DIY svejseteknologi til polypropylenrør: en oversigt over metoder og nuancer

Vil du reparere eller udskifte kommunikation lavet af polymerrør? Enig i, at det ikke er dårligt at spare på opkaldet fra masteren ved selv at samle en ny rørledning. Men du ved ikke, hvordan du kan forbinde de enkelte elementer i systemet indbyrdes, og hvad der er behov for dette.
I vores artikel er teknologien til svejsning af polypropylenrør beskrevet detaljeret - enhver begyndende blikkenslager kan forbinde dem med deres egne hænder. Vi fortæller dig, hvad du skal overveje, hvordan du bruger et loddejern til at dokke plastelementer. Lad mig vise dig, i hvilke tilfælde andre metoder bruges.
For at hjælpe begyndermesteren valgte vi detaljerede videoklip, der demonstrerer den trinvise proces med udførelse af polypropylensvejsning og fotoillustrationer.
Indholdet af artiklen:
Rør og monteringsudstyr
En af de uomtvistelige fordele ved polymerrør er lette montering.
Installation af elementer kan udføres næsten overalt: lagt åbent på vægge eller placeret skjult under gulvet.

Polymerrør fås i diametre fra 20 til 110 mm. Til husholdningsbrug er de mest anvendte produkter 20/25/32/40 mm i størrelse. Anvendelsesfeltet bestemmer indikatoren for materialets nominelle tryk.
I markeringen er det angivet med bogstaverne «PN»:
- PN 10 - vælg at udstyre koldt vandforsyning.
- PN 16 - bruges til koldt vand, men med et højere tryk såvel som i arrangementet af det "varme gulv" -system.
- PN 20 - produkter, hvis eneste begrænser er temperaturregimet for væsker, der transporteres gennem dem. Det bør ikke overstige 75 ° C.
- PN 25 - universelle produkter, der bruges til at arrangere både "kolde" og "varme" systemer, hvis temperatur når 90 ° С.
På salg kan du finde polymerprodukter udstyret med yderligere forstærkning.

Det vigtigste træk ved polymerrør er umuligheden ved at bøje dem.
Derfor udføres alle ændringer i banen til den anlagte motorvej kun fra lige sektioner, der er forbundet med hjælpefittings:
- Crossings - for muligheden for at forgrene hovedstrømmen
- tees - stream multiplikatorer;
- kobling - til tilslutning af rør i en lige sektion;
- bøjninger - for ændringer i rørledningens retning.
Fittings kan udstyres med en indlejret metaltråd, hvilket gør det muligt at forbinde polymerrørledningen med metalelementer.

Når du vælger hjælpeelementer, skal der tages to parametre som grundlag: det indre afsnit af produkterne og tykkelsen af deres vægge. Disse parametre skal svare til de tekniske egenskaber for de anvendte polypropylenrør.
Metoder til sammenføjning af polymerrør
Ved sammenføjning af rør fremstillet af polymere materialer anvendes en af to metoder afhængigt af installationsbetingelserne:
- lodning - involverer opvarmning og sammenføjning af de smeltede ender af elementerne.
- Ingen lodning - involverer tilslutning af rør ved hjælp af kompressionsbeslag eller ved implementering af den såkaldte “kolde” svejsning.
Den anden installationsmetode er praktisk i den forstand, at der til dens implementering ikke er behov for at bruge specielt udstyr. Alt arbejde kan udføres ved hjælp af et simpelt værktøj - en crimp-nøgle.
Et polypropylenrør med en vægtykkelse på mere end 4 mm og en diameter på mere end 50 mm er forbundet ved hjælp af metoden til svejsning af rumpe:
Tilslutningsværktøjer
Det vigtigste værktøj, der bruges til at forbinde plastrør, er et jern til svejsning. Dette er en slags loddejern, drevet af et 220V netværk. Princippet for betjening af enheden er ganske enkelt. Rollen som varmeelementet i jernet udføres af en svejsevarmer placeret i et metalhus.
Det varmes op til en forudbestemt temperatur ovnen, der varmer dyserne. Temperaturkontrolleren er ansvarlig for at opretholde den optimale temperatur på dyserne. Lodning og typiske fejl, der er foretaget, når polypropylenrørene samles, er viet til næste artikel, som vi råder dig til at gøre dig bekendt med.

Inkluderet med strygejernet er varmedyser i standardstørrelse. Opvarmning til en bestemt temperatur blødgør de propylen til en viskositet, der sikrer en tæt forbindelse af elementerne.
Dyser vælges afhængigt af diameteren på de anvendte rør:
- Den 20. størrelse - til rør med en diameter på en halv tomme;
- 25. - til produkter med en diameter på 0,75 inches;
- 40th - til elementer med et tværsnit på 1,25 tommer.
Da omkostningerne ved en sådan svejsemaskine er ret høje, og det ikke er nødvendigt at bruge det så ofte allerede, giver det ingen mening at købe udstyr. Det er bedre at leje et værktøj i en dag eller to.
Til skæring og klargøring af svejsede sektioner i høj kvalitet er det bedst at bruge et specielt værktøj designet til dette - rørskærer. Med dens hjælp kan du få et glat, glat og smukt snit.

I mangel af rørskærer kan der udføres arbejde med en slibemaskine eller en båndsav til metal. Den eneste ting - på stedet for klippet efter sådanne værktøjer forbliver frynser. Men det vil ikke være vanskeligt at fjerne det ved at fjerne en strimmel sandpapir.
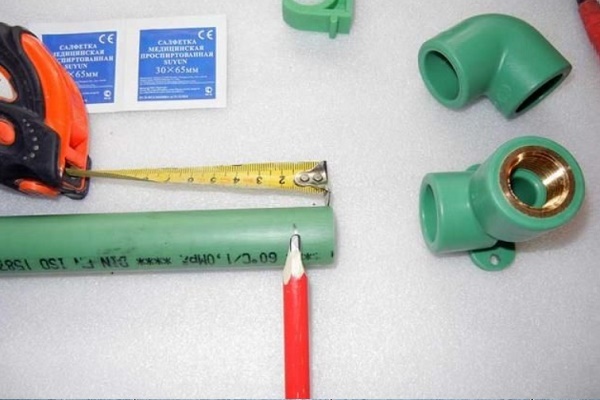
Ud over de grundlæggende værktøjer til arbejdet, har du også brug for:
- square;
- bygning bånd;
- en enkel blyant eller markør.
Når man planlægger at tilslutte rør ved hjælp af koldsvejsemetoden, er det nødvendigt at købe termoaktiv lim fremstillet på basis af polyester eller epoxyharpiks eller dets termoplastiske analog fremstillet på basis af gummi.
De vigtigste stadier i lodningsteknologi
De vigtigste betingelser for en vellykket installation af VVS eller varmesystem af polymerer er en omhyggelig beregning af det krævede materiale og vellavet svejsning af elementer.
Trin 1 - beregning af materiale og komponenter
For at lette dit arbejde og derved minimere installationsfejl er den første ting, du skal gøre, at tegne et diagram over det fremtidige system, der angiver antallet af drej og grene på det. Ved beregning af antallet af rør, skal 25-40 mm brugt til "gennemtrængning" tilføjes til hver længde af segmentet.

Hvis du endnu ikke har været nødt til at svejse polypropylenrør, anbefaler erfarne specialister, at du endda køber flere rørsektioner til foruddannelse. Sådanne omkostninger kommer til en lav pris og vil undgå grove fejl under installationen af systemet.
træk ved polypropylenrør er en stigning i koefficienten for lineær ekspansion under påvirkning af høje temperaturer.
Som et resultat: når opvarmning eller forøgelse af trykket inde i systemet forlænges rørene og begynder at falde ned over tid. For at forhindre dette fænomen, når man lægger sektioner længere end 4-5 meter, vil det også være nødvendigt at bruge kompensatorer.

Kompensatorer installeres både på vandrette og lodrette sektioner og monterer dem mellem to faste understøtninger. Om nødvendigt er det muligt at købe kompensatorer for en særlig modifikation, der kan eliminere lineær ekspansion ved rørledningens vinkelbøjninger.
Vi finder ud af, hvordan polypropylenrør korrekt svejses, så der ikke er lækager ved samlingerne.
Trin 2 - lodning af rørledningselementer
Kort sagt essensen af svejseteknologi polypropylenrør ligger i det faktum, at under påvirkning af høj temperatur enderne af de forankrede elementer opvarmes og ved tæt presning mod hinanden er forbundet.

Før arbejdet påbegyndes, eliminerer stykker rør, der er skåret til den specificerede længde, stød og burr. Hvis der er et lag indvendig eller udvendig folie i røret, skal det først rengøres med et tværskærer udstyret med godt skærpede og justerede knive.
Når stripping udføres med en tværskærer, skal røret uddybes i værktøjet, indtil det stopper.
Gør-det-selv-svejsningsarbejde af plastrør udføres i følgende rækkefølge:
- connect loddejern til PP-rør til strømforsyning for at varme op udstyret til den optimale temperatur på 260-270 ° C.
- Rørsegmenterne, der skal sammenføjes, anbringes samtidig på dyserne, hvilket sikrer den mest jævne indgang. Dette arbejde skal udføres hurtigt og sikkert.
- Når de har modstået den tid, der er angivet i instruktionerne, indtil fittings og rørender smelter, fjerner de elementerne fra varmedyserne.
- Dock de smeltede ender sammen, og skub forsigtigt hinanden i 15-20 sekunder.
- Limede dele efterlades i en statisk position, så sømmen køler helt ned, og forbindelsen bliver monolitisk.
Du kan bestemme varigheden af opvarmningen ud fra instruktionerne, der følger med udstyret, eller ved hjælp af nedenstående tabel.

Det er umuligt at forsømme kravene til opvarmningstid, der er angivet i tabellen. Utilstrækkelig opvarmning er ikke i stand til at give en pålidelig forbindelse. Overdreven overophedning får polypropylen til at "lække" og dele deformeres.
Som et resultat: der dannes fremspring på svejsernes indre overflade, hvilket vil reducere rørledningens diameter markant.

Efter afslutning af polymerisation og størkning, hvilket tager ca. 20 sekunder, er forbindelsen klar. Ved hjælp af den samme teknologi loddes alle efterfølgende knudepunkter til den bitre ende, mens varmesystemet eller polypropylen vandforsyning bliver ikke samlet.
Temperaturparametre lodning af PP-rør er angivet i artiklen, som uafhængige hjemmemestre helt sikkert bør gøre sig bekendt med, før de begynder på arbejde.
Hurtig fotoguide til svejsning af PP-rør
Følgende valg af trin-for-trin-fotos hjælper med at visualisere sekvensen af arbejdet med at samle en polypropylen-rørledning og forbinde dens dele:
Typiske installationsfejl
De vigtigste fejl, som begyndere begår, når de arbejder med polymerprodukter:
- Varme dele. På opvarmningstidspunktet skal delene placeres i den mest jævne position. Den mindste forskydning kan påvirke driftsparametrene for hele VVS-systemet negativt.
- Dockpolymeriserede ender. Når du trykker på de smeltede ender af elementerne, kan du ikke rotere delene rundt om dens akse. Dette kan føre til, at sømmen ikke er stærk nok.
- Korrektion tilpasning. Ved sammenføjning af elementerne er det kun tilladt en lille justering af deres justering, hvis varighed af proceduren ikke er mere end 1-2 sekunder.
Et andet vigtigt punkt: Ved lodning af beslag med fittings er det nødvendigt at tage højde for placeringen af ventilerne, hvilket giver dem et frit fuldt slag.

Hvis der efter sammenføjning med elementerne, da der opstår nogen form for søm tvivl, er det bedre at skære forbindelsen og gøre det igen.
Det er bedre at fjerne defekter på installationen af strukturen, da det er meget mere problematisk at udskifte en lækkende samling i et kørende system.
Montering af elementer uden lodning
Anvendelsen af kompressionsfittings og moderne klæbemidler gør det muligt at udføre installationen af polypropylenrør effektivt, hurtigt og med minimal materialeinvestering.
Valgmulighed nr. 1 - installation af et kompressionsbeslag
For at implementere denne forbindelsesmetode skal du købe komprimeringsarmaturer og bruge en skruenøgle.

Installation af kompressionsbeslag inkluderer tre hovedstadier:
- En blå møtrik sættes på enden af røret, der er afskåret i rette vinkler, og afgravet.Når crimpringen placeres i hvidt, er det nødvendigt at give den en position, hvor den fortykkede del blev rettet mod rørets hale.
- Røret indsættes i beslaget, indtil det stopper, og skub klemringen maksimalt.
- Spænd den blå nødde, "agn" den først for hånd, og booster derefter med en nøgle.
Montering af kompressionsfittings kræver ikke særlig viden og færdigheder. Produkterne leveres klar til installation til salg. Deres installation kan udføres under alle temperaturforhold.
Mulighed 2 - limelementer
Klæbemetoden bruges til at samle et vandforsyningssystem, langs hvilket det planlægges kun at transportere koldt vand. For at anvende metoden til "kold" svejsning skal du bruge den "aggressive" klæbemiddelsammensætning type LN-915.

For at beskytte huden på hænderne mod utilsigtet indtrængen af sammensætningen og "korrodering" af dets aktive komponenter, udføres limningsprocedurer bedst med beskyttelseshandsker.
Handlingssekvensen ved limning af produkter:
- Kontroller korrespondensen mellem de skårne vinkler på de sammenføjede sektioner, og markér de steder, hvor de kan limes med en blyant.
- Enderne af rørene, der skal sammenføjes, renses og affedtes.
- Et klæbende lag påføres på enderne af rørene og på området med fangernes fanger i et jævnt lag.
- Rørskærer indsættes i hullerne i beslaget, med fokus på mærkerne lavet i blyant. Strukturen holdes i en fast position i tre minutter, hvorefter overskydende sammensætning fjernes med et serviet.
- De kombinerede elementer anbringes på en plan overflade og henlades i 5-6 timer, indtil de er helt tørre.
Kør vand for at kontrollere, at kvaliteten af limning er mulig kun et døgn efter installationen er afsluttet.
Ved implementering af dette installationsteknologi for PP-rør Det er vigtigt at overholde to grundlæggende forhold: temperatur- og fugtighedsforhold. Alt arbejde skal udføres ved en lufttemperatur på +5, +35 ° C. Ved limning i varmt vejr skal arbejdet udføres så hurtigt som muligt, så limen ikke har tid til at tørre, før installationen er afsluttet.
Konklusioner og nyttig video om emnet
Du kan lære om forviklingerne i processerne til lodning og limning af rør fra følgende videoer:
Video nr. 1. Sådan loddes rør:
Video nr. 2. Vandforsyningsenhed uden lodning:
Arbejde med selvjusterende polypropylenrør, selv for en begyndermester, bør ikke medføre særlige vanskeligheder. Det er kun nødvendigt at overholde alle teknologiske standarder klart og samvittighedsfuldt. Og så vil rørledningen, der er samlet af dig selv, behage dig med problemfri betjening.
Skriv kommentarer i nedenstående blok. Stil spørgsmål om kontroversielle problemer, del oplysninger, der kan være nyttige for besøgende på stedet. Efterlad indlæg med din egen mening, skriv fotos om artiklets emne.
 DIY-installation af polypropylenrør: teknologi til arbejde med PP-rør
DIY-installation af polypropylenrør: teknologi til arbejde med PP-rør  Sådan fremstilles en stol af polypropylenrør med dine egne hænder: trin-for-trin-instruktioner til fremstilling
Sådan fremstilles en stol af polypropylenrør med dine egne hænder: trin-for-trin-instruktioner til fremstilling  DIY kobberrør installation: kobberrør installationsteknologi
DIY kobberrør installation: kobberrør installationsteknologi  Gør-det-selv-installation af plastrør: tilslutningsteknologi og ledningseksempler
Gør-det-selv-installation af plastrør: tilslutningsteknologi og ledningseksempler  Forbindelsen af plastrør med metal: en analyse af de bedste metoder og monteringsnyancer
Forbindelsen af plastrør med metal: en analyse af de bedste metoder og monteringsnyancer  DIY-installation af HDPE-rør: svejseanvisning + hvordan man bøjer eller retter sådanne rør
DIY-installation af HDPE-rør: svejseanvisning + hvordan man bøjer eller retter sådanne rør  Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen
Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen  De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips
De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips  Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov
Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov  Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav
Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Denne artikel vil være nyttig for folk, der aldrig har beskæftiget sig med plastrør, og hvordan man tilslutter dem. Jeg er ikke ny på dette, men jeg har et spørgsmål. Der var et problem med autonom opvarmning. Synd til at lækker i systemet.Så kan et polypropylenrør ekspandere, når systemet varmes op, men dette sker ikke efter 30-40 minutter, men efter 3 timer? De siger, at det kan, men jeg tror, det er en genforsikring af producenten. Fortæl mig det.
Hej Først og fremmest vil jeg fortælle dig, at du skal bruge forstærkede rør, som har en meget lavere koefficient for lineær ekspansionskoefficient. Det er også værd at overveje, at PP-rør blødgøres ved + 140 * C, skønt det siges, at de kan modstå temperaturer op til + 170 * C.
For et illustrativt eksempel vedhæfter jeg diagrammer og tabeller:
- med lineære ekspansionskoefficienter;
- ændring i rørlængde under opvarmning fra 0 til 60 * C (forskellige materialer);
- struktur af det forstærkede PP-rør.
Disse oplysninger hjælper dig med at løse dit problem.
Ja, med en regelmæssig gevindforbindelse kan det kontrolleres visuelt, og i tilfælde af lækage, stram eller stram det selv. Men hvordan kontrolleres svejses kvalitet, når du accepterer arbejde fra en master? Hvem skal indgive en klage, når forbindelsen er afbrudt i dit fravær og oversvømmer alle underetager? Sådan arbejde skal virkelig udføres af dig selv.
Så skibsføreren selv skal kontrollere kvaliteten af det udførte arbejde. For at verificere pålideligheden af alle forbindelser og kommunikationens funktionsevne krympes et varmesystem. Webstedet har hele artiklen om dette.
Jeg anbefaler også en lignende procedure efter udskiftning af udstyr, adaptere, pakninger. Og generelt skal du kontrollere varmesystemet ved at krympe dem inden hver sæson, så der ikke er nogen ubehagelige overraskelser. I princippet er en almindelig bilpumpe til pumpning af dæk, en adapter og et manometer nok til dette.