Instal·lació de bricolatge de canonades HDPE: instruccions de soldadura + com doblar o redreçar aquestes canonades

Una posició de lideratge ocupa el polietilè de baixa pressió en el rànquing de popularitat entre els materials emprats per al muntatge de canonades. El secret d’aquesta demanda s’explica fàcilment per la versatilitat de l’aplicació i la simplicitat de la instal·lació de canonades de polietilè.
Però, com en qualsevol altre polímer, la instal·lació d’alta qualitat de canonades d’HDPE amb les seves pròpies mans només es pot fer amb subjecció a la tecnologia estricta. Us direm quins matisos cal tenir en compte a l’hora d’elaborar elements. Us explicarem com doblegar-los i endreçar-los adequadament.
El contingut de l'article:
Mètodes efectius per unir canonades de HDPE
Les connexions tecnològiques de HDPE poden ser dos mètodes principals: una sola peça i desmuntable.
El primer consisteix a implicar-se soldadora, el segon s’implementa sense utilitzar-lo.

Les juntes soldades d’una sola peça permeten un màxim segellat, que és especialment important a l’hora d’organitzar-les autopistes a pressió. Les juntes desmuntables són fàcils d’instal·lar i permeten desmuntar la canonada en qualsevol moment per canviar la configuració de la línia o complementar-la amb nous revolts.
Mètodes de connexió d’una sola peça
Per unir canonades de HDPE, s’utilitzen dos mètodes de connexió d’una sola peça: mitjançant soldadura per culata i mitjançant la instal·lació d’un acoblament de soldadura elèctrica.
En qualsevol cas, en implementar aquests mètodes, els compostos tenen els requisits següents:
- L’angle de desplaçament màxim dels segments soldats no ha de ser superior al 10% respecte al gruix de paret de les canonades unides.
- S'ha de fer una costura conjunta per sobre del nivell extern de la superfície dels segments adjacents.
- L'alçada del corró d'una costura ben feta ha de variar entre els 2,5 i els 5 mm.
El valor òptim de l’alçada del corró depèn del gruix de paret del producte fos. En canonades de paret prima (fins a 5 mm) no hauria de ser superior a 2,5 mm. Si el gruix de la paret de les canonades varia entre 6-20 mm, l'alçada del corró no hauria de ser superior a 5 mm.
Soldadura de culata
La creació d’un compost inseparable es realitza suavitzant el material a l’estat d’una substància viscosa de manera que es produeixi una unió difusa de les seves parts. S'utilitza per a canonades amb un gruix de paret de més de 5 mm.

El mètode de connexió mitjançant soldadura s'utilitza en seccions directes del subministrament d'aigua, que se suposa que funciona amb pressió. Només permet tenir una connexió estreta amb diàmetres superiors a 200 mm, ja que no crea una pèrdua de rigidesa del tub, provocant deformacions.
La soldadura duradora de canonades de HDPE amb les seves pròpies mans es realitza mitjançant una eina especial. L’essència del mètode és escalfar els extrems dels elements atracats fins a un estat viscós mitjançant una boquilla calefactora. Els extrems suavitzats es connecten simplement entre ells a pressió, i després es deixa refredar la secció de connexió.

En realitzar soldadures, és important suportar les condicions de temperatura dels elements de calefacció.
Els paràmetres del temps d’exposició i la temperatura dels elements de calefacció es determinen tenint en compte tres factors:
- El gruix de les parets de la canonada.
- Diàmetre de les corbes.
- Paràmetres tècnics del dispositiu de soldadura.
Les canonades de soldar són l’opció més fiable i duradora. Amb ell, podeu crear un suport integral que suporti la pressió tant sense pressió com a pressió sistemes d'abastament d'aigua.

La soldadura es realitza en la següent seqüència:
- La comunicació es redueix a una mida predeterminada. Retalla el paral·lelisme del pla dels extrems. Es neteja els extrems amb un tros de pa de sorra.
- Els extrems estan enrasats amb una amplada de 2-3 mm. El lloc de soldadura es neteja i es tracta amb un compost desgreixant.
- La soldadura es fixa en una marca de calefacció de 260 º. Mentre s’està escalfant, les broques de soldadura s’agiten i esperen que el seu grau de calefacció arribi a una temperatura predeterminada.
- Amb el mecanisme de centratge, l'aparell i l'extrem de la canonada s'aprofundeixen a la cavitat de la boquilla. Si no es proporciona el mecanisme de centratge a la planxa de soldadura, l'alineació haurà de ser comprovada "a ull", fent que la junta sigui el més precisa possible.
- Els elements centrats es retiren al nivell indicat, connectant-se a pressió i suporten el temps especificat a les instruccions de reflux.
- Un cop finalitzada l’obra, el dispositiu s’empenya cap al costat i es desconnecta de la xarxa. L’àrea de soldadura sense compensació i rotació es fixa en una posició predeterminada fins que es refredi completament la superfície.
Quan es solda, és important no sobreexposar-la. Això pot provocar la formació d'una afluència de polietilè sobre el diàmetre intern del producte.

Per aconseguir un ajustament segur, la profunditat de la instal·lació hauria de ser d’uns 2 mm.Malgrat la profunditat especificada, la soldadura resultant tindrà un aspecte encara presentable amb la mateixa alçada de sagnat.
La següent selecció de fotos us familiaritzarà amb els passos de soldadura de culata de canonades HDPE:
Soldadura per electrofusió
Quan s’implementa aquest mètode de connexió inextricable, s’utilitza soldadura d’electrofusió o un equip de soldadura elèctrica.

Aquest mètode és eficaç quan heu de treballar en espais reduïts. Per exemple, quan realitzeu treballs de reparació en pous o quan necessiteu fer insercions a les canonades prèviament connectades.
No hi ha normes unificades de soldadura per endolls en documents normatius nacionals. Aquesta tecnologia s’utilitza més sovint als països europeus i està regulada per les normes DVS-220715.
La tecnologia de connexió de canonades HDPE amb l'ús d'acoblaments inclou diversos passos bàsics:
- Preparació del lloc de comunicació. La superfície exterior de la sortida es neteja de greix i pols. Per a aquest propòsit s'utilitzen solucions de sabó i alcohol, que es presenten en un ampli assortiment en magatzems de construcció.
- Processament de juntes. La densitat de fixació depèn directament de la durada forma del tall. Per obtenir una superfície perfectament llisa, la cara final de la canonada es frega amb un tros de paper de sorra de gra fi.
- Xamfrà. L’articulació de l’aixeta es talla a 45 °. El bisell permetrà assegurar l’ajustament més ajustat dels elements i la seva fixació.
- Grup d'acoblament. L'embragatge està connectat a una font d'alimentació. Després d'escalfar-lo a una temperatura predeterminada, es col·loca un costat (mandrí) de la funda a la canonada i el segon extrem (manga) es connecta a la segona presa de canonada.
Una de les condicions bàsiques per realitzar soldadures amb electrofusió és garantir que els components queden estacionaris en el moment de la calefacció i la solidificació.En aprofundir la branca es doblega a la cavitat d’un acoblament escalfat, és important realitzar el treball ràpidament, però amb la màxima cura possible per no sobreescalfar el polietilè.

Quan s'aprofundeixi en els segments de la cavitat d'acoblament, prepareu-se perquè el plàstic líquid vagi sortint gradualment per sota d'ell. Un cop finalitzat el treball, només queda retirar l'acoblament i posar la canonada connectada sobre una superfície sòlida per fixar-la en la posició desitjada.
Després que la fosa es solidifiqui a la unió, serà visible una pinça de sertell que s’ajusta fortament a la canonada.
Però escollint aquest mètode, convé tenir en compte que les canonades de plàstic no difereixen en alta rigidesa. I per tant, amb una forta pressió interna, la costura creada simplement pot divergir. Una connexió d'acoblament no és la millor solució per organitzar comunicacions de calefacció i crear branques per al lavabo.
Avaluació dels punts forts i febles de diversos mètodes per soldar canonades HDPE L’article està dedicat als continguts dels quals t’aconsellem llegir.
Mètodes de connexió desmuntables
Si tenim en compte opcions per a connexions desmuntables, s’implementen mitjançant brides i accessoris de compressió. Amb un rigorós compliment de la instal·lació, resulten ser tan fiables com els que es creen mitjançant una màquina de soldadura.
Qualsevol tipus de connexió inextricable inclou una part elàstica. Quan es retalla amb una eina de compressió, omple tots els buits de la zona articular, eliminant així les fuites.
Utilitzant accessoris de HDPE
Per implementar aquest mètode s’utilitzen accessoris de compressió, que són eixos, complementats per fils externs a banda i banda.
Poden unir les canonades, proporcionant una connexió estreta amb altes prestacions de segellat. En aquest cas, en cap moment no serà difícil eliminar una connexió desplegable per canviar la configuració de la carretera ni fer reparacions urgents.

La seqüència de passos per obtenir una connexió d’adaptació:
- Als extrems preparats de les dues canonades poseu-hi un anell separador fet de poliuretà o cautxú. El diàmetre exterior de l’anell ha de ser igual a la mida interna de les canonades unides.
- Els extrems estan equipats amb una femella de tensió i dues rentadores de compressió. La primera rentadora està dissenyada per extreure l'anell separador, la segona està dissenyada per estrènyer la femella respecte a l'extrem de la canonada.
- La unió està unida segons el principi de "canonada per a tot el tub". Per augmentar la fiabilitat, es prem contra l’aturada dels dos costats amb una femella de tensió.
Per muntar les peces muntades, s’utilitza una clau especial. Les femelles de subjecció es desenrosquen als accessoris de connexió.

El principal avantatge d’aquest mètode de connexió és que és convenient dur a terme fins i tot amb una disminució important de la temperatura ambient. Mentre que el límit de les juntes soldades no és inferior a + 5 ° С.
Una àmplia gamma d'elements de connexió amb diàmetres diferents permet recollir qualsevol cablejat, de manera que es fan necessàries les branques del conducte.
Instal·lant brida
El tipus de connexió de brida es tria si és necessari connectar el PND de la canonada a canonades d'acer. Amb l’ajuda de brides és convenient connectar vàlvules, reguladors i vàlvules d’entrada a les carreteres.

Per a la instal·lació en canonades de polietilè, s'utilitzen brides que compleixen GOST 12882.80. Tenen un diàmetre interior expandit.
La instal·lació de la brida es realitza en la següent seqüència:
- En un dels extrems del fil de comunicació es realitza.
- L’element es cargola al fil.
- Es posa una presa de la canonada connectada a l’element.
- L’articulació s’escalfa amb un acoblament o assecador.
Abans de posar-hi la brida, cal inspeccionar-la si hi ha sobresortiments i garbes afilades que poden danyar l’extrem de la canonada de polietilè.
Com doblar o endreçar un producte?
Els tubs de polietilè estan disponibles per a la venda en seccions rectes de 12 metres o en forma de productes sòlids enrotllats en grans calades. Són retorçats, els productes prenen forma d’anells i es deformen. Abans de redreçar o doblar la canonada HDPE deformada, s’ha d’escalfar.

El polietilè de baixa pressió és famós per la seva bona elasticitat. Però perd aquesta propietat a una temperatura de calefacció superior a + 80 ºC. Aquest moment s'utilitza si és necessari per canviar la configuració del producte.
Però val la pena recordar que per expansió o flexió, la temperatura només es pot augmentar durant un curt període de temps. Al cap i a la fi, una canonada de polietilè pertany a la categoria de materials de construcció que, si es trenca la temperatura, es pot danyar.
Visió general dels mètodes d’extensió de canonades
Allisar la canonada, eliminant els plecs que es van produir durant el seu emmagatzematge i el seu transport, la forma més fàcil és després d’un escalfament lleuger del producte. Si la substitució o reparació de la canonada es duu a terme a l'estiu, quan els raigs del sol estiguin el més calents possibles, podeu utilitzar-los per aconseguir la tasca.

Els rajos UV no empitjoraran els paràmetres operatius del polietilè, però alhora poden suavitzar les parets del producte durant un temps. Només heu de fixar la canonada suavitzada al llarg d’un suport o paret rígids, o col·locar-la en una rasa prèviament excavada. Abans de redreçar una canonada HDPE corbada a terra, heu d'alliberar la zona.
Si heu de fer la feina a l’hivern, feu servir aigua calenta per escalfar el producte. Però aquest mètode és eficaç per a les canonades la mida no supera els 50 mm. Com a ajuda per redreçar, podeu fer servir baranes metàl·liques i maó. En qualsevol cas: com més curta sigui la durada del producte, més fàcil funcionarà amb ell.
Mètodes efectius per doblegar la peça
Si es presenta la situació contrària quan cal doblar la canonada HDPE, s’utilitza tot el mateix tractament tèrmic.
Per escalfar-se, s’utilitzen aquests mètodes:
- bufar bufador d'aire de construcció calenta;
- escalfeu les parets del producte amb un cremador de gas;
- envolta la superfície amb aigua bullent.
Per simplificar el procediment de flexió, és millor construir un marc de model. El bastidor, la mida del qual correspon al diàmetre de la canonada doblada, es pot fer a partir de làmines ordinàries de fibra. Per fer que la superfície del marc quedi llisa, poliua-la amb un paper de paperera.
Per doblar la canonada PND amb un assecador, el treball es realitza en la següent seqüència:
- El lloc tractat s'escalfa amb assecador de construcció.
- La cartellera suavitzada queda enterrada al marc de model.
- Doblegueu suaument la canonada sense aplicar força excessiva perquè el producte no es trenqui al revolt.
Després d'haver creat l'angle de flexió necessari, cal deixar el producte completament refredat i només després retirar-lo del bastidor.

Un punt important: mentre escalfeu la canonada, heu de complir la "mitjana daurada". Si no s’escalfa la superfície suficient al moment de la flexió, la canonada es pot trencar. Si, en el moment de la calefacció, l’element de calefacció s’acosta massa al producte, el polímer es pot encendre.
Conclusions i vídeo útil sobre el tema
Compliu els matisos de soldadura i processament de canonades de HDPE en els vídeos següents.
Vídeo # 1. Com es realitza la soldadura per culata:
Vídeo # 2. Un exemple de creació de soldadura per electrofusió:
Vídeo # 3. Opció de redreçament de canonada:
A l’hora d’escollir un mètode per connectar i alinear canonades de polietilè, cal tenir en compte el nivell de pressió del medi de treball. Això minimitzarà l’impacte negatiu de les manipulacions amb la canonada sobre les seves característiques tècniques.
Coneixeu els matisos tecnològics d’unió de canonades de polietilè que no es descriuen a l’article? Si teniu experiència personal en la construcció de canonades HDPE, que voleu compartir amb els visitants del lloc i amb nosaltres? Escriviu comentaris al bloc següent, publiqueu una foto, feu preguntes sobre el tema de l’article.
 Instal·lació DIY de canonades de polipropilè: tecnologia per treballar amb canonades PP
Instal·lació DIY de canonades de polipropilè: tecnologia per treballar amb canonades PP  Com fer una cadira a partir de canonades de polipropilè amb les teves pròpies mans: instruccions pas a pas per a la fabricació
Com fer una cadira a partir de canonades de polipropilè amb les teves pròpies mans: instruccions pas a pas per a la fabricació  Com doblar una canonada de perfil amb les teves pròpies mans sense eines especials
Com doblar una canonada de perfil amb les teves pròpies mans sense eines especials  Instal·lació de canonades de coure DIY: tecnologia d’instal·lació de canonades de coure
Instal·lació de canonades de coure DIY: tecnologia d’instal·lació de canonades de coure  Instal·lació pròpia de canonades de plàstic: tecnologia de connexió i exemples de cablejat
Instal·lació pròpia de canonades de plàstic: tecnologia de connexió i exemples de cablejat  Artesania de bricolatge a partir de canonades de propilè: opcions casolanes
Artesania de bricolatge a partir de canonades de propilè: opcions casolanes  Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas
Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas  Les millors rentadores amb assecador: valoració del model i consells per al client
Les millors rentadores amb assecador: valoració del model i consells per al client  Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats
Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats  Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits
Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits 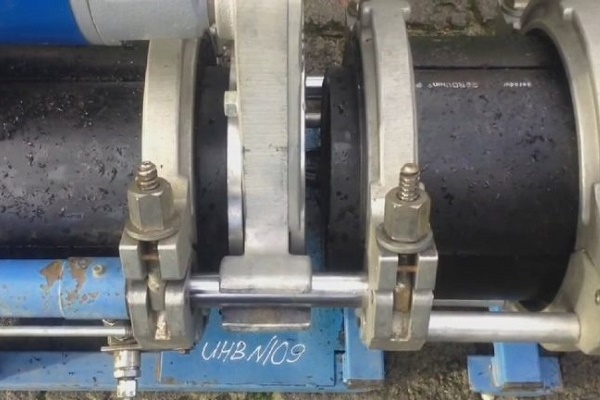{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}