Soldadura per coure de soldadura: tipus de soldadura i les seves característiques + consells de selecció

Les canonades de coure són peces per a sistemes de comunicació globals o locals que transporten gas, aigua, productes petroliers, refrigerants i altres recursos importants. Per combinar fragments individuals en una sola xarxa, s’utilitza soldadura per soldar coure. El seleccionen en funció de les condicions en què es produeix el funcionament del sistema.
Una junta dissenyada adequadament garanteix la estanquitat de tot el complex i evita les fuites de la composició de pinsos al medi. I la seva connexió incorrecta en el futur pot donar lloc a molts problemes.
Intentem comprendre els tipus de soldadura i quina és millor donar preferència en una situació determinada.
El contingut de l'article:
Què és soldadura?
La soldadura és un metall pur o aliatge termoplàstic de diversos components. Dissenyat per connectar peces de coure a una sola xarxa integrada.

La tecnologia d’unió de dos fragments, realitzada segons aquest principi, s’anomena soldadura.
Entre els principals avantatges de la tècnica, cal destacar:
- connexió sense deformació;
- preservació de la forma original de la peça;
- l’absència de tensions internes;
- excel·lent resistència i alt nivell de tensió de la costura creada;
- resistència de l’àrea unida a diferents condicions de temperatura, incloent un escalfament intens;
- separació senzilla de les zones de sutura en cas de necessitat de canviar el format del sistema.
Soldadora amb equipament especial: soldadura, cremador de gas o bufa. Immediatament abans del treball, la zona es neteja completament dels defectes de superfície i els olis tècnics, i només aleshores comencen els treballs.
El procés de connexió de fragments de canonada és ràpid i fàcil, però requereix el compliment de les normes de seguretat elementals. Per evitar problemes i lesions, heu de posar-vos guants de treball ajustats a les mans, cobrir-vos la cara i els ulls amb ulleres especials o una màscara i protegir la roba amb un davantal gruixut. D’aquesta manera, s’estalviarà l’amo dels possibles accidents.

Classificació de soldadures per a canonades de coure
Les soldadures per a soldadura d'alta qualitat i fiables de canonades de coure estan fetes amb diversos components. Els uns dels altres, els productes difereixen en forma i composició química.
El tipus i els paràmetres dels elements de connexió es determinen per l’àrea de funcionament posterior del sistema de canonades de peces de coure.
Diferències en el punt de fusió
Segons el nivell de tractament tèrmic, les soldadures es divideixen en tres tipus:
- temperatura baixa;
- temperatura mitjana;
- temperatura alta.
Temperatura baixa les opcions es fonen entre els 150 i els 450 ºC. No canvieu els paràmetres físics originals de les peces. A la zona conjunta es crea una costura neta però no gaire resistent. Dissenyat per a ús en xarxes de calefacció i subministrament d'aigua que no estan exposades a càrregues severes.
Proporciona estanquitat i integritat de canonades amb un diàmetre de fins a 10 cm instal·lades en sistemes de comunicació que transporten un refrigerant amb una temperatura de fins a 130 ºC.
Temperatura mitjana i temperatura alta els materials es suavitzen a velocitats que oscil·len entre 450 i 1100/1850 ° C. Garanteixen la connexió més duradora i forta, no sensible a influències externes.

La zona connectada per soldadura de temperatura mitjana o alta temperatura mostra resistència als danys mecànics i transfereix tranquil·lament les càrregues tèrmiques actives.
Separació per composició química
La composició química de les soldadures modernes i pràctiques es distribueix en refractaris suaus de baixa fusió i dur.
La primera categoria inclou els articles següents:
- dirigir - només contingui plom en forma pura i es fongui a una temperatura de 180 a 230 ° C;
- peltre - consisteixen en estany i es fonen a 220 ºC, creen una costura forta i plàstica;
- estany de plom - pot contenir del 15 al 90% d’estany. El punt de fusió d'aquests elements és de 183-280 ° C;
- estany-coure - Un 97% compost per estany d'alta qualitat i un 3% de coure. Pertany al més popular i venut a un preu raonable. Forma una forta articulació amb bona resistència a la corrosió;
- coure amb plata - 95% compost de coure i 5% plata. Es caracteritzen per tenir altes resistències i proporcionar una adhesió fiable entre els fragments.
Els components fusibles tous s’utilitzen per combinar canonades en un sol complex amb un diàmetre de 6 a 108 mm. A la zona del cul, formen una costura neta amb una amplada de 7 a 50 mm.

El plom es considera un element perjudicial per a la salut humana. L'ús de soldadures que contenen plom està estrictament prohibit en xarxes de subministrament d'aigua a edificis d'apartaments o cases particulars, empreses o institucions públiques. Per a altres tipus de comunicacions, aquesta prohibició no s'aplica.
Per al processament a alta temperatura, són adequats materials refractaris sòlids:
- coure combinat amb plata i zinc - conté coure 30%, plata - 44% i zinc - 26%. La regió d’adhesió es caracteritza per una bona resistència, conserva la ductilitat, resisteix eficaçment a la corrosió i presenta una conductivitat tèrmica més gran;
- coure de fòsfor - un aliatge de 94% coure i 6% de fòsfor. En el procés de soldadura no cal utilitzar flux. Fa una connexió forta i fiable, però perd parcialment elasticitat a temperatures ambientals baixes;
- plata - durant la soldadura cal utilitzar obligatòriament el flux. Crea una costura forta i fiable amb bona ductilitat i alta resistència a la corrosió. És molt més car que els anàlegs dels metalls simples i no té una distribució àmplia. S'utilitza allà on hi hagi viabilitat econòmica i es posi una major demanda en la qualitat de la connexió de canonades.
Mitjançant soldadures refractàries, es munten complexos de canonades amb un diàmetre de 12 a 159 mm, incloent-hi xarxes de comunicació de gas, vies de calefacció i canonades amb un diàmetre de 28 mm.

Es permet l’ús de coure-fòsfor clàssic o qualsevol altre element a l’hora de crear juntes de volta. Aquesta opció d’embragatge proporciona la màxima resistència estructural i augmenta el període d’operació de la canonada.
Les soldades suaus per a la seva comoditat normalment es fan en forma de bobines. Els elements sòlids es subministren en forma de cables de diferents longituds.

Flux: característiques i propòsit
Flux - Aquest és un material tècnic específic per soldar canonades de coure. Protegeix la superfície de les parts d’oxidació i escòria. Evita el contacte de la costura soldada amb oxigen. Millora la qualitat general de l’articulació i li proporciona una bona força i una ductilitat òptima.

Els fluxos per soldar canonades de coure estan disponibles en diferents consistències.
Entre els més buscats i populars:
- enganxar;
- pols;
- líquid.
Substància en la forma pastes de soldadura Les canonades de coure són més cares que altres materials, però compleixen el seu preu elevat. És adequat per utilitzar-lo immediatament després de la compra i no requereix que el màster aporti alguna cosa a la composició per millorar les qualitats de treball.
La pasta es compra per a una soldadura responsable, que requereix el segellat més precís i de gran qualitat de les zones del cul. La substància es col·loca fàcilment sobre una superfície de coure, s’adhereix perfectament a la mateixa i es distribueix bé a la zona de tractament durant la calefacció.

La costura acabada té una aparença òptima i assegura l’adhesió de tots els fragments del sistema. Els residus s’eliminen fàcilment al final del treball.
Productes en pols es venen a un preu inferior i s’emmagatzemen bé en contenidors especials. La màxima eficiència es demostra conjuntament amb soldadures refractàries reforçades. Es consideren menys convenients a causa de la dificultat d’aplicació uniforme a la zona de tractament.
Substàncies líquidesvenut en ampolles tancades.Normalment en contacte amb soldadures suaus i es troben fàcilment sobre una superfície de coure, proporcionant costures d’adherència d’alta resistència. Per garantir una bona connexió, el flux líquid i la soldadura s’utilitzen sempre simultàniament, i no per separat.
Independentment de la consistència, el flux s’ha d’aplicar immediatament després d’eliminar el fragment de coure. Si es ignora aquest moment, la superfície metàl·lica es torna a tapar amb òxids i no es pot tractar de forma uniforme.
Després del tractament amb flux, solda les peces immediatament. Això eliminarà la possibilitat que partícules estrangeres entrin a la superfície de treball.

En el procés de connexió de peces, cal tenir molta cura i tenir cura. El contacte del flux sobre la pell provoca no només una cremada tèrmica, sinó també una química.
Si això encara passés, hauria d’aturar immediatament la soldadura i esbandir la substància de la pell amb molta aigua sabonosa.
Requisits de qualitat de flux
Hi ha alguns requisits per a fluxos d'ús individual i industrial.
La substància ha de complir els criteris següents:
- densitat d’estructura i viscositat inferior a la de soldadura (per substituir correctament);
- la capacitat de distribuir uniformement entre la superfície de treball;
- dissolució de la pel·lícula d'òxid;
- prevenció de la reoxidació d’elements de coure;
- resistència a altes temperatures agressives;
- la capacitat de soldar seccions tant horitzontals com verticals del sistema de comunicació;
- creant una costura neta i estètica.
Quan s’utilitzen fluxos de bona qualitat, la pols i la brutícia formades com a resultat de la soldadura s’eliminen de forma ràpida i senzilla, sense deixar rastres a l’element de la canonada que perjudiqui l’aspecte. El compost és fiable i manté la integritat estructural durant molts anys.

Varietats populars de material
Al mercat, es presenten els fluxos per a canonades de coure de soldadura en l’ampli assortiment.
Són més populars les substàncies següents:
- amb alta capacitat anticorrosiva;
- amb materials nobles en la composició;
- a base de colofí.
El flux resistent a la corrosió està format per diversos elements complexos, dissolvents i fòsfor. En el procés d’escalfament, es dissolen en un líquid, entren en una reacció i formen components orgànics.
Protegiu la zona de sutura de l’oxidació i la corrosió prematura. Contribuir a la sortida de l’excés d’humitat de la zona de soldadura.

En el segon tipus de fluxos, l’àcid salicílic actua com a principal ingredient actiu. En el procés d’ús, es dissol en una composició d’etanol, substàncies que contenen or i vaselina industrial.
Crea una costura de connexió perfectament suau, ordenada i estètica que no requereix un processament complex addicional. No espatlla el material de la canonada contigua a la zona de processament
El flux actiu clàssic conté colofa i una mica de sal de sodi. La substància té unes característiques de protecció pronunciades i protegeix eficaçment la canonada de la corrosió. La colofina cobreix la costura amb un film protector prim i fort, i la sal de sodi inhibeix els processos oxidatius.

Aquest flux es ven a un preu raonable i proporciona una connexió forta i fiable. Tot i això, la costura acabada resta molt visible i de seguida crida l’atenció a les parts exteriors de la canonada de coure.
Independentment del tipus i de la composició bàsica, el flux s’ha d’aplicar de la manera més uniforme possible, evitant fins i tot un buit mil·límetre. Si aquesta part no està present en cap part del metall, la canonada començarà a oxidar-se amb el pas del temps i haurà de ser substituïda.

Com triar la soldadura adequada?
Una soldadura correctament seleccionada ajudarà a organitzar un sistema de comunicació de qualsevol complexitat sense gaire esforç. A l’hora de treballar a casa, val la pena utilitzar material que es fon a temperatures baixes.
L’ús d’elements de fusió dura a alta temperatura a la vida quotidiana és problemàtic, ja que requereix escalfar l’aliatge de treball fins a 600-900 graus. Per aconseguir-ho sense equipament especial és força difícil.

L’ús de metalls i els seus derivats, que es fonen a temperatures elevades, està associat a algun risc. Durant el processament, poden danyar o fins i tot cremar una canonada de coure de paret prima.
Per evitar que això passi, té sentit agafar una soldadura suau duradora, però de baixa fusió, i deixar la versió sòlida per a comunicacions de coure amb parets gruixudes.

Per connectar canonades de coure a les xarxes de gas, val la pena triar soldadures que contenen plata. Proporcionen la màxima resistència articular, neutres a les vibracions i alta resistència a influències externes i internes.
Pagar la plata tindrà una mica més car, però la seguretat, la fiabilitat i la durabilitat del sistema amb el temps pagaran tots els costos financers.
Conclusions i vídeo útil sobre el tema
Al vídeo, parlarem de com soldar canonades de coure:
Sobre el flux de triar per soldar canonades de coure a casa, es tractarà en el següent vídeo:
La tècnica de soldar canonades de coure mitjançant soldadura suau:
L’ús adequat de la soldadura permet connectar fàcilment i ràpidament les canonades de coure a un sol sistema. La costura acabada és neta i garanteix l'estanquitat de la xarxa de qualsevol configuració.
Ja no us heu de preocupar de la possibilitat d’una fuga o alliberament d’un recurs valuós. L'autopista, amb l'ajuda de soldadura d'alta qualitat combinada en un complex integrat, funciona de manera fiable i serveix durant molt de temps, sense requerir una atenció constant ni una cura acurada dels propietaris.
 Tubs de coure de soldar amb cremador de gas: puntes i passos útils per a l'autosoldat
Tubs de coure de soldar amb cremador de gas: puntes i passos útils per a l'autosoldat  Soldadora per a canonades de polipropilè: classificació, qualificació dels millors + consells de selecció
Soldadora per a canonades de polipropilè: classificació, qualificació dels millors + consells de selecció  Tubs de coure per a la calefacció: tipus, característiques específiques de marcatge i característiques d'aplicació
Tubs de coure per a la calefacció: tipus, característiques específiques de marcatge i característiques d'aplicació  Tubs de plàstic: tipus, especificacions, característiques de la instal·lació
Tubs de plàstic: tipus, especificacions, característiques de la instal·lació  Eines per netejar les canonades de clavegueram: les deu millors eines + consells per triar el medicament adequat
Eines per netejar les canonades de clavegueram: les deu millors eines + consells per triar el medicament adequat 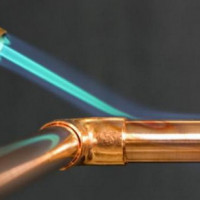 Soldadura de canonades de coure: anàlisi pas a pas del treball i exemples pràctics
Soldadura de canonades de coure: anàlisi pas a pas del treball i exemples pràctics  Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas
Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas  Les millors rentadores amb assecador: valoració del model i consells per al client
Les millors rentadores amb assecador: valoració del model i consells per al client  Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats
Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats  Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits
Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits