната операция, секции от бъдещи завои се изчертават върху напълнена с пясък тръба, като се прикрепя шаблон. Отопляеми тръби в пещи или пещи. Те се огъват както ръчно, така и механично.
В последния случай се използват специални плочи, оборудвани с тяги, с помощта на които се фиксира отопляемата тръбна секция и със скоби, които служат за задържане на края на тръбата върху плочата. В противоположния край на тръбата се полага кабел, напрежението на което с помощта на лебедка или шпилка кара тръбата да се огъва.
За да се предотврати деформацията на стените на тръбите, в пространството на багажника се поставят уплътнения - прави или извити. Свободният край с прикрепен към него кабел е закрепен със стойка. По време на процеса контролирайте геометрията на тръбата, като периодично прилагате шаблон към нея.
Чрез огъване на тръбата под желания ъгъл, щепселите се отстраняват от нея чрез изгаряне или просто нокаутиране. Изсипва се пясък, тръбата се почиства и измива. Извършете финален тест на огъване, като използвате шаблон.
Студено огъване
За да промените конфигурацията на тръбите с малък диаметър, се използват различни ръчни инструменти, за големи - механизирани огъвания на тръби. Вкъщи най-често се изисква огъване на вода и газ стоманени тръбиизползван в устройството на водоснабдителни и отоплителни системи.
Огъването на тръба под 90⁰ се нарича огъване, 180⁰ - калач, с перваза - патица, под формата на контур - скоба.

За ръчно огъване има и други устройства. У дома, за производството на серпентина за загряване на вода, тръба от неръждаема стомана с диаметър около 20 мм просто се навива върху парче тръба с голям диаметър. Преди това върху голяма тръба се закрепва скоба, полага се върху опори и се затяга.
Тръбата е плътно опакована с пясък и затворена с коркове, след това се вкарва в скобата и намотката започва. Тръбата, използвана като шаблон, трябва да бъде превъртена, така че ще са необходими усилия на поне двама души. След като завършите навиването, намотката се изравнява.

Огъването на тръби от неръждаема стомана или друг материал у дома може да се извърши с най-простия инструмент. Препоръчително е да кандидатствате за малки количества работа.
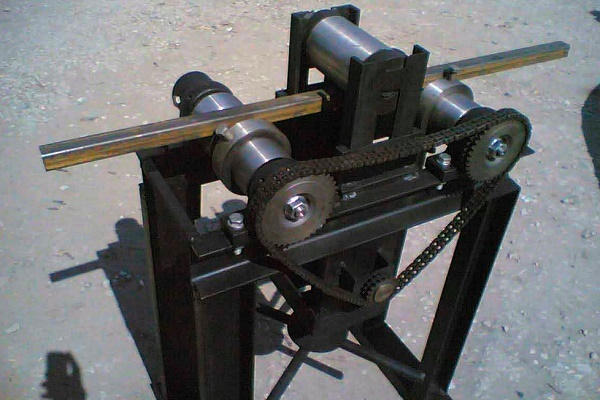
Проста механична машина за огъване на тръба може да бъде изградена със собствените си ръце, особено ако имате уменията на заварчик и сте запознати със заваръчната машина:
Да направим примитив устройство за огъване на тръби се нуждаят от плоча от бетон, щифтове, изработени от метал и чук. Плочата е разделена на клетки 40 x 40 или 50 x 50 mm. В ъглите на клетките дупките се пробиват с перфоратор и в тях се вкарват щифтове.
Тръбният продукт се вкарва между щифтовете и чрез прилагане на сила се огъва. Точността с този метод на огъване не е идеална, но за да използвате детайла у дома е напълно достатъчна. За огъване с по-висока точност можете да използвате устройство, направено на базата на крик.

За да не се деформира вътрешният лумен на тръбата, нанесете средства, които противодействат на този процес отвътре. Като вътрешни ограничители най-често се използва пясък. В същото време в единия край на тръбата се вкарва тапа и през втория се изсипва пясък, след което се запушва с корк. След това се извършва огъване.
Понякога ограничителят е пружина, специално направена за тази цел. За навиване използвайте тел с диаметър от 1 до 4 мм. Пружината трябва свободно да влезе в тръбата в мястото на огъване, оставяйки част от жицата навън.
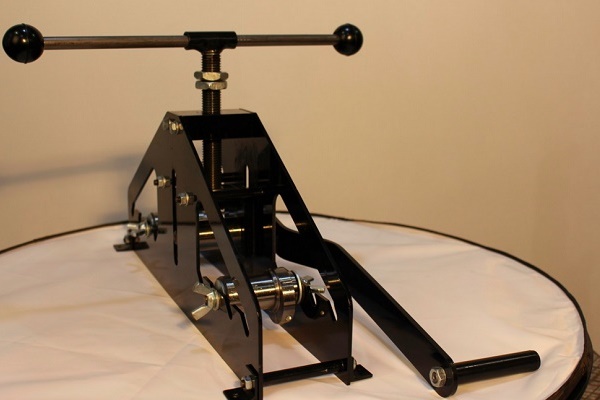
Хидравличната система на ръчни инструменти, преносими и неподвижни машини значително улеснява процеса на огъване и ускорява процеса на деформация на тръбата:
След огъване пружината се отстранява чрез издърпване на жицата. В случай на работа с тръба с квадратно напречно сечение, за производството на пружината се избира тел със същото напречно сечение.
За тази цел е подходящ и сноп жица, състоящ се от отделни сегменти, които бутат един по един навътре към мястото на бъдещия завой. След приключване на операцията сегментите също се отстраняват един по един. Можете ръчно да огънете неръждаема тръба с напречно сечение до 4 см и дебелина на стената 0,3 см.

За да работите с големи диаметри, се нуждаете от професионално оборудване. Има машини за огъване на тръби, оборудвани с дорник. Този конструктивен елемент е обикновен метален прът.

Преди да започнете процеса на огъване, той се поставя вътре, за да се предотврати деформация на стените на тръбата. Дорните, включени в комплекта, имат различна секция, така че можете да изберете правилния за определен диаметър на тръбните продукти.
Промяна на конфигурацията на тръбите от цветни метали
В цветните метали има много полезно свойство - висока пластичност. Те обаче имат недостатъчна сила. По време на огъването, в резултат на прилагането на сили на натиск и опън, може да възникне срутване или разрушаване на тръбата. За да предотвратите това да се случи, трябва стриктно да следвате технологията.
Как да огънете медни и месингови тръби?
За огъване на мед, както и месингови тръби се използват както горещи, така и студени методи. Когато избирате първата като вътрешен пълнител, изберете пясък, втората - разтопена колофон. Технологията на огъване е същата като при стоманените тръби.
Тръбните изделия, изработени от мед и месинг преди студено огъване, подлежат на отгряване с последващо охлаждане. Температурният диапазон и за двата материала е един и същ - от 600 до 700 ° C. Разликата е в охлаждащата среда - медта се поставя във вода, а месингът се охлажда на въздух.
След приключване на процеса колофонът се отстранява чрез топенето му. За да се предотврати разкъсване на тръбата, процесът в никакъв случай не започва от средата на тръбата, а само от краищата. Като устройства за огъване се използват както прости инструменти, така и сложни машини.
Ръчните огъващи тръби работят поради физическите усилия на човек, докато хидравличните огъвания намаляват тези усилия до минимум. И едните, и другите са оборудвани със сменяеми дюзи за възможност за избор на желания диаметър.

Много по-лесно е да се работи с медни и месингови тръби, отколкото със стоманени тръби, но металната деформация по време на огъване се извършва според същите закони на физиката. На огъната част външната повърхност изпитва напрежение, в резултат на което стените стават по-тънки.
Обратните процеси протичат вътре в тръбата - стената се свива и става по-дебела. Съществува риск да превърнете кръговото сечение в овал и да намалите условното преминаване, така че не можете да започнете да се огъвате, без да предприемете мерки за предотвратяване на тези явления.
Огъване на алуминиеви тръби
Основните методи за огъване на алуминиеви тръби са същите като месинг или мед:
- натискане между ролките;
- подвижен;
- подвижен;
- налягането.
Преди да решите как и как да огъвате алуминиевите тръби, трябва да се запознаете с всяка. Първият метод се използва за тръби с тънки стени с максимален диаметър 10 cm, когато трябва да получите леко огъване с малки изисквания за точност. Минималният радиус е строго регулиран тук. Стойността му е 5-6 диаметра на тръбата.
Кривината на участъка определя положението на отклоняващия се валяк. По този начин най-често се правят декоративни елементи от интериора. Във втория начин тръбният материал с голям диаметър е огънат, за който се използват 3-ролкови огъващи тръби. Тръбата се изтегля между задвижващите ролки, ориентацията на които определя радиуса на огъване.

Точността на този метод е дори по-ниска от предишната, но частта може да бъде подложена на многократно огъване и повтаряне на процеса, докато се получи желаната геометрия.
Огъването на алуминиеви тръби с тънки стени може да се извърши ръчно, като се подготви правилно:
Методът за връщане не предвижда наличието на вътрешен пълнител, така че не се използва за получаване на малки радиуси. При избора на този метод няма да работи за изпълнение на строгите изисквания по отношение на овалността на секцията при завоя.
За деформация на алуминиева тръба чрез налягане се използват преси с матрици, монтирани върху тях с матрица с желаната форма. Дадената геометрия се получава в резултат на влиянието на натиска, упражнен отвън.
В някои случаи налягането може да бъде вътрешно, когато тръбата е поставена във формата и течността се подава вътре с налягане, достатъчно, за да я притисне към стените.
Не е лесно да се огъват дуралуминови тръби, както този материал е доста твърд и пролетен. За да се улесни процесът, те се изпичат непосредствено преди огъване при температура от 350 до 400 ° C, след което изчакват, докато тръбите естествено се охладят на въздух.
Методи за огъване на тръби с голям диаметър
Сравнително наскоро се появиха методи за огъване на тръби, включващи промишлени и високочестотни токове, и огъване с напрежение. В първия случай се използва високоефективна високочестотна инсталация, при която тръба с диаметър 95 - 300 мм се нагрява, огъва и охлажда.
Състои се от две части - механична под формата на машина за огъване и електрическа, включително електрическа част и високочестотна инсталация.
Тръбата се деформира само в отопляемата зона, разположена в индукторната зона. Промяната на геометрията до предварително определен размер става под въздействието на отклоняваща се ролка. С помощта на този метод може да се получи завой с кривина с малък радиус.
Огъването с помощта на втория метод се извършва на машини за огъване, комплектът от които включва въртяща се маса. Големите сили на опън и огъване действат върху тръбата. Това ви дава стръмно извити завои с постоянна дебелина на стената около цялата обиколка.
Методът се използва за огъване на тръби с голям диаметър, използвани в авиацията, автомобилостроенето, корабостроенето, където се поставят високи изисквания към тръбопровода. Предимството е възможността за огъване на тръби със стена от 2 - 4 mm до 180⁰.
Характеристиките са гъвкав асортимент от профили
Продуктите от профилни тръби имат по-естетичен вид от техните колеги с кръгло напречно сечение, така че често се среща в домакинските конструкции. Когато се огъват, силите на сгъстяване действат върху него отвътре, а силите на опън отвън. Внимателно изберете метод на огъване, преди да продължите с тази операция.
Профилният асортимент включва тръби с напречно сечение под формата на квадрат, овал, правоъгълник.
Има няколко нюанса и не трябва да забравяте за тях, когато правите гъвкави оформени тръби у дома без специално оборудване:
- Оптималната дължина на огънатия участък за профилирани тръби с тънки стени и сечение до 2 см е височината на тръбата, умножена по 2,5.
- За тръбите с дебели стени дължината на зоната на огъване се определя чрез умножаване на напречното сечение на три. В противен случай не може да се избегне напукване на материала отвън или неговата деформация отвътре.
- Минималната стойност на радиуса на кривината е напречното сечение на огъване, умножено по 2,5.
Без да се съобразявате с тези изисквания, дори не можете да се надявате на добър резултат. Методите за огъване не се различават от използваните при работа с продукти с кръгло напречно сечение. Освен това можете да използвате метода на ръчно огъване с изпълнението на напречни разрези, които се извършват от три страни на тръбата.
Дължината на разфасовките и техният брой се определя чрез изчисление. Да предположим, че има тръба 40 х 90 мм. Необходимо е да се извърши пълен завой, т.е. огънете по протежение на стената 40 мм под ъгъл 180 ° с радиус 150 мм. Първо, изчислете дължината на полукръга по външния радиус:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
За вътрешния радиус изчисленията са същите:
LVN. = (2 х 3.14 х 150): 2 = 471 мм.
Сумата от дължините на срезовете по вътрешния радиус се определя по формулата: Lout = L - Lin = 596.6 - 471 = 126 mm.
Желаещи да го направите сами ръчен бендър или машина за огъване на профилни тръби със собствените си ръце в предложените от нас статии ще намерим много полезна информация, диаграми и полезни препоръки.
Ако смятате, че шлифовъчна машина може да отреже 5 мм ширина, тогава върху равнината на огъване с дължина 126 мм получавате 25 прореза, след което тръбата се огъва, докато краищата на разрезите не влязат в контакт. Прорезите се варят и шевовете се почистват.

Има и друг начин профилните и кръгли тръби да бъдат огънати, но той може да се използва само през зимата. За това в краищата на тръбата се поставят тапи, водата се излива вътре и изчакайте, докато се втвърди. Тръбата се огъва, контролира процеса с шаблон, след това щепселите се отстраняват и течността се отстранява.
Изводи и полезно видео по темата
Клип №1. Научете как да огънете тръба с помощта на импровизирани инструменти от това видео:
Клип №2. Как да огънете тръба от всяка секция в кръг:
Клип №3. Домашно приготвено тръбно огъване е необходимо нещо в домакинството:
При извършване на ремонти или изграждане на къща често възниква необходимостта от огъване на тръбата - кръгла или профилна. Ако обемът е малък, можете да го направите сами. Масовото огъване на тръбните продукти е възможно само със специално оборудване.
Разкажете ни как сте огънали метална тръба за оранжерия или за други цели. Споделете технологични нюанси, известни само на вас с посетителите на сайта. Моля, пишете коментари в блока по-долу, публикувайте снимка по темата на статията, задавайте въпроси.
 Рязане на тръби под ъгъл: предимства и недостатъци на различни методи + пример за работа
Рязане на тръби под ъгъл: предимства и недостатъци на различни методи + пример за работа  Изпитване под налягане на металопластикови тръби: редът и нюансите на работата
Изпитване под налягане на металопластикови тръби: редът и нюансите на работата  Пресови фитинги за пластмасови тръби: видове, маркировка, предназначение + пример за монтаж
Пресови фитинги за пластмасови тръби: видове, маркировка, предназначение + пример за монтаж  Как се полага безконечна тръба: функции на метода + пример за работа
Как се полага безконечна тръба: функции на метода + пример за работа  Запояване на полипропиленови тръби: правила за работа и анализ на възможни грешки
Запояване на полипропиленови тръби: правила за работа и анализ на възможни грешки  Подмяна на тръби за баня: Ръководство стъпка по стъпка за работа
Подмяна на тръби за баня: Ръководство стъпка по стъпка за работа  Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ
Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ  Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите
Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите  Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди
Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди  Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания
Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Страхотна статия 🙂