Rézcsövek forrasztása: lépésről lépésre a munka elemzése és a gyakorlati példák

Az otthoni kézművesek saját maguk is megpróbálják elvégezni az építési és javítási munkálatokat, ami nem csak a családi költségvetés megtakarítását teszi lehetővé, hanem a bizalom a minőség eredményében is. Ezért új módszereket és technológiákat kell elsajátítaniuk - például a rézcsövek forrasztását.
Megmondjuk Önnek, hogyan lehet összekapcsolni és összekötni a kommunikációt rézcsövekből. Itt megtudhatja, hogy milyen fogyóeszközökre és eszközökre lesz szüksége az előadóművésznek. A hasznos készségek akár a mindennapi életben is lehetővé teszik a kiváló működési jellemzőkkel rendelkező csővezetékek független összeszerelését.
A cikk tartalma:
Réz forrasztása: Miért kellene megtanulnia?
A rézvezetékeket ritkán használják a gyakorlatban. Ennek oka az anyagok meglehetősen magas költsége. A réz csővezetékeket azonban jogosan tekintik a legjobbnak.
Ez a fém meghaladja az összes többi anyagot hőállóság, rugalmasság és tartósság szempontjából. Rézcsövek fűtése összeszerelés után betonba önthető, falakba rejtve stb. Működés közben semmi sem történik velük.

Ezt figyelembe kell venni a fűtés vagy vízellátás megszervezéséhez szükséges anyag kiválasztásakor. A hosszú távú működésre számítva a magasabb költségek teljes mértékben megtérülnek. A réz kiváló teljesítményén túl nagyon könnyű telepíteni. A forrasztás nehézségeiről szóló „félelmetes mesék” gyakran túlzásba kerülnek.
A réz elég egyszerű ahhoz, hogy forrasztható legyen. Felülete nem igényel agresszív tisztítószereket.Számos alacsony olvadáspontú fém tapadása magas, ami megkönnyíti a forrasztás kiválasztását.
Drága rézáramokra nincs szükség, mivel a fémolvadás során nem fordul elő heves reakció az oxigénnel. A forrasztás során a cső nem deformálódik, alakja és méretei változatlanok maradnak. A kapott varrat kibontható, ha szükséges.
A rézrészek forrasztásának módjai
A forrasztás a legjobb módszer a réz alkatrészek összekapcsolására. Működés közben az olvadt forrasztás kitölt egy kis rést az elemek között, és így megbízható kapcsolatot létesít.
Az ilyen vegyületek előállításának két módja a leggyakoribb. Ez magas és alacsony hőmérsékleten kapilláris forrasztás. Lássuk, hogy különböznek egymástól.
Magas hőmérsékleti tulajdonságok
Ebben az esetben az elemek rézből történő összekapcsolása +450 fokot meghaladó hőmérsékleten zajlik. A forrasztott anyag olyan kiválasztott vegyületek, amelyek alapja meglehetősen tűzálló fémek: ezüst vagy réz.
Erős varratot adnak, ellenállnak a mechanikai sérüléseknek és a magas hőmérsékleteknek. Az ilyen vegyületet szilárd anyagnak nevezzük.

Az úgynevezett szilárd forrasztás egyik jellemzője a fém izzítása, ez a lágyuláshoz vezet. Ezért a réz szilárdsági tulajdonságainak veszteségeinek minimalizálása érdekében a kész hézagot csak természetes módon kell lehűteni, anélkül, hogy mesterségesen befújnánk vagy leengednénk az alkatrészt hideg vízbe.
A 12-159 mm átmérőjű csövekhez szilárd csatlakozást használnak. A magas hőmérsékleti forrasztás a gázvezetékek csatlakoztatására szolgál.
A vízvezetékben a vízcsövek összeszerelésének folyamatában 28 mm-nél nagyobb átmérőjű alkatrészek monolit összekapcsolására használják. Ezenkívül egy ilyen csatlakozást alkalmaznak olyan esetekben, amikor a csövekben keringő folyadék hőmérséklete meghaladhatja a +120 fokot.
A magas hőmérsékletű forrasztást a fűtési rendszerek összeszereléséhez is használják. Előnyének tekintik annak a lehetőségét, hogy előzetesen leszerelés nélkül elrendezzen egy kimenetet egy korábban felszerelt rendszerből.
Alacsony hőmérsékletű forrasztás részletesen
A lágy vagy alacsony hőmérsékletű forrasztás a rézrészek összekapcsolására utal, amelynek során + 450 ° C alatti hőmérsékletet használnak. Ebben az esetben lágyolvadékony fémeket, például ónot vagy ólmot választunk forrasztásként.
Az ilyen forrasztással kialakított varrás szélessége 7-50 mm lehet. A kapott vegyületet lágynak nevezzük. Kevésbé tartós, mint a szilárd, de számos jelentős előnye van.

A fő különbség az, hogy a forrasztás során a fém nem melegszik. Ennek megfelelően ereje változatlan marad.
Ezenkívül az alacsony hőmérsékleten történő forrasztás során a hőmérséklet nem olyan magas, mint a magas hőmérsékletű forrasztás során. Ezért biztonságosabbnak tekintik. Az úgynevezett lágykötéseket kis átmérőjű csövek összeszerelésére használják: 6-108 mm.
Vízvezeték alacsony hőmérsékletű csatlakozásoknál rézcsövek vízvezetékek és fűtőhálózatok beépítésére használják, de feltéve, hogy az azokban keringő folyadék hőmérséklete kevesebb mint +130 fok. Gázvezetékeknél az ilyen típusú csatlakozás használata szigorúan tilos.
Mire van szükség a folyamatban?
Kiváló minőségű illesztések készítéséhez speciális anyagokra és szerszámokra van szüksége. Mindenekelőtt az alkatrészek korábban megtisztított felületének feldolgozására fluxusra van szükség. Eltávolítja az oxidokat az alapból, javítja az olvadt forrasztás szórhatóságát és csökkenti a felületi feszültséget.
Ezen felül szükség lesz rá forrasztóanyag réz kezelésére. A magas hőmérsékletű hegesztéshez olyan anyagot választanak, amely nem tartalmaz ólmot. A csomagolást „ólommentes” vagy „ólommentes” felirattal kell ellátni.
Az alacsony hőmérsékleten történő forrasztáshoz alacsony olvadású forrasztást választanak, amelyben ón, réz, bizmut és ezüst lehet. Az alacsony hőmérsékletű forrasztható típus 3 mm-es huzal formájában kapható.

A munkához szerszámokra lesz szüksége. Először is, csővágó. Ezzel lehet vágni a kívánt méretű részleteket. Fontos, hogy kiváló minőségű szerszámot válasszon, hogy a réz lágy anyag ne elakadjon.
Ezenkívül egy letörést is igényel a sorja eltávolítása. Ellenkező esetben lehetetlen az egyik alkatrészt beilleszteni a másikba. A csövek belső felületének tisztításához kefét vagy kefét is használnak.

A réz elemek melegítése különféle szerszámokkal. Leggyakrabban, alacsony hőmérsékleten történő forrasztáshoz válasszon gázégőkeskeny lánggal.
A gázberendezés ebben az esetben hengerből működik, propán és bután keverékével vagy tiszta butánnal. Egy ilyen feltöltés 3-4 száz csatlakozáshoz elegendő.
Az eszköz hatékonyan működik, amikor az égő melegíti, a cső néhány másodperc alatt felmelegszik. A magas hőmérsékleten történő forrasztást propán-oxigén vagy acetilén-levegő keverékekkel hajtjuk végre.
Ezenkívül a forrasztás speciális elektromos forrasztópáka segítségével is elvégezhető, amelynek célja a rézből készült alkatrészek kezelése. Az eszköz mind kemény, mind lágy forrasztókkal képes dolgozni. A forrasztópáka csatlakozik a hálózathoz, és ott használják, ahol lehetetlen nyílt tűzzel dolgozni. A készülék szorítófogóval és levehető elektródákkal van felszerelve.
A csővezeték telepítéséhez szükséges ezen eszközök mellett szüksége lesz egy jelölőre vagy ceruzára, mérőszalagra, kalapácsra és építési szintre.
Forrasztási technológia
Az eszközök és anyagok előkészítése után megkezdheti a forrasztási folyamatot. Az összes műveletet a következő sorrendben hajtjuk végre:
Vágja le a szükséges hosszúságot
A rézcsövek vágására különféle szerszámok használhatók. A leggyakrabban használt kézi csővágó. A egyenletes vágás érdekében a csövet csak a szerszámra merőlegesen tartjuk.
Rögzítjük az alkatrészt a henger és a penge között, és körbeforgatjuk a csővágót. Minden fordulat után ne felejtse el meghúzni a beállító csavart körülbelül egy fordulattal. Csővágó használata esetén a vágás egyenletes lesz, a pontozás csak a cső belsejében jelenik meg.

Ugyanakkor a termék átmérője kissé csökken, ami nem kívánatos. Kerülheti el az alkatrész deformációját, ha fűrészlapra vágja. De ebben az esetben sok fúró lesz, amelyeket meg kell semmisíteni, és sablon használatával kell csökkentenie a vágás vágását.
A csővágás zúzása vagy ovalizálása kellemetlen következményekkel jár, mivel ezek szükségszerűen megváltoztatják a szerelőrés méretét. Ennek értékének 0,02–0,4 mm tartományban kell lennie. Ha a rés kisebb, a forrasztás nem fog bejutni. A rés növekedésével a kapilláris hatás nem manifesztálódhat.
A vágás eredményeként egy részét szigorúan hengeres véggel kell megszerezni, minimális vágással. Ügyeljen arra, hogy távolítsa el a borotvát az alkatrészről, tisztítsa meg a belső felületét kefével és zsírtalanítsa azt. Hasonlóképpen megvágjuk a cső második részét. Vegyünk egy csőfeszítőt és kalapács segítségével megnöveljük a második cső átmérőjét.

Ellenőrizzük, hogy az alkatrészek hogyan illeszkednek egymáshoz, és megvizsgáljuk a kapott rögzítési rés méreteit. Pontosan meg kell egyeznie a normával. Megtisztítottuk és zsírtalanítottuk a második részt. A műveletet a cső teljes keresztmetszetén végzik, ne feledje, hogy a csatlakozás hosszának meg kell egyeznie a rész átmérőjével.
Vigyen fel fluxust a cső felületére
A technológiai szabályok szerint rézcsövek forrasztása, felhordja a fluxus réteget az alkatrészekre. Vegyük a kompozíciót és ecsettel finoman alkalmazzuk a cső külső felületére, amely a csatlakozáson belül lesz.
Nagyon óvatosan végezzük el a műveletet.Megpróbáljuk összegyűjteni a minimális mennyiségű oldatot, és teljesen elosztjuk azt az egyes részek között. A túlzott fluxusnak nem szabad a felületen maradnia.
A forrasztás előtt összekapcsoljuk az alkatrészeket
Miután a fluxust felvitték az alkatrészekre, össze kell őket kötni. Ezt elég gyorsan el kell végezni, hogy a szennyeződés részecskéi ne kerüljenek a nedves felületre. Ha illesztéssel vagy haranggal dolgozunk, akkor az elemeket teljes mértékben összekapcsoljuk.
Ehhez forgassa el őket teljesen. A forgás folyamata során az alkatrészek nemcsak „bepattannak” a helyükre, hanem a fluxust is a lehető legszorgalmasabban elosztják a szerelőrésen.

Tilos a részekre hagyni a fluxust, mivel ez agresszív kémiai összetétel.
A csap forrasztása egy kompressziós gyűrűn alapuló csatlakozóval a következő sorrendben történik:
Vegyületek képződése alacsony hőmérsékleten forrasztáskor
Lágy hézag készítésekor az olvadható forrasztás és az alacsony hőmérsékleten történő folytatás kötelező. A fűtéshez használhat egy standard vagy kicsi gázégőt, amelyet propán-levegő keverékkel, vagy propán-bután és levegő keverékével töltnek fel. Vehet egy speciális elektromos forrasztópáka.
Fogjuk az égőt, kapcsoljuk be és irányítjuk a lángot a csőcsatlakozásba. A láng és az alkatrész közötti érintkezési helyet folyamatosan mozgatni kell. Erre azért van szükség, hogy az elemeket egyenletesen melegítsék fel. Fogunk forrasztást, és időről időre megérintjük a szerelőrésnél. Megfelelő hevítéssel a forrasztó olvadni kezd.

Amint ez megtörténik, vesszük félre az égőt, hogy a forrasztóanyag teljesen kitöltse a kapilláris rést. Ha a forrasztás még nem kezd megolvadni, folytassa a melegítést. Az alacsony hőmérsékletű forrasztás egyik jellemzője, hogy a forrasztást nem külön fűtik. Meg kell olvadnia a vegyület hevített elemeinek hőjéből.
Miután a forrasztóanyag teljesen kitölti a kapilláris rést, hagyja lehűlni, lehetőleg természetes körülmények között. Emlékeztetni kell arra, hogy a kapott lágycsukló alacsony szilárdságú, ezért tilos forró formában megérinteni.
Egy másik fontos szempont. A forrasztás során rendkívül fontos, hogy a réz ne melegszik túl. Ellenkező esetben a fémre lerakódott folyadék összeomlik, és ennek megfelelően nem képes feloldani és eltávolítani az oxidokat, ami drámai módon befolyásolja a vegyület minőségét.
Ezért tanácsos a fluxust forrasztóporral együtt használni. Ha az alkatrész hőmérséklete elegendő a forrasztás melegítéséhez, akkor a por megolvad és látni fogja, hogy az olvadék cseppei ragyognak a fluxuson belül.
Ha a láng bármilyen okból elfogadhatatlan, akkor villamos energiát használnak. Ilyen berendezés egy tápegység, elektromos fogó és forrasztópáka készlet.
A vegyület melegítésére és az ezt követõ formázására szolgáló eljárás forrasztópáka segítségével nem különbözik a fentiektõl. Az egyetlen figyelmeztetés: kevesebb időbe telik az alkatrészek teljes felmelegítése, mint az égővel történő melegítésnél.
Varrás kialakulása magas hőmérsékletű forrasztáskor
Az ilyen forrasztás során gázégőt is használnak az alkatrészek felmelegítésére. Töltjük propán és oxigén keverékével vagy acetilénnel és levegővel. Lehetséges acetilén-oxigén keverék felhasználása.
A mesterek azt javasolják, hogy az alkatrészeket egyenletesen és gyorsan melegítsék. Vagyis a bemelegedési folyamatnak rövidnek kell lennie. A készülékben égő gáznak alacsony intenzitású fényes kék lángot kell adnia.

Az égőt simán mozgatjuk a jövőbeli csatlakozás mentén, hogy a fűtés a lehető legegyenletesebb legyen. Amikor a réz kb. 750 ° C-ra melegszik, sötét cseresznye színű lesz. Ezen a ponton szolgálja fel a forrasztót.
A jobb bemelegítés érdekében kicsit felmelegítheti egy égővel. De nem szabad elfelejteni, hogy a forrasztásnak a csatlakozás fűtött részeiből, és nem az égőből kell megolvadnia. Ideális esetben a csatlakozást minimális fűtéssel kell biztosítani, amelyben a forrasztóanyag azonnal megolvad és először kitölti a telepítési rést.
Lehet, hogy ez nem fog azonnal működni, de a tapasztalatok halmozódásával az eredmény javulni fog. Miután a rés teljesen meg van töltve forrasztással, hagyja lehűlni a csatlakozást. Jelenleg nem ajánlott megérinteni. Óvatosan töröljük le a lehűtött varratot, hogy megszabaduljunk a fluxusmaradványoktól.
A réz csővezetékek gázégővel történő keményforrasztásának technológiájának részletes elemzése a cikkben található, amelynek tartalmát javasoljuk, hogy olvassa el.
Rézcső biztonság
A kezdő mestereket érdekli a rézcsövek megfelelő forrasztása, de ugyanakkor elfelejti a biztonságot. Ezt nem lehet megtenni. Meg kell értenie, hogy a rézet magas hővezető képesség jellemzi, így az alkatrészeket védelem nélkül nem szabad kézben tartani.
Gondatlanság és gondatlanság a rézcső szerelvény termikus égést okozhat. A legfeljebb 0,3 m hosszú apró tárgyakat csak védőkesztyűvel szabad elvinni, vagy csipesszel tartani.
Óvatosan kell eljárni a fluxus kezeléskor is. Ez egy rendkívül agresszív kompozíció. Ha a forrasztás során a bőrre kerül, akkor azonnal le kell állítania a munkát, és bő szappanos vízzel le kell mosni a bőrből származó folyadékot. Ellenkező esetben nem csak termikus, hanem kémiai égés is megjelenhet a bőrön.

A munkaruhát szintén helyesen kell kiválasztani. A szintetikus szövetek egyáltalán nem alkalmasak. A műszál nagyon érzékeny a magas hőmérsékletekre. Könnyen megolvad és felgyullad, ezért munkához a legjobb a természetes pamutból készült sűrű ruhákat választani.
Egy másik fontos szempont. Az alkatrészek melegítésekor a folyadék égni kezd. Párok veszélyesek az emberekre. Ezért a helyiséget, ahol a rézcsövek forrasztását végzik, jól szellőztetni kell.
A tapasztalt kézművesek tanácsosok azoknak, akik először forrasztottak, hogy a csöveket vágja le. A gyakorlat azt mutatja, hogy három vagy négy egymástól függetlenül létrehozott csatlakozás után már lehetséges a csővezeték telepítésének megkezdése. Ebben az esetben tanácsos a rendszert a padlóra szerelni, és csak ezután folytatni a forrasztást.
A kész csővezetéket tiszta forró vízzel alaposan ki kell öblíteni, hogy eltávolítsa a forrasztást és a fluxust az alkatrészek belsejéből.
A forrasztás során elkövetett fő hibák
A rézcsövek forrasztásának folyamata meglehetősen egyszerű, de némi tapasztalatot igényel. A kezdők gyakran hibákat követnek el a munkában.
Fontolja meg a legfontosabbat:
- A csatlakoztatott alkatrészek felületén hibák vannak.Ilyen hibák jelentkezhetnek a cső vágásakor. Ha a forrasztást a hiba miatt hajtják végre, a varrás törékeny lesz.
- Szennyezés az elemek keresztezésénél. Az alkatrészeket vágás és tisztítás után zsírtalanítani kell.
- A szerelési rés elégtelen szélessége. A szabályok szerint a 6–108 mm keresztmetszetű alkatrészeknél a rés méretének 7–50 mm-nek kell lennie.
- Az alkatrészek nem megfelelő melegítése. Ebben az esetben a forrasztókészülék nem képes megfelelően megolvadni az alaphoz. Egy ilyen varrás könnyedén összeomlik még könnyű terhelés esetén is.
- A fluxus nem fedezi a cső teljes felületét. Az oxidok maradnak az alkatrész felületén, ami negatívan befolyásolja a varrás minőségét.
- A csatlakozó szakasz túlmelegedése. Ez a fluxus égéshez, az oxid és a skála képződéséhez vezet. Ennek eredményeként a kapcsolat minősége jelentősen romlik.
- Ellenőrizze, nincs-e hideg csatlakozás. A varrás minőségének ellenőrzése előtt ellenőrizze, hogy a cső lehűlt-e. Ellenkező esetben a hézag elkerülhetetlenül deformálódik és elveszíti erejét.
- A biztonsági szabályok figyelmen kívül hagyása. A forrasztást magas hőmérsékleten, agresszív vegyszerek felhasználásával hajtják végre. Védőruházat, maszk és kesztyű szükséges.
Lehet, hogy egy kezdő mester számára nehéz lesz önállóan meghatározni az alkatrészek hevítésének fokát, akkor érdemes meghívni egy szakembert, és az ő első irányítása alatt összekapcsolni.
Bemutatja a fűtőkörök rézcsövekből történő felépítésének módszereit következő cikkamelyet javasolunk, hogy ismerkedjen meg velük.
Következtetések és hasznos videó a témáról
A rézcsövek forrasztásáról még érdekesebb információkat a következő videókban találhat.
1. videó. A réz magas hőmérsékleti forrasztásának jellemzői:
2. videó. A rézszerelvények forrasztása:
3. videó. Mik a forrasztási folyadékok:
A rézcsövek magasztása hasznos készség, amely mindenképpen hasznos lesz az otthoni mesterek számára. A rézből készült csővezetékek nagyon hosszúak és gondtalanok. Tekintettel az ilyen alkatrészek meglehetősen magas költségeire, az önszerelés jelentősen megtakaríthat és kiváló minőségű csővezetéket kaphat, nagyon elfogadható áron.
Van személyes tapasztalata a rézcsövek forrasztással történő összekapcsolásában? Talán ismeri a munka árnyalatait? Kérjük, írjon megjegyzéseket az alábbi blokkba, tegyen fel kérdéseket, ossza meg véleményét és fényképeit a cikk témájáról.
 Polipropilén csövek forrasztása: munkaszabályok és a lehetséges hibák elemzése
Polipropilén csövek forrasztása: munkaszabályok és a lehetséges hibák elemzése  Rézcsövek forrasztása gázégővel: hasznos tippek és lépések az önforrasztáshoz
Rézcsövek forrasztása gázégővel: hasznos tippek és lépések az önforrasztáshoz  DIY rézcső telepítése: rézcső telepítési technológiája
DIY rézcső telepítése: rézcső telepítési technológiája  Rézcsövek csatlakoztatása: utasítások és a különféle telepítési technológiák összehasonlítása
Rézcsövek csatlakoztatása: utasítások és a különféle telepítési technológiák összehasonlítása  Hogyan lehet összeomlani egy műanyag csőbe: a munka jellemzői és az összes fontos árnyalatok elemzése
Hogyan lehet összeomlani egy műanyag csőbe: a munka jellemzői és az összes fontos árnyalatok elemzése  PVC csőfogas: népszerű lehetőségek + lépésről lépésre
PVC csőfogas: népszerű lehetőségek + lépésről lépésre  Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára
Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára  A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek
A legjobb szárítógéppel ellátott mosógépek: modellek értékelése és vásárlói tippek  Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?
Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?  Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények
Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények 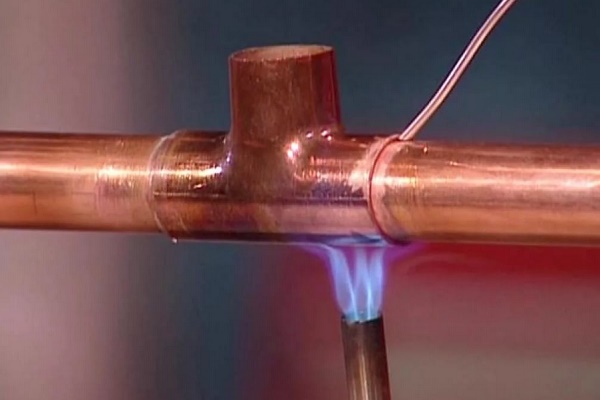{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Nagyon ritkán kell foglalkoznom a rézcsövekkel, nagyon kevés ember használja őket, inkább az olcsóbb és utilitánsabb műanyagokat részesítik előnyben. De láttam olyan csöveket a házakban, amelyek elitnek bizonyultak. Ezek tökéletesen illeszkednek a belső terekbe. És esélyem volt arra is, hogy megforrasztom őket. Személyes tapasztalataim alapján elmondhatom, hogy ennek a munkanak a végrehajtása egyszerû és egyszerû árnyalatokkal jár.
A réz érzékeny fém, önmagában nem okoz problémát. De ha maga hibázik, akkor egy idő múlva a forrasztás helye folyik. Mindenkinek, aki hirtelen felmerül egy rézcső forrasztásának szükségességével, először azt mondom, hogy ne légy lusta és ne maradj időt az előkészítő munkákra! A jó kezdet a csata fele.
Rossz zsírtalanítás - folyni fog. A rossz strippelés ugyanaz. Másodszor: mérsékelt, de elegendő folyadék. Sajnálom, hogy folyni fog. Túlzásba lép - kap egy csúnya foltot a ragasztásokhoz.Harmadik: illetékes hőmérsékleti feltételek. A túlmelegedés és a túlmelegedés egyaránt rossz. Általában, ha először forrasztunk, akkor a legjobb, ha valahol találunk egy darab rézcsövet és gyakorolunk, mint egy vázlatban. Ugyanakkor azonosítsa a lehetséges hibákat.